表 1 U型钢成分(质量分数,%)
| 牌号 | C | Mn | Si | P | S |
| 20MnK | 0.15~0.26 | 1.20~1.60 | 0.20~0.60 | ≤0.045 | ≤0.045 |
| Q400 | 0.17~0.23 | 1.30~1.60 | 0.25~0.60 | ≤0.040 | ≤0.040 |

随着煤炭开采深度的增加,尤其中原地区部分煤矿已开采到地下千米深,开采井下环境越来越复杂,巷道断面不断增大,巷道承受矿压也明显增加,对巷道支护强度提出越来越高的要求。经过长期的实践,矿用U型钢加工成的可伸缩性拱形金属支架获得了广泛的应用,该支架具有承载能力强、有一定的可伸缩性、维修量小、复用次数高等一系列优点,还可以延长巷道使用寿命,改善安全生产。
唐钢中型作业区1964年开始研制、生产矿用支护型钢,先后开发18U、25U、29U、36U、40U,材质主要为20MnK、Q400。唐钢中型作业区着力于U型钢的标准制定,工艺技术的完善,产品规格系列化,建立了按国际先进标准组织生产的工艺生产路线,形成了年产系列矿用U型钢40万t的生产能力,产品在国内的覆盖面达40%以上,成为我国矿用U型钢最早也是最主要的生产厂家。
U型钢作为制造煤矿巷道柔性金属支架的主要型钢,具有诸多优点:优良的力学性能、较高的抗拉、抗压强度和良好的韧性性能,有利于提高支架承载能力。唐钢生产矿用U型钢成分和性能如表1和表2。U型钢的抗弯截面模量在纵向和横向上比较接近,材料使用比较经济,同时有利于提高支架的稳定性。U型钢连锁后在锁紧和受力过程中,上下型钢能内外吻合,接触面积大,滑移平稳,并使其受力良好。U型钢的几何形状还有利于钢材轧制、支架的加工制造以及修理、搬运[1]。因此矿用U型钢在国内外得到广泛使用。
