图 1 制耳缺陷形貌

热轧酸洗板是以优质热轧薄板为原料,经酸洗机组去除氧化层,切边,精整后,表面质量和使用性能介于热轧板和冷轧板之间的中间产品,是部分热轧板和冷轧板理想的替代产品。江苏某家电企业采购SPHE酸洗板用于生产冰箱压缩机壳体,在生产时出现批量的制耳缺陷,表现为钢板各个方向变形能力不同,冲压出来的工件边缘不齐、壁厚不均[1]。经现场生产工艺的不断调整没有明显效果,于是立即停产并向钢厂提报质量异议。
该家电企业的生产工艺流程是:开卷-纵切分条-剪切落料-3道次冲压成形-修边,生产原料使用的是SPHE热轧酸洗板,规格2.95 mm×1340 mm。下料尺寸为?270 mm圆形料片,已下料的料片加工时于第一道或第二道冲压时出现杯口制耳现象遂停止使用。检查发现多数壳体存在因钢板各向异性导致的制耳,无法满足后步工序尺寸要求。制耳缺陷形貌如图1所示。
经现场取不同位置料片进行对比冲压并对压边力降低调整,无法有效解决。而且由于下料之后存在定位孔,无法对料片翻转或者位置调整。对出现制耳缺陷的零件进行修整,绝大多数因边缘没有切边余量而无法满足尺寸要求只能报废。为降低损失,用户将剩余钢板降级为C级料使用,材料损耗较大并仍伴有相当比例的制耳存在,仍然无法满足尺寸要求。该公司使用的其他钢厂相同厚度的材料没有出现制耳,表明缺陷的产生与钢厂生产工艺存在较大关联。
热轧酸洗板经冲压等变形加工过程中出现制耳缺陷不仅会影响生产效率,还会导致成材率降低,使生产成本上升。导致制耳缺陷的产生有多种因素,有钢材的性能、加工工艺、用户模具问题等。接到用户的异议反馈后,笔者针对该缺陷的成因,从厚度、轧制参数、化学成分、力学性能、金相组织等方面进行全方位检测与分析。
在实际冲压生产中,原材料的厚度公差及厚度的均匀性对于模具间隙调整、模具的磨损及寿命、材料在模腔内的金属流变都具有非常重要的影响。为真实还原钢厂生产实际,通过调取生产过程控制参数进行追溯。
