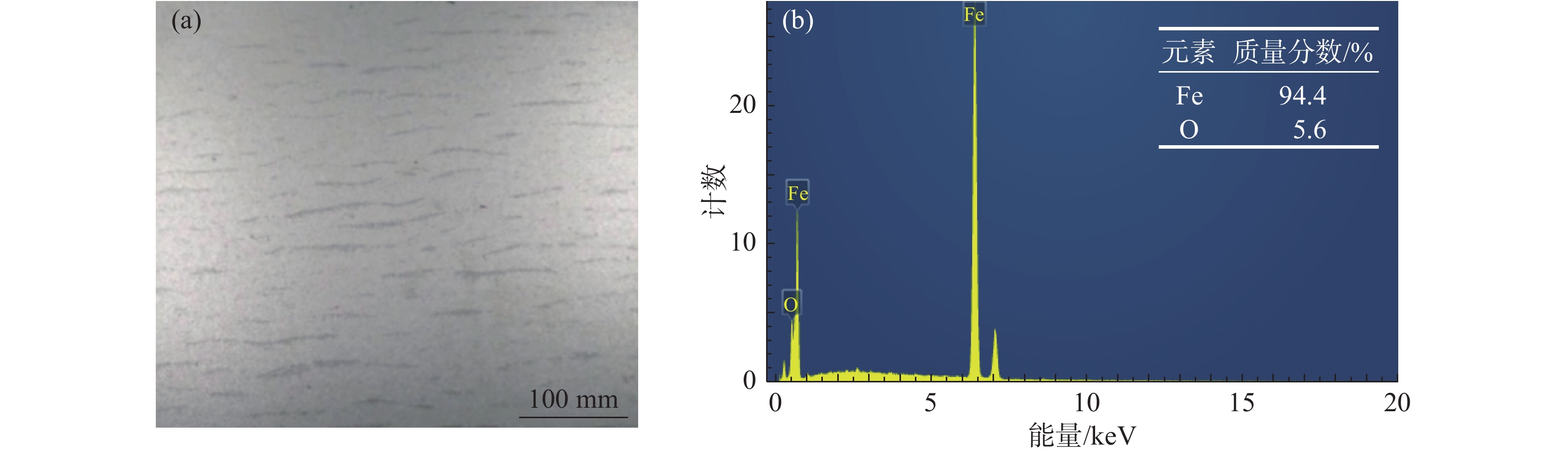
图 1 欠酸洗缺陷微观形貌与能谱分析

冷轧带钢产品因其具有较好的产品表面质量和更薄的产品尺寸,备受用户青睐。冷轧产品的主要工艺流程包括炼铁、炼钢、热轧、酸轧和连退等。热轧轧制过程中表面产生致密的氧化铁皮层,若将带有氧化铁皮的热轧带钢直接进行轧制,氧化铁皮将会被轧入钢板基体中,不仅对带钢表面造成破坏,还会对冷轧轧辊造成损伤。为了得到符合冷轧轧制要求的表面状态,在冷轧轧制前需要将表面的氧化铁皮去除。
在现代的工业化生产中,铁皮去除工艺包括物理方法和化学方法。物理方法主要是通过拉伸矫直机弯曲和矫直延伸实现破鳞作业,其中弯曲功能是在一定张力作用下通过反复弯曲使带钢产生镦粗和拉伸,与矫直延伸相比,弯曲有更为明显的除磷效果[1]。而氧化铁皮脆而硬,几乎没有延展性,镦粗和拉伸导致氧化铁皮碎裂,利于紊流态的酸液渗入,增大氧化铁皮剥落溶解效果[1]。化学方法通过铁的氧化物、铁基体与盐酸反应,在溶解和机械剥离作用下清除氧化铁皮[2-4]。
但是带钢酸洗后,表面经常残留局部未洗掉的氧化铁皮,形成欠酸洗。对于冷轧产品,尤其是应用于汽车外板的深冲类、烘烤硬化类的超低碳高表面级别的带钢,不允许存在欠酸洗表面缺陷。
某冷轧厂采用“机械除鳞+盐酸浅槽紊流酸洗”工艺去除带钢表面的氧化铁皮,该工艺具有除鳞效果好、酸洗速度快、酸耗低、表面洁净度高[5]、酸温和酸浓度易于控制、排酸时间短等优点,被国内各知名钢铁厂家应用。但在实际生产中,某冷轧厂仍有欠酸洗缺陷产生。