| 牌号 | C | Mn | Si | P | S |
| 20MnK | 0.15~0.26 | 1.20~1.60 | 0.20~0.60 | ≤0.045 | ≤0.045 |
| Q400 | 0.17~0.23 | 1.30~1.60 | 0.25~0.60 | ≤0.040 | ≤0.040 |
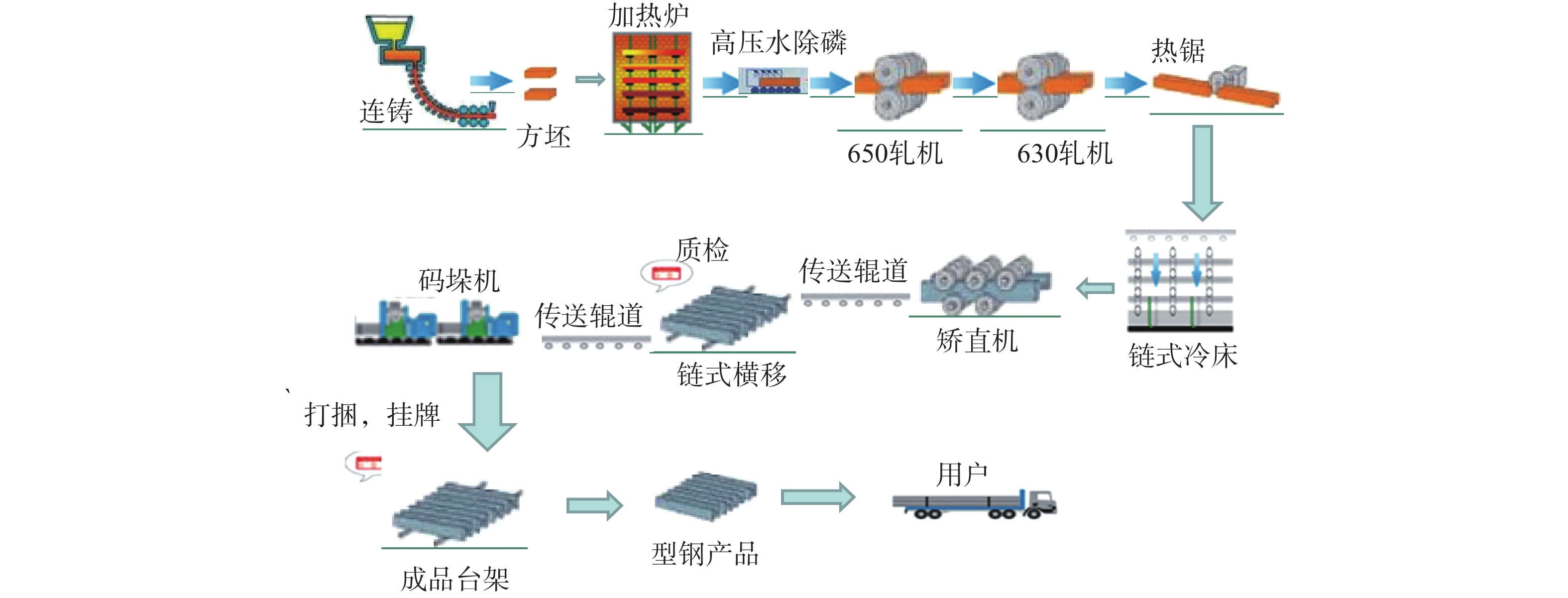
U型钢生产工艺流程如图1所示。
矿用U型钢拱形支架是由三节(或多节)U型钢构件组成,并用螺栓箍紧如图2所示。U型钢可缩性支架具有良好的伸缩性,连接(卡紧)装置有一定摩擦力,支架足够的初撑力,断面利用率高,承载能力比同规格的金属支架大,稳定性好等优点。
| 牌号 | 规格 | Rm/MPa | ReH/MPa | A/% | AKV/J(20 ℃) |
| 20MnK |
18UY、25UY、 25U、29U |
≥490 | ≥335 | ≥20 | — |
| 20MnK | 36U、40U | ≥530 | ≥350 | ≥20 | ≥27 |
| Q400 | 36U、40U | ≥560 | ≥400 | ≥20 | ≥27 |