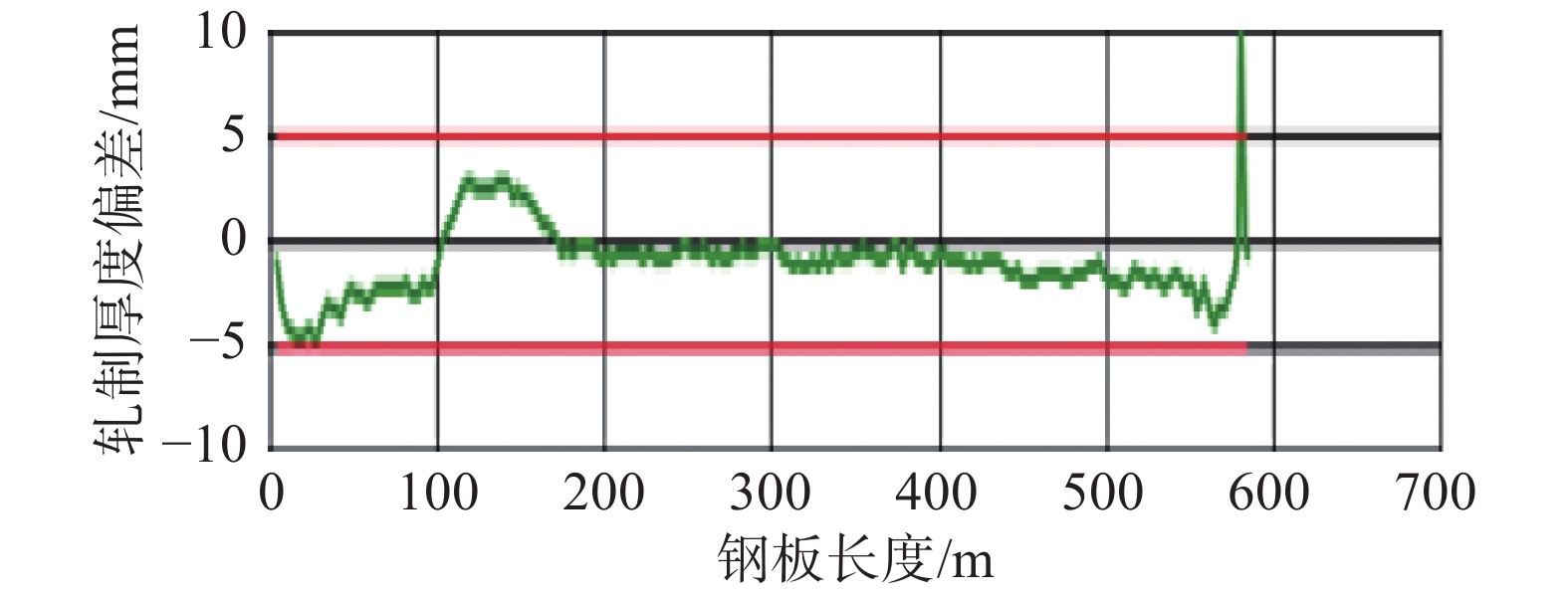
从图2可以看出,钢卷除头尾局部厚度超差外,整体厚度满足规程允许范围。
对现场剩余料片进行实测,厚度如图3所示,与厂内厚度控制曲线相当。除局部正公差外,其余多数处于负公差状态。但厚度的均匀一致性还有待提高。
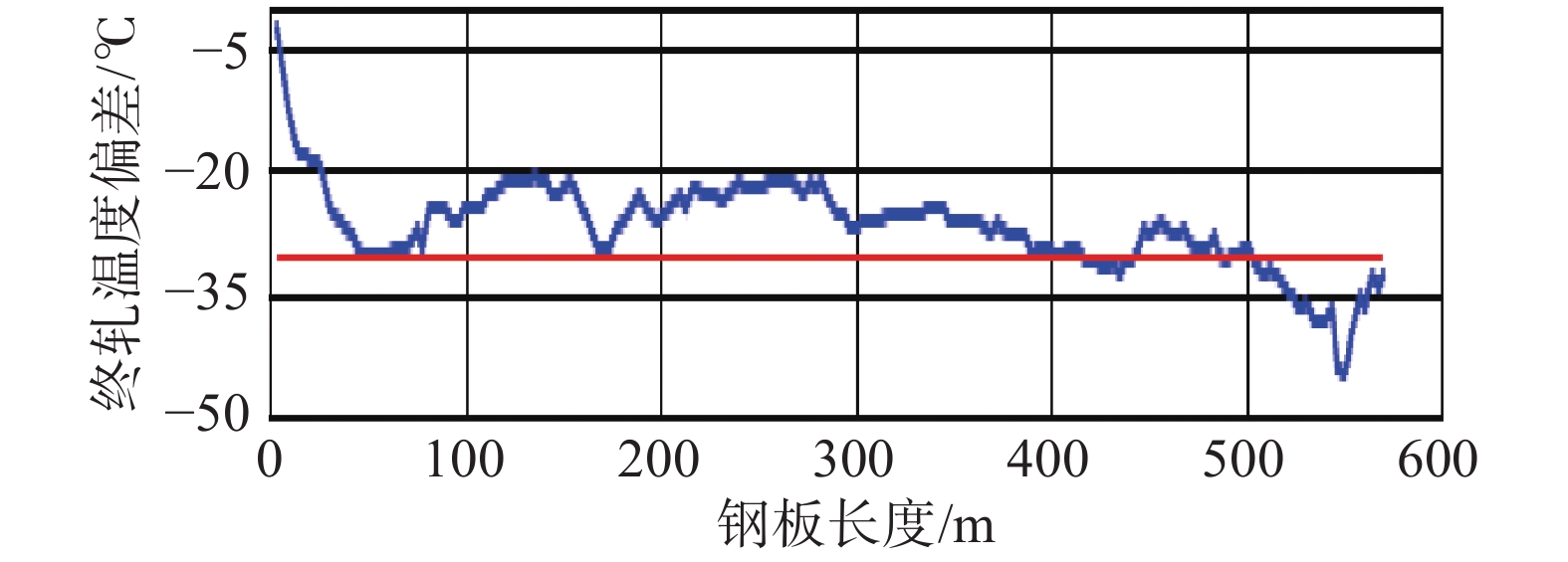
热轧终轧温度对钢板的金相组织、晶粒大小及内部织构的变化都有着直接影响,从而间接影响其机械性能和成形性能。
从轧制温度控制曲线图4可以看出,钢卷尾部终轧温度偏低,已较大程度偏离目标值下限。
作为常规使用的低碳钢,SPHE的成分设计并不复杂。针对出现问题的两炉钢取样板检验,各项成分也都全部满足标准要求,如表1所示。
| 元素 | C | Si | Mn | P | S | Als |
| 标准 | ≤0.080 | ≤0.050 | ≤0.50 | ≤0.025 | ≤0.030 | ≥0.010 |
| 实测 | 0.020 | 0.004 | 0.23 | 0.011 | 0.008 | 0.048 |
| 0.018 | 0.008 | 0.22 | 0.016 | 0.008 | 0.034 |
分别对钢板的边部和中部进行力学性能检验,最终检验指标见表2所示。其中塑性应变比r值是应变强化指数,是指钢板在冲压成形时宽度上的应变值与厚度上的应变值之比。国家标准中对r值并无特殊约定,但从冲压生产实际来说,有必要加以研究。r值越高,则深冲性能越好。典型低碳钢板r值的变化特征为:在与轧向夹角θ=90°方向时有最高值,在θ=45°时有最小值。另外,在薄板平面内各方向上所测的各向异性称平面各向异性,用Δr表示,Δr=(r90+r0−2r45)/2。不同方向的r值波动越小,即Δr值越小,则深冲性能也越好。当Δr=0时,冲压件无制耳效应;当Δr>0时,在纵向和横向上产生制耳效应;当Δr<0时,则在与轧向呈45°方向上产生制耳。