影响带钢酸洗质量的因素很多,主要因素包括氧化铁皮组成和铁皮去除工艺两大类。氧化铁皮的组成、厚度对酸洗后效果有直接影响,组成相同的氧化铁皮的厚度越薄,酸洗效率越高,越容易酸洗干净[6]。氧化铁皮一般由三层铁的氧化物构成[7-8],分别是外层的Fe2O3、中间层Fe3O4和靠近铁基体的FeO。三层氧化物、铁基体与酸发生的反应如下:
|
|
(1) |
|
|
(2) |
|
|
(3) |
|
|
(4) |
影响化学方法去除氧化铁皮的因素主要包括酸液温度、酸液浓度和酸洗速度。随着酸液温度的升高,加快了离子扩散速率,提升了酸洗效果,但是温度达到90 ℃以上时,挥发量大大增加,增加了酸耗。在一定范围内增大酸液的浓度或降低带钢在酸液中的运行速度,有助于表面氧化铁皮的去除,但要注意避免造成过酸洗,文献[4]指出,当浓度提高到220 g/L或酸洗速度降至30 m/min,带钢表面粗糙度明显增大,出现过酸洗。
主产线酸槽、酸罐内的酸液浓度测量分为在线浓度测量和线下化验测量两种。在线浓度作为实时监控手段,而线下化验作为辅助验证手段。但对再生酸检测而言,只有线下化验测量一种检测方式。
如图1所示,欠酸洗形貌与轧制方向垂直,呈黑色条纹状。对缺陷位置进行能谱分析,缺陷的成分主要为Fe和O两种,说明表面存在铁的氧化物残留表面。欠酸洗的带钢表面氧化物颗粒附着力较弱,酸洗后触碰即可剥离。
