表 1 试验钢DX56D+Z的主要化学成分(质量分数,%)
| C | Si | Mn | S | P | Alt | Ti |
| ≤0.0025 | ≤0.03 | ≤0.35 | ≤0.018 | ≤0.018 | ≤0.06 | ≤0.1 |

汽车用钢的特点是数量大、钢种多、规格杂、质量要求高,而且处于不断升级换代之中。特别是随着汽车工业的发展和汽车部件整体化的要求,汽车行业由增量时代向存量时代发展的过程中,乘用车、客车产量占汽车产量的85%以上,而上述车型中单车用冷轧深冲钢约400~500 kg,主要用作汽车内、外板覆盖件。
据中汽协公布的统计数据,2019年全国汽车产量2576.9万辆,山东省77.73万辆,我国虽然在产量和规模上已成为世界汽车大国,但是在汽车的设计制造、材料技术和使用功能等方面,与发达国家相比仍存在着显著差距[1],尤其是汽车行业水性涂料和2C1B工艺的广泛推广,涂层工序的减少以及涂层厚度的降低对汽车板表面质量及控制提出了越来越高的要求[2],对热镀锌钢板表面质量的要求越来越高[3-6],很多钢厂不断开发带钢表面“零”缺陷控制技术[7],满足消费者日益提高的审美外观需求和环保需求[8]。
随着自主品牌汽车企业产品品质的提升,汽车用冷轧深冲钢的用量会持续提升,按照2019年的汽车产量保守测算,全国汽车用冷轧深冲钢用量达到876万t,山东省26万t,特别是随着长城、中兴等汽车企业在山东日照进行建厂,更是为山东钢铁集团日照有限公司的汽车用冷轧深冲系列产品提供良好的市场前景,通过对冶炼、热轧、冷轧工艺流程中的设备、工艺、质量问题进行攻关[9],实现全流程工艺优化和管理提升,且2030 mm冷轧产线主体工程由德国西马克公司设计,生产装备均达到国际先进水平[10],可满足省内、外冷轧深冲系列汽车板生产需求,实现山钢汽车钢产品供货巨大飞跃,提升企业在汽车钢供货链的品牌效应。
试验钢DX56D+Z具体成分如表1所示。试验钢DX56D+Z板坯出炉温度1250 ℃;热轧精轧终轧温度(930±15) ℃;采取前段快速冷却模式,热轧卷取温度为(730±15) ℃;冷轧采用五机架连轧,五机架压下率为≥80%;镀锌工序退火温度(850±10) ℃,光整(含拉矫)延伸率为(1.0±0.1) %,全长工艺稳定,满足工艺设计要求。
| C | Si | Mn | S | P | Alt | Ti |