U型钢加工工艺:拱形支护的制造设备有滚压成型和液压成型两种加工方法,由于20MnK材质U型钢硬度、强度相对较高,用户在加工过程中出现的主要问题为加工开裂,因此,本文对唐钢U型钢产品近几年发生的开裂问题进行分类汇总,找出造成加工开裂的主要原因,并制定相关解决措施。
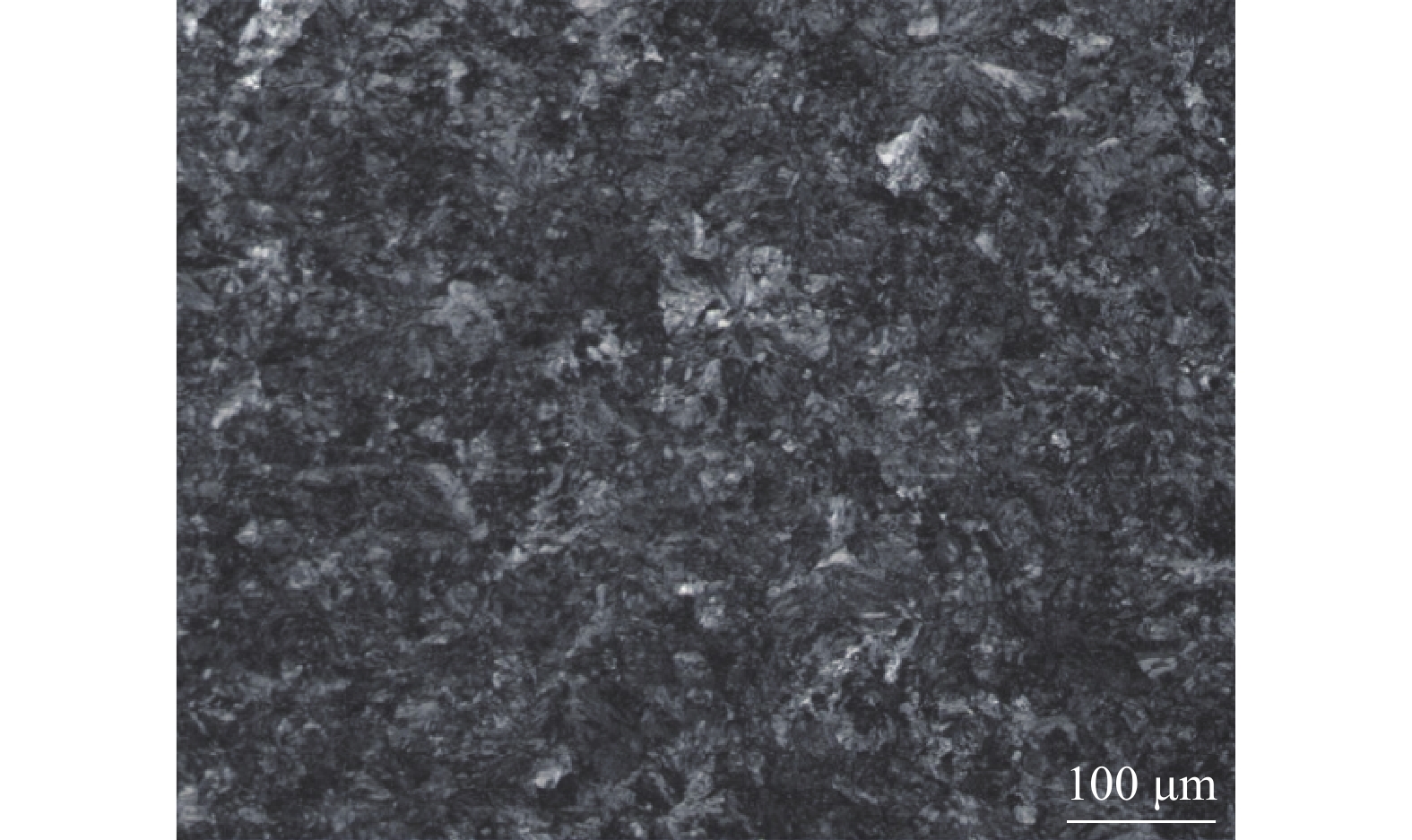
U型钢存在异常组织导致加工过程中出现开裂,且开裂多以纵向开裂为主。U型钢主要材质20MnK,轧制后随空冷主要组织为铁素体、珠光体,如图3所示。
2014年3月份用户反映U型钢加工过程中出现顶端锯口处纵向裂纹,如图4所示,断口周边未出现明细表面损伤。
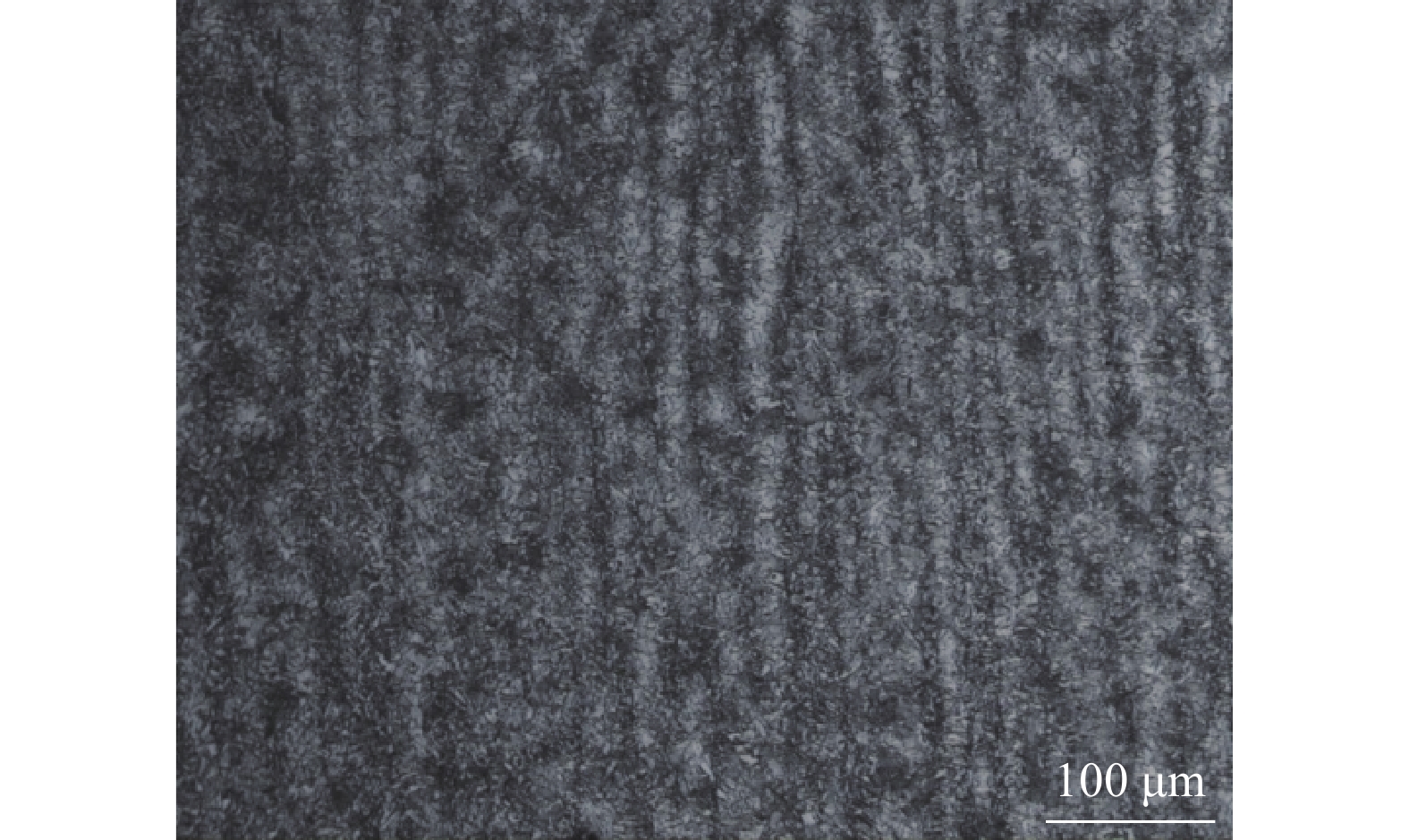
取断口试样进行分析,边部存在异常组织索氏体(图5)。由于索氏体组织强度较高、塑性差,造成组织的不均匀,U型钢在弯曲过程中端部横向的拉应力导致撕裂。
经分析,缺陷产生的原因为原材料问题。生产现场调查发现,生产时间均为2月份,北方天气比较寒冷,在锯切过程中,锯片冷却水浇在钢表面,加快了冷却速度,造成异常组织的存在。采取措施:生产过程中,加强生产工艺管理,杜绝非工艺冷却水喷洒到钢材上。
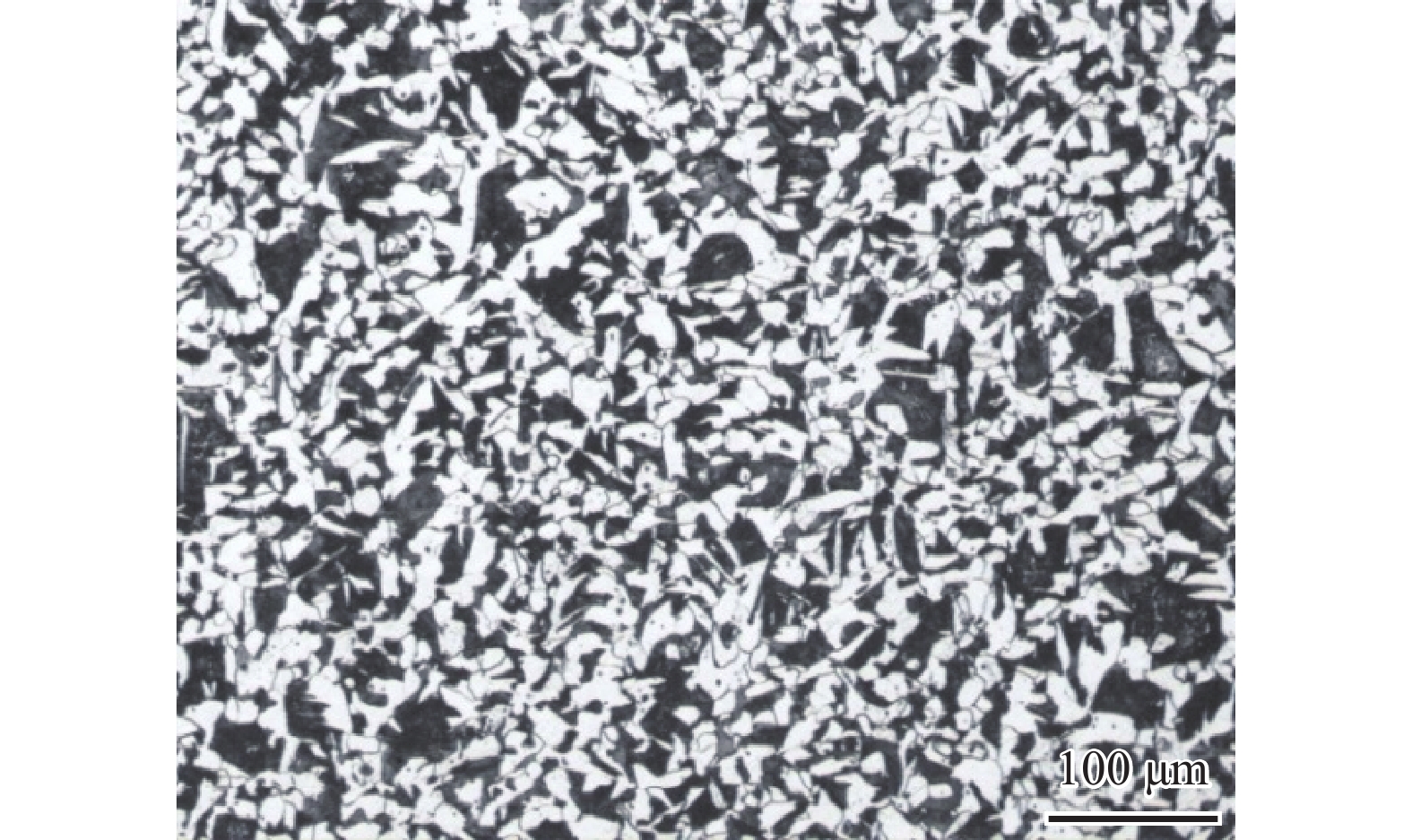
U型钢加工过程相对较简易,针对切定尺采用火焰切割的加工厂家,在冷弯的过程中出现从火焰切割处发生的纵向开裂如图6所示,取开裂部位样品,进行金相分析,断口边部出现针状贝氏体组织如图7所示,内部组织为正常组织铁素体+珠光体如图8所示。