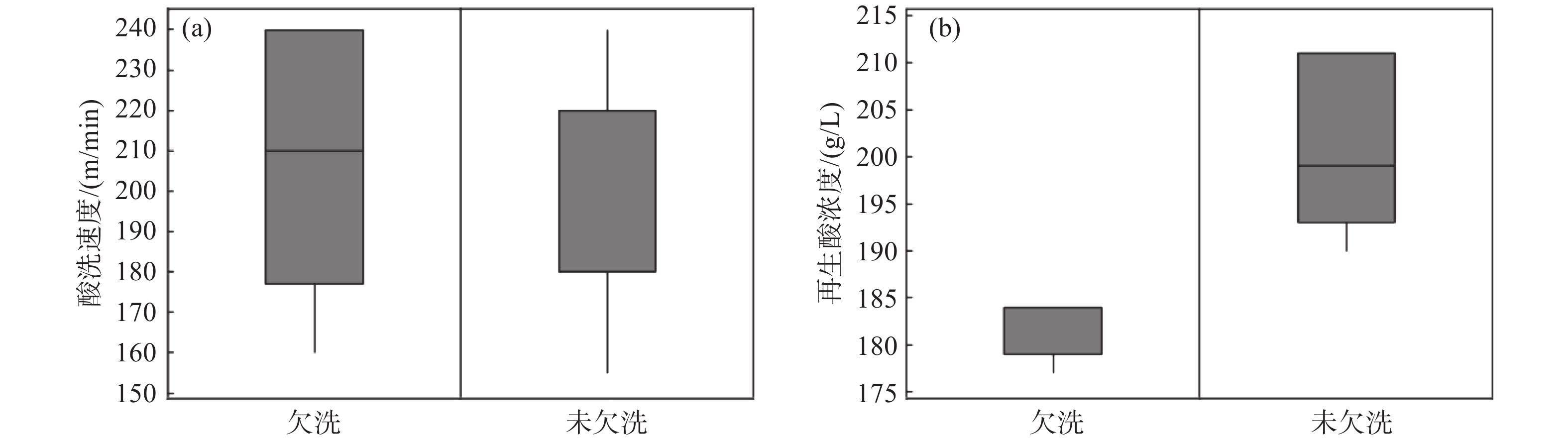
收集某月的酸洗速度、再生酸浓度数据,绘制箱线图见图2。
如图2(a)所示,不发生欠酸洗的酸洗速度区间为155~240 m/min,发生欠酸洗的酸洗速度区间为160~240 m/min,可见酸洗速度与是否欠酸洗基本不相关。在设备允许的生产速度范围内,未发生欠酸洗缺陷。
再生酸浓度在190~211 g/L时,未产生欠酸洗,再生酸浓度177~184 g/L时,产生欠酸洗,可见再生酸浓度与是否欠酸洗显著相关。随着再生酸浓度的降低,更容易发生欠酸洗缺陷。
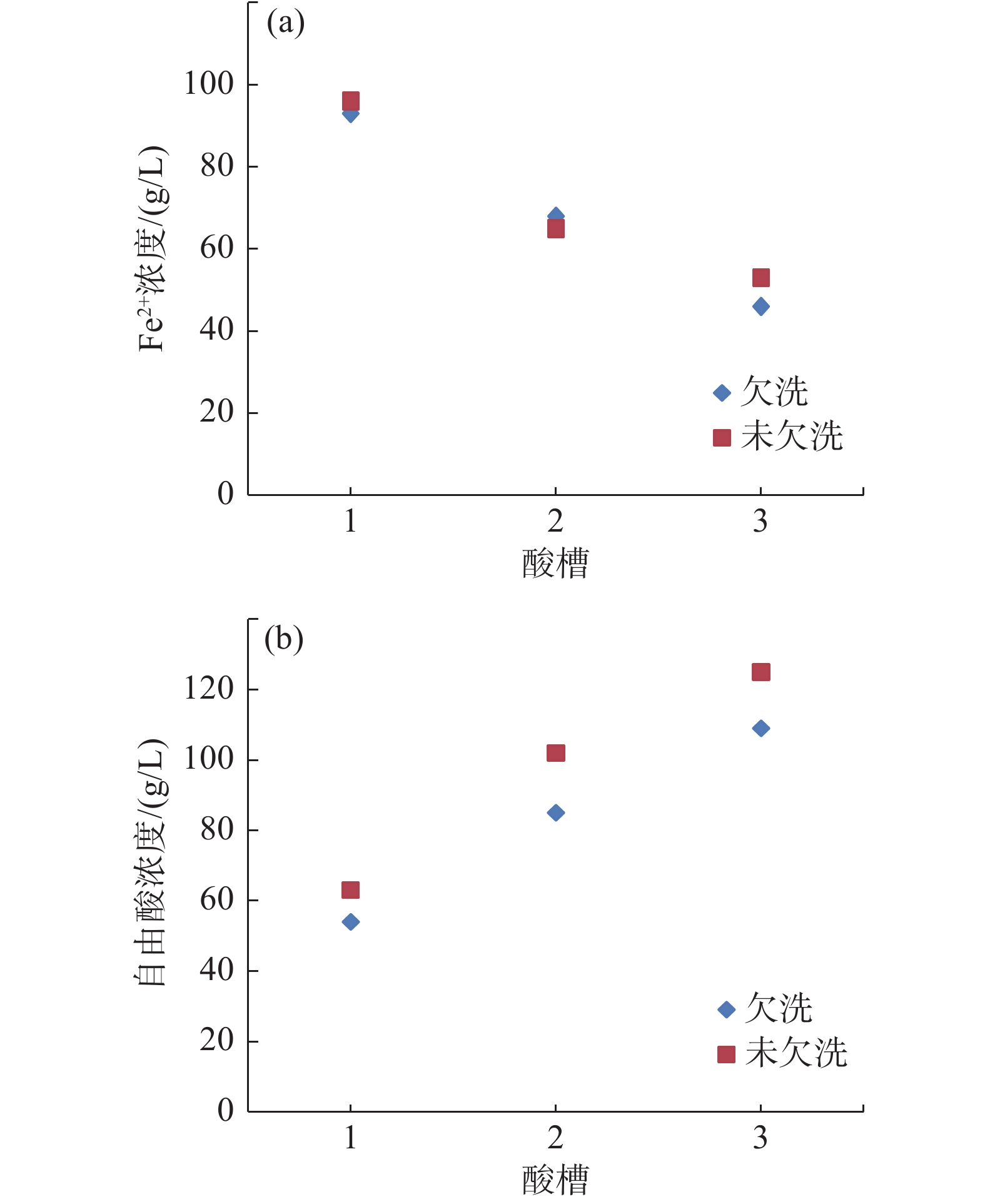
不同酸液浓度下对各酸槽的酸洗效果对比如图3所示。比较发现,发生欠酸洗和未发生欠酸洗时,1、2、3号酸槽的Fe2+离子浓度没有明显差异;而发生欠酸洗时,1、2、3号酸槽的自由酸浓度均低于未发生欠酸洗。
通常情况下,采用自动控制进行排酸和补酸。排酸控制是通过设定1#酸槽的Fe2+离子浓度上限,当超过上限后自动启动排酸泵进行排酸。补酸控制是通过设定3#循环罐的液位下限进行控制,当3#循环罐的液位低于某一值后,自动启动补酸泵进行补酸。通过自动控制可以根据现场浓度测量装置的测量值自动对酸液浓度进行调整,保证酸液浓度在可控的范围内。