| 位置 | 方向 | 屈服强度/MPa | 抗拉强度/MPa | 延伸率/% | r值 | Δr |
| 标准 | — | — | ≥270 | ≥37.0 | — | — |
| 边部 | 90° | 198 | 314 | 47.5 | 0.78 | −0.385 |
| 0° | 202 | 305 | 49.5 | 0.59 | ||
| 45° | 206 | 311 | 46.5 | 1.07 | ||
| 中部 | 90° | 217 | 312 | 49.5 | 1.14 | −0.115 |
| 0° | 208 | 315 | 48.5 | 1.09 | ||
| 45° | 212 | 306 | 47.5 | 1.23 |
从表2的检测结果可以看出,边部的强度指标比中间部位的略低,延伸率相差不大,但r值和Δr值的差别较大,边部的r值平均为0.878,而中部的r值平均为1.173,另外Δr值全部小于0,边部为−0.385,中部为−0.115。不同方向上r值不同,表现在r值大的方向拉伸高度高一些,而r值小的方向,拉伸高度浅一些,这样便形成了制耳[2-3]。同时当Δr<0时,更易表现在冲压时与轧向呈45°方向上产生制耳。许多的实验和理论研究都已表明,板材的r值与织构类型和含量密切相关。尽管谈到织构首先会考虑到冷轧钢板,但在特定的控制冷却条件下,热轧钢板也会产生较强的织构。可以认为材料的各向异性由r值具体体现,而织构是影响r值的主要因素。本文未对以上因素加以分析,但确有相关文献表明常见的热轧织构更有利于形成45°型制耳,表现形式为在与轧向成45°产生四个制耳,同时临近位置产生四个谷底,这与本文描述的用户生产中的实际制耳缺陷正相对应。