由于我国北方冬天天气比较寒冷,火焰切割后会造成切口周围组织奥氏体化,切割后无保温措施,空冷速度较快,造成异常组织存在,冷弯过程中,由于切口处断面存在不利于形变的贝氏体组织,且断面不规整,受力弯曲加工时易造成由切口引发的开裂。因此,在冬季切定尺时,尽量采用锯切工艺,如工艺无法满足,火焰切割后采取保温缓冷措施,避免造成异常组织形成。
造成U型钢表面损伤的原因有两种。一种是U型钢生产、运输过程中由于磕碰造成表面损伤;一种是U型钢由于加工不当造成U型钢表面损失,形成裂纹源,由于20MnK材质U型钢强度高,加工过程中对裂纹源敏感性高,弯曲过程中易造成开裂。
例如,某U型钢加工企业在使用唐钢U型钢加工过程中反映开裂较多,断口形状如图9。
现场跟踪用户加工使用过程发现,在冷弯U型钢过程中,为了增加U型钢与加工轮之间的摩擦力,在加工轮表面刻出很多不平整的缺口,如图10所示,在弯曲过程中加工轮不停转动导致U型钢表面出现严重挫伤,产生裂纹源,再冷弯过程中发生开裂。控制U型钢在生产、运输过程中磕碰现象,用户在后续加工过程中确保加工轮、加工模具表面光滑,杜绝加工过程中造成U型钢表面损伤。
2016年10月份用户反映唐钢36U型钢加工发生开裂,现场取缺陷部位试样做金相和化学成分分析,试样力学性能未发现明细异常,但钢中夹杂物明显超标,如图11所示,主要为C类夹杂物。
非金属夹杂物是造成U型钢冷弯开裂的裂纹源,钢中非金属夹杂物的存在大大破坏了钢基体的连续性和致密性,从而使钢的横向和纵向性能出现明显的差异[2],U型钢在受到外力作用时,有夹杂物部分与变形基体间就会出现裂纹,随着变形进一步加剧,裂纹会持续扩展,直至发生开裂。