在再生酸浓度稳定控制在目标范围内时,按照Fe2+离子浓度自动排酸可保证酸浓度受控。结合图3的对比可知,当再生酸浓度偏低时,采取自动控制方法,各酸槽的自由酸浓度会减少,将会出现欠酸洗缺陷。
酸洗段的再生酸来自于酸再生机组再生酸罐,其来源包括酸再生机组生成的再生酸和新酸配制的再生酸两部分。新酸配制采用新酸与循环水按比例配置。经现场校对发现,循环水进水仪表流量显示不准确,导致配置再生酸的过程实际循环水打入量超过表显值的10%,致使再生酸浓度的降低。
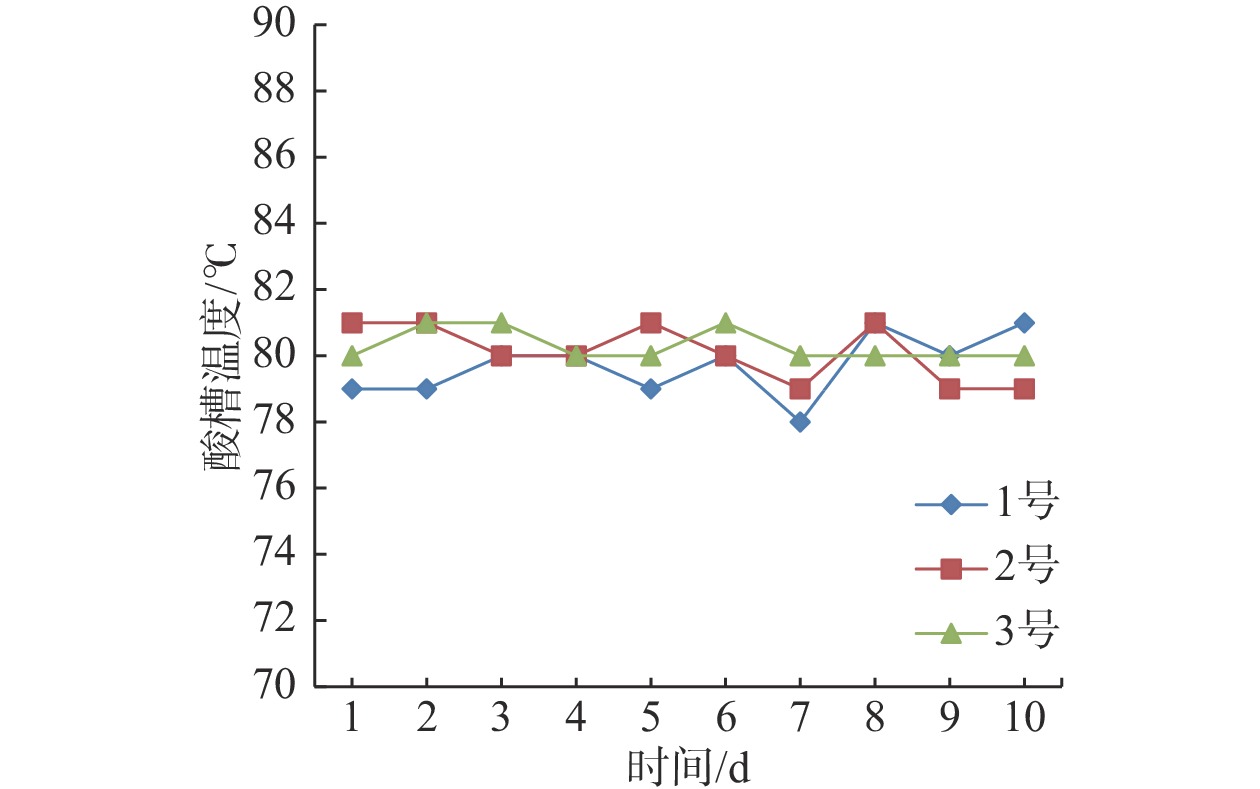
图4为某冷轧厂酸洗质量与温度控制情况。从图中可以看出,酸槽温度稳定控制在77~82 ℃的范围内。对3个酸槽温度进行对数回归分析,结果显示3个酸槽温度的P值均>0.05,说明在这种幅度的波动范围内,温度差异不是“发生欠酸洗”的显著影响因素。这种幅度的温度波动与带钢是否发生欠酸洗之间没有相关性。
在线酸液浓度测量装置自投产以来,由于缺少相关维护技术,该装置灵敏度不够。在线测量浓度与化验浓度间存在误差:
|
|
(5) |
式中,
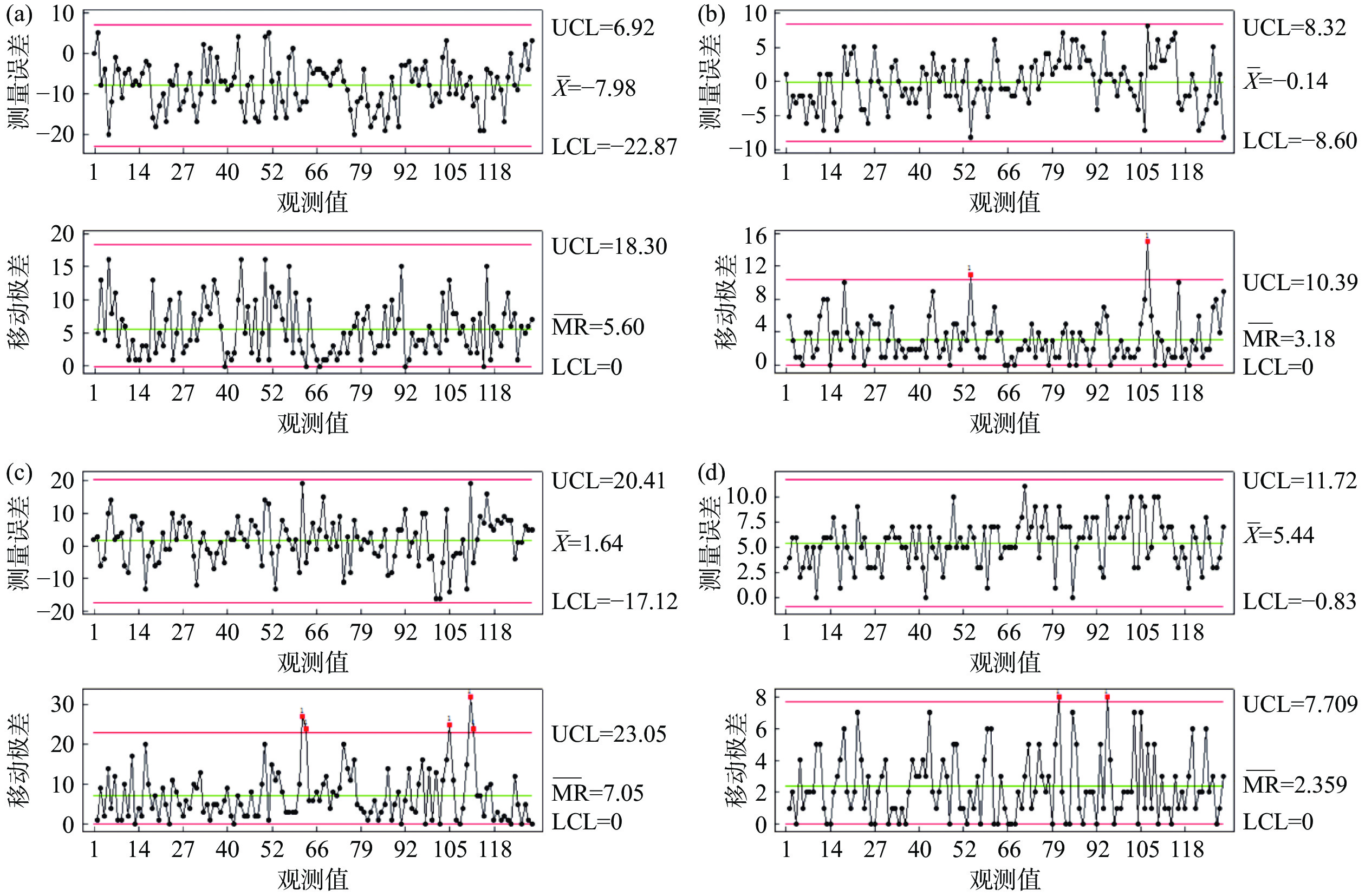
通过MINITAB的I-MR控制图工具对某月测量误差进行分析(见图5),得到平均测量误差、测量误差上下限、误差波动幅度值,见表1。