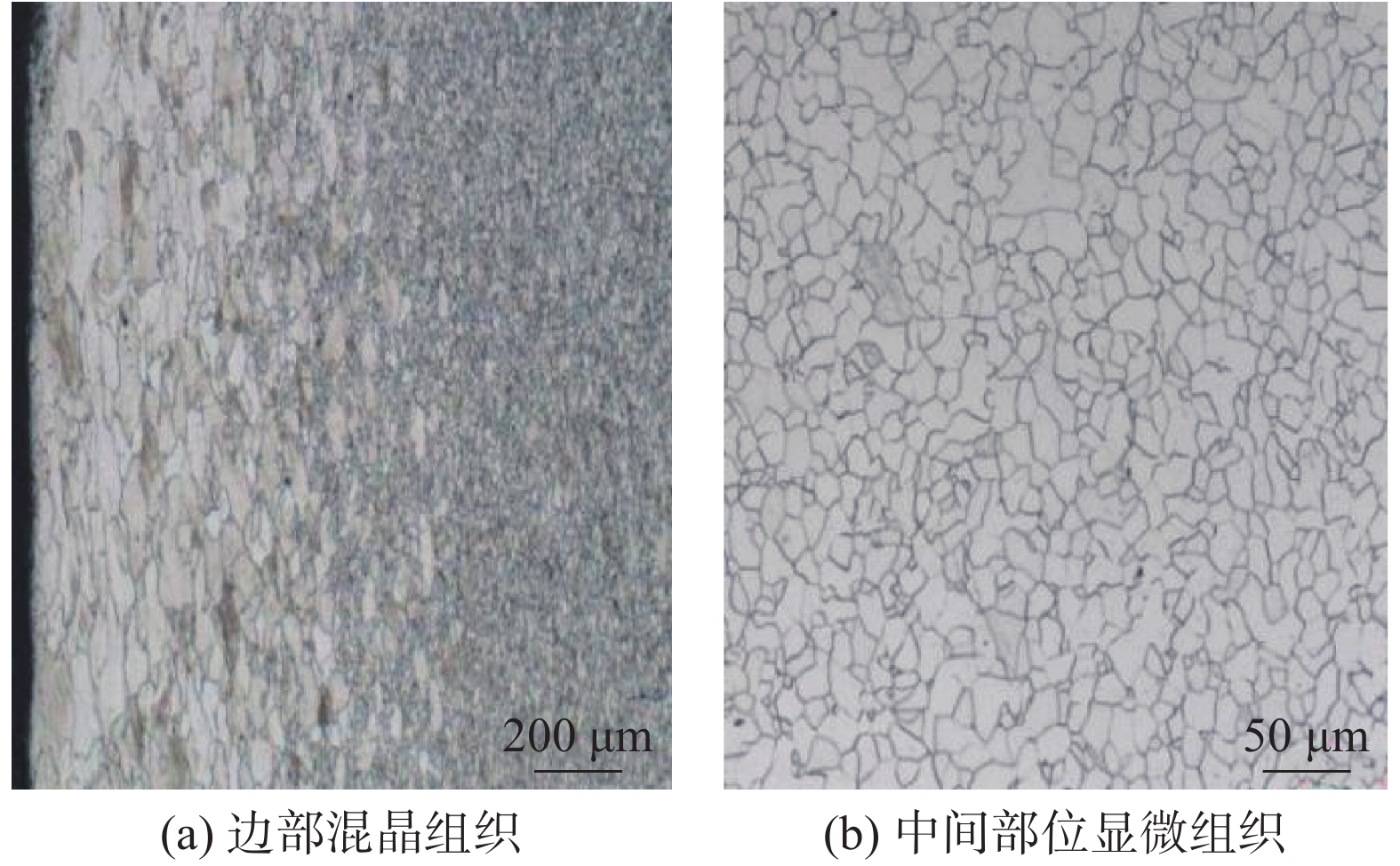
分别对边部及中间部位的组织进行检测分析,组织形貌如图5所示。
由图5可见,中间部位为正常分布的等轴晶组织,组织较为细小,未见异常。边部金相组织为粗大的铁素体和细小铁素体并存的混晶组织,混晶组织深度约为700 μm。而与力学性能相对应的是由于混晶组织的存在,从表征制耳参数的|Δr|值可以看出,边部的|Δr|值明显高于中部,制耳更趋恶化。另外混晶组织增大了金属的非均匀流变程度及表面和内部金属的变形差。晶粒大塑性差,晶粒小则塑性好易于拉伸,从而使不同区域金属的流动变形存在不同步,一定程度上加剧了制耳缺陷的产生。而且较深的混晶会恶化成形性能,冲压后表面也容易出现麻面缺陷,进一步影响后续焊接等性能。
通过一系列检验,该批次钢卷生产过程、化学成分及常规的力学性能等检验均合格。但金相组织检测结果表明,边部出现明显的混晶组织。同时r值及Δr值的检测也表明,材料各部位确实存在不同程度的各向异性。
通过生产工艺进行自查,热轧的精轧出口温度处于偏低状态,该钢种碳及合金含量较低,Ar3温度相对较高,若终轧温度低于Ar3相变温度,会导致热轧生产时带钢在精轧期间进入奥氏体和铁素体两相区轧制,最终形成粗大的铁素体和细小铁素体并存(混晶)的金相显微组织。而且由于规格效应,钢板越薄热量越容易散失,钢板边部相对于中部温度会更低,这就加剧了混晶组织的出现,从而最终使材料性能出现异常。
另外,用户使用过程中的生产工艺也对制耳产生一定影响,用户为降低成本而且为保持壳体单重均匀一致,长期定型使用负公差厚度钢板,允许偏差范围0~0.04 mm。不同厚度的钢板(公差上限和公差下限)若使用相同的模具间隙,较厚的钢板相当于减少了凹凸模之间的间隙,随着加工流变的进行,越接近壳体上沿,模具间隙越小,在边缘处就越容易形成材料的摺叠凹陷。随着模具间隙的减小,制耳现象就会越严重[4]。