为减少夹杂物,降低夹杂物等级,冶炼过程中提高转炉终点碳,将终点碳控制目标提高至质量分数0.06%以上,减少含铝脱氧剂使用量;优化软吹效果,将软吹时间由3 min,提高至5 min;提高出钢口挡渣效果,出钢口更换标准由300炉降低至280炉,减少由炉渣带入的铝夹杂。
唐钢生产20MnK材质U型钢具备较高强度及硬度,加工成拱形支撑架可承受支撑力大。在使用过程中,会产生表面刮伤或磕碰伤,在受力过程中以表面伤痕处为开裂源随着受力增加最终导致开裂。这种情况在井下发生较多,由于井下作业空间有限,搬运过程中如果不注意难免发生磕碰。另外,井底地质环境恶劣,U型钢做支撑时,如果支撑部位不整齐,很容易发生受力集中现象,进而发生开裂,失去支撑效果,危险相对较大。因此注意U型钢在运输、加工、使用过程中避免产生磕碰及受力集中现象。
(1)异常组织易造成U型钢加工开裂,应杜绝生产过程中由水冷造成异常组织形成;加工过程中,针对火焰切割应在切割部位采取缓冷措施。
(2)U型钢表面损伤易形成是裂纹源造成冷弯开裂,生产、加工过程中确保U型钢表面无损坏。
(3)冶炼过程中提高转炉终点碳,控制含铝脱氧剂的使用量,降低夹杂物等级。
(4)在巷道支撑作业时,避免受力不均匀导致局部集中受力发生开裂。
来源:金属世界 上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957375031
客服手机号:19957375031
电话:021-33362018 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网