由图5及表1可以看出,1号槽、3号槽Fe2+浓度的误差波动幅度相对较小,说明1号槽和3号槽Fe2+浓度在一定程度上可信度更高。且1号、3号槽Fe2+浓度平均测量误差分别为–0.14 g/L和5.44 g/L,可见1号槽Fe2+浓度测量基本不存在偏差,而3号槽Fe2+浓度测量存在较大偏差。
酸洗段自动排酸控制是根据1号槽的Fe2+浓度是否超过上限设定值来判断是否排酸。通常设定上限值为110 g/L,当1号酸槽的Fe2+浓度的超过这个值时,排酸阀自动开启排酸。由于1号槽Fe2+浓度测量误差小,且不存在偏差,测量结果可信,推断产生欠酸洗的原因并非自动排酸失控引起。
| 1号槽自由酸浓度/(g/L) | 1号槽Fe2+浓度/(g/L) | 3号槽自由酸浓度/(g/L) | 3号槽Fe2+浓度/(g/L) | |
| 误差均值 | –7.98 | –0.14 | 1.64 | 5.44 |
| 误差上限 | 6.92 | 8.32 | 20.41 | 11.72 |
| 误差下限 | –22.87 | –8.60 | –17.12 | –0.83 |
| 误差波动幅度 | 29.79 | 16.92 | 37.53 | 12.55 |
由表1还可以看出,1号槽和3号槽自由酸浓度的误差波动幅度大,可信度低。
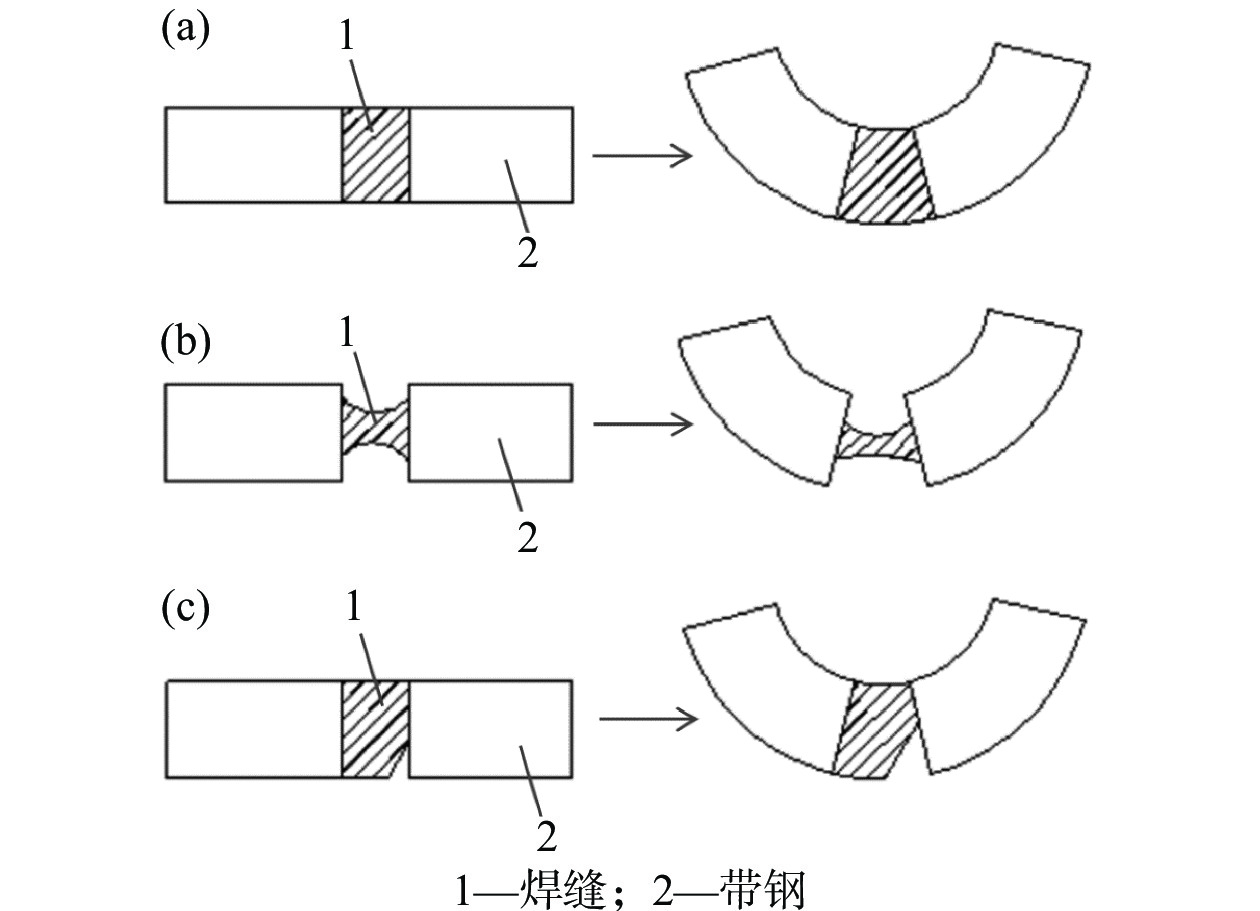