根据以上调查情况,首先从提高终轧温度入手,使制耳缺陷得以有效控制。在降低混晶趋势的同时,对热轧钢板的织构组分也具有根本影响,总的趋势是终轧温度越低织构越强[5]。影响终轧温度主要有两个原因:穿带及轧制速度稍慢,轧制时间略长,且中间辊道保温罩投入存在一定问题,造成尾部温降过大。另外,通过改进成分设计、轧制工艺参数及用户的设备调整等方式综合加以优化,有效控制制耳缺陷的产生。
(1)通过适度优化成分设计,调整C、Si、Mn含量,降低Ar3温度,一定程度上改善混晶组织,保证用户的冲压成形效果。
(2)严格管理中间辊道保温罩投入制度,防止中间坯温度降低过快。
(3)提高精轧时带钢穿带速度,并采用升速轧制,减少带钢尾部温降。
(4)对于冲压要求高的用户,对热轧酸洗板进行适当的切边。
(5)针对该家电企业的生产工艺,建议根据不同厚度的钢板调整模具间隙参数。
(6)根据用户的使用要求,采用合理的负公差轧制厚度并尽量降低板凸度等措施。
经以上解决措施的实施并辅以用户的生产工艺改进,该用户在此后的生产中未再出现批量制耳缺陷。
(1)压缩机制耳缺陷的产生与热轧酸洗钢板存在明显的各向异性及异常的显微组织有关。
(2)通过控制合理的终轧温度,降低混晶组织存在的可能,控制钢板合理的织构组分,改善金属流变的协调同步,减少钢板的各向异性程度,避免制耳缺陷的产生。
(3)通过调整模具间隙参数并且根据用户的使用要求控制合理的负公差轧制厚度,可以一定程度上减少制耳缺陷的产生。
来源:金属世界 上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957375031
客服手机号:19957375031
电话:021-33362018 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网