| ≤0.0025 | ≤0.03 | ≤0.35 | ≤0.018 | ≤0.018 | ≤0.06 | ≤0.1 |
缺陷分布在钢卷上下表面,位于宽度方向中间部位,宽度约240 mm,缺陷沿轧制方向分布,正视隐约可见,测光明显可见,由密集白点组成,显微镜观察为纵向凹坑,在2C1B涂装完毕后,表面会存在侧光隐约可见的点,宏观形貌见图1。
肉眼所见及手感并不能客观评价缺陷部位实际效果,通过三位轮廓仪对缺陷部位进行表征,获得该缺陷部位形貌及尺寸,缺陷处于凹坑内,深度约为5 μm,此缺陷经2C1B涂装后会被放大,形成凸起缺陷,必须通过打磨之后才能进入涂装工序。
从图2可见,材料表面存在很多表面不光整的斑点,放大后可以观察到材料表面存在一些微小的碎裂痕迹和剥落残留的凹坑;在碎裂痕迹和剥落残留的凹坑周围可以观察到光整机轧辊粗糙度复印的痕迹,而异常的缺陷位置并没有被光整,这说明异常缺陷位置是低于正常钢板表面的凹坑。
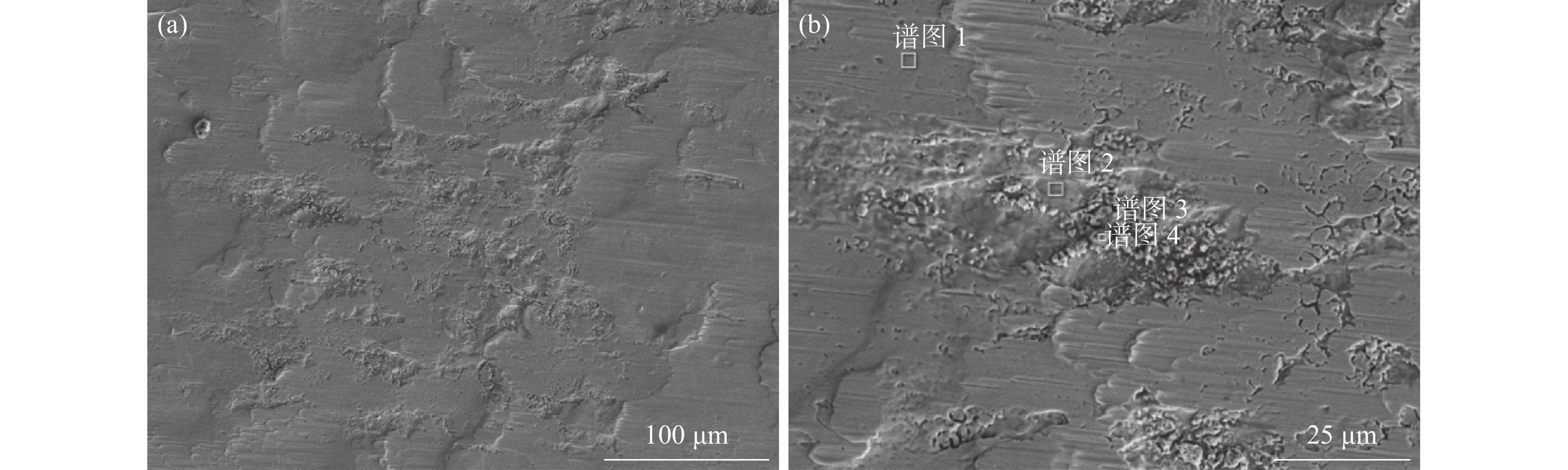
由扫描电镜图片3可见,缺陷呈多孔状,判断为还原后的海绵铁,推断缺陷产生于退火之前,缺陷凹坑内无辊面复印痕迹,且缺陷均呈纵向延展,判断缺陷产生于轧制之前,经轧制后缺陷呈轧制方向延展变形。从能谱分析结果可以发现,凹坑处的成分与钢板基体无明显差异,成分都是铁,含有少量的碳(<10%);颗粒物成分也是铁和碳,但碳含量较高(25%~45%),判断为轧制油经连退清洗未清洗干净,经退火炉高温未完全挥发而形成的残留。
从组织形貌分析可知,该缺陷产生于轧制之前,经轧制后缺陷呈轧制方向延展变形;缺陷应为氧化铁皮压入后酸洗形成的凹坑,疏松的颗粒物为氧化铁还原形成的海绵铁,未发现氧元素应为氧被退火炉中的气氛还原。
酸洗过程分为拉矫破鳞、酸洗、漂洗、烘干四个过程,其中拉矫和酸洗两个过程是去除钢板表面氧化铁皮的主要工序。
但由于参数设置不合理、标准执行不到位等原因可能导致欠酸洗缺陷,欠酸洗产生的主要原因及对策通常包括:
(1)拉矫机参数设置不合理。拉矫延伸率和插入量按照钢种和规格分别设置不同延伸率;延伸率和插入量越大,拉矫破鳞效果越好,酸洗效果越好;但延伸率设置不合理容易导致焊缝断带,插入量设定过大会导致拉伸弯曲矫直机张力辊辊面磨损较快甚至出现张力辊打滑现象。
(2)酸液参数设置不合理。酸洗段有三个槽,通常情况下,酸液浓度越高,温度越高,酸洗效果越好,但酸液消耗也比较大,造成不必要的浪费,通常参数设定如表2所示。
| 项目 | 自由