焊缝质量的影响因素主要包括两方面:一是生产计划中遇紧急订单且库区没有合适的过渡料时,过渡带钢的厚度差值过大,超过焊机的焊接能力上限,一般要求厚度差不大于1 mm;二是带钢焊接过程中,焊机的焊机剪平行度不均匀、间隙过宽或过窄、焊轮结渣、气嘴堵塞等问题导致的。
如图6(a)所示,当焊缝质量合格时,焊缝经过拉伸矫直机时投入弯曲功能,焊缝与基体发生相同的拉伸作用,可以顺利通过拉伸矫直机。当焊缝质量不合格时,焊缝经过拉伸矫直机时投入弯曲功能,焊缝会被拉伸、变薄、撕裂,进而发生断带,这将严重影响连续化生产作业,如图6(b)和6(c)。
为保证紧急订单及时交付,在遇到焊缝质量不合格且重焊后焊缝质量提升仍不明显时,有时会采用不投入弯曲辊的方法,降低焊缝被弯曲时撕裂的风险,使焊缝可以顺利通过拉伸矫直机。而此时由于头尾缺少弯曲作用,破鳞效果减弱,不利于酸液充分渗入氧化铁皮内层,导致酸洗效率变差,易发生欠酸洗现象。这一类欠酸洗主要发生在带钢头尾区域。
对欠酸洗缺陷的原因和影响因素进行分析,确定了相应的改进措施。
(1)再生酸浓度不应低于190 g/L。增加对再生酸罐的再生酸的测量频次,当其再生酸浓度靠近下限值190 g/L时,根据再生酸罐液位,按比例适度添加新酸;更换并定期校对再生酸罐的进水计量仪表,确保仪表准确。
(2)对自由酸浓度平均测量误差偏差较小(3号槽1.64 g/L),但是误差波动幅度大,达到37.53 g/L的情况,按照误差上限,对自由酸控制浓度进行补偿,可以减小甚至避免误差影响。
当自由酸在线测量浓度满足式(6)时,要对再生酸浓度和进排酸量进行调整,对实际酸浓度进行化验确认。
|
|
(6) |
式中,
(3)开展激光焊机周期性维护工作。正确安装焊机剪刃,按周期进行焊机维护保养,开展日常焊轮清渣、气嘴清堵,提高焊缝质量,保证带钢焊缝区域的通过性。
(4)确定钢卷生产顺序时,要保证衔接过渡的前后钢卷厚度差不大于1 mm。
通过采取措施,酸轧机组欠酸洗发生量由42.2 t/月降至12.4 t/月,带钢酸洗后的表面质量得到显著提升。
欠酸洗对汽车外板的表面质量产生不利影响。本文通过箱线图、控制图等数据分析手段对酸轧机组出现的欠酸洗缺陷情况进行分析,发现在一定范围内酸洗速度、酸洗温度对酸洗质量影响不显著,再生酸浓度、在线浓度测量装置、焊缝质量会对酸洗表面质量有明显的影响。对这些因素进行详细的讨论并提出定期校对流量表、增加再生酸浓度检测频次、修订在线浓度控制要求、提高焊缝质量稳定性等措施可以降低欠酸洗的发生。
来源:金属世界 上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957375031
客服手机号:19957375031
电话:021-33362018 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网