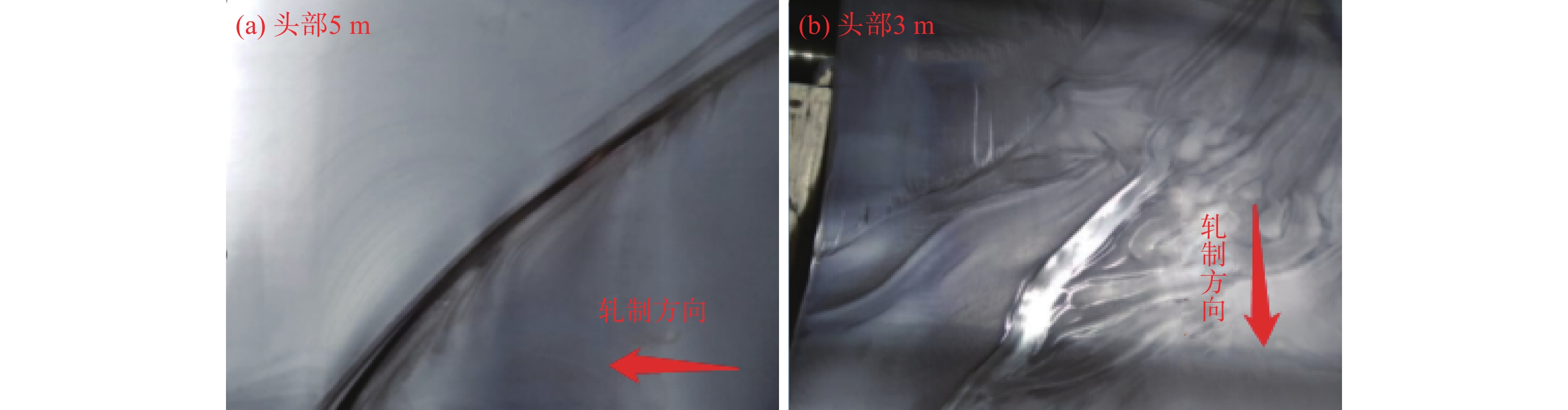
图 1 低碳钢不同位置处“斜纹”缺陷形貌

低碳钢热轧钢卷可作为冷轧产品原料,在经过冷轧机组前需经过分切剪将钢卷头尾剪切整齐,利于焊接头尾保证冷轧机组连续穿带。由于参差不齐,头尾剪切长度随热轧钢卷的头尾质量而变,一般不大于2.5 m。如果热轧钢卷的头尾存在质量缺陷,头尾剪切长度会增加,并且增加检查头尾质量。
本钢生产的低碳钢冷轧原料(即热轧低碳钢卷)易出现头部褶皱缺陷,造成头部20 m存在质量缺陷,导致冷轧头尾剪切无法实现有效切除,严重影响冷轧生产。通过对低碳钢热轧生产过程实施钢带板形控制、层冷辊道前滑优化调整、卷取机速度优化调整、夹送辊压力优化调整、卷筒张力优化调整等措施,可以解决此类缺陷的产生。
头部褶皱缺陷的主要特征:集中在热轧低碳钢卷头部20 m以内,头部开始逐渐减轻,褶皱与轧制方向呈一定夹角,热轧精轧后表面检查仪检测不到缺陷,对冷轧生产影响非常大。
该缺陷主要形貌如图1所示。图1(a)较为严重,影响头部长度约20 m,图1(b)较轻,影响头部长度约8 m。
2300线轧机初始设计在带钢头部咬入过程中,弯辊力较大,易形成中浪情况,平均平直度在−50 I。低碳钢在中浪较重的情况下,卷取机夹送辊咬钢时,浪形较重部位由于延展不开将导致“斜纹”产生。
低碳钢的强度较低,在卷取温度较高的情况下,进一步降低了其强度;同时带钢的厚度较薄,头部板形较难控制,因此带钢头部在输出辊道上极易产生横向“飘摆”,导致在带钢头部20~30 m处进入1#导尺时会产生较大的强制纠偏,强制纠偏或带钢本身产生的侧弯会在一侧出现“鼓包”现象,较大的“鼓包”在进入夹送辊时延展不开将导致“斜纹”产生。由于1#机导尺强制纠偏后,2#和3#机“斜纹”较1#机明显偏少。
带钢在层冷辊道前进过程中,若出现起套、失张等现象,带钢头部在通过夹送辊过程中打弯、折叠,由于输出辊道后端与夹送辊前滑速度为同一值,导致越接近卷机辊道上的带钢不能被超前速度所抻直。经过夹送辊及助卷辊的碾压,带钢有可能产生“斜纹”缺陷。
助卷辊和卷筒前滑速度相同,助卷辊起不到将带钢输送至卷筒帮助卷取的功能,甚至影响到带钢在卷取机内的输送,特别在第7~9圈时,由于助卷辊与卷筒间的间隙已经填满,出现1#助卷辊前进套折叠现象,在成品板面即为“斜纹”。夹送辊压力较小也会导致精轧与F7之间张力建立不好产生起套、失张情况。
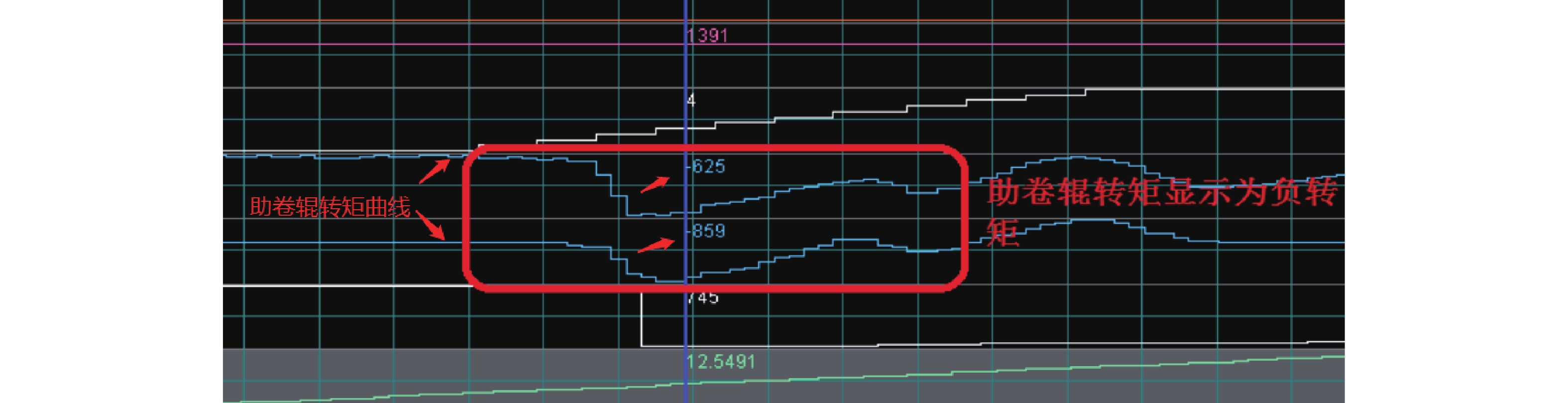
头部张力设定偏小导致带钢头部建张较差,带钢在卷机头几圈会产生轻微的“堆钢”现象,从而经过助卷辊碾压产生“斜纹”缺陷。在带钢卷取实际控制中,一级根据二级设定的参数值设定卷取过程中不同时段的卷筒扭矩,得以实现卷形的稳定控制。图2为带钢头部助卷辊转矩截图,带钢的头部助卷辊的转矩为负数,说明头部卷取时有失张现象。表明“斜纹”极可能在带钢头部卷取至助卷辊打开期间产生。
一级将F7支撑辊平衡力750 kN调整为700 kN。二级在模型表内进行优化参数,在程序内对设定弯辊力进行修正,在SPRP表内增加7个机架弯辊力系数。轧制低碳带钢时,可根据要求,使设定弯辊力小于750 kN。带钢在头部咬入时,减小中间浪,缓解带钢中间浪导致的“斜纹”缺陷。
减少0#导尺待机开口度50 mm,适当减少1#导尺强制纠偏,提高导尺对中性。利用检修及年修期间对导尺同步轴进行调齿,调齿后导尺对中误差控制在5 mm以内,符合标准。
对模型内层冷输出辊道的各段前滑率逐步增加,如表1所示,旨在用输出辊道前滑速度拉直带钢,保证带钢在辊道以不失张、不起套的状态平直进入卷取机。
| 工艺 | 层流输出辊道前滑率/% |
| 优化前 | 11~15 |
| 优化后 | 13~18 |
助卷辊在卷筒咬钢过程中,起到抱紧带钢的作用,使带钢保持平直,并且处于拉紧状态,结合生产实际,对助卷辊的前滑率进行针对性优化调整。
| 工艺 | 助卷辊前滑率/% |
| 优化前 | 8~10 |
| 优化后 | 11 |
夹送辊在卷取过程中起到关键的导向作用,同时在卷筒和F7之前保证张力稳定的枢纽位置,在带钢头部穿过夹送辊时,夹送辊通过辊缝将带钢导向卷筒,和F7之间建立起足够的张力,以保证带钢处于平直状态,避免带钢在失张状态下发生折叠,同时和导尺同时作用,以免带钢发生跑偏。因此针对夹送辊进行压力及前滑速度进行优化调整,如表3所示。
| 厚度/mm | 工艺 | 头部压力/kN | 前滑率/% |
| 2.50~2.75 | 优化前 | 17.0 | 4 |
| 优化后 | 21.0 | 5 | |
| 2.75~3.00 | 优化前 | 18.0 | 4 |
| 优化后 | 22.8 | 5 | |
| 3.00~3.40 | 优化前 | 20.0 | 4 |
| 优化后 | 24.7 | 5 | |
| 3.40~4.00 | 优化前 | 21.0 | 4 |
| 优化后 | 25.2 | 5 |
通过对卷取机全程6段张力控制进行分析,由于张力原因产生的“斜纹”缺陷主要产生于带钢头部卷取至助卷辊打开期间,因此对影响这一时序内第一段、第二段张力进行了调整,如表4所示,经调整后的张力有助于带钢头部卷取,且对带钢宽度无影响。
| 厚度/mm | 分类 | 第一段张力/kN | 第二段张力/kN |
| 2.50~2.75 | 优化前 | 20.0 | 20.0 |
| 优化后 | 23.5 | 24.6 | |
| 2.75~3.00 | 优化前 | 20.0 | 22.0 |
| 优化后 | 25.3 | 26.5 | |
| 3.00~3.40 | 优化前 | 23.0 | 23.0 |
| 优化后 | 29.1 | 30.4 | |
| 3.40~4.00 | 优化前 | 25.0 | 25.0 |
| 优化后 | 31.4 | 32.7 |
对“斜纹”缺陷制定了针对性的优化方案,有效减少低碳钢冷轧产品原料带钢头部不良区域,减少了不良品返修,提高成材率,同时消除了因“斜纹”导致冷轧断带、轧辊损伤等事故。
来源:金属世界 上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957375031
客服手机号:19957375031
电话:021-33362018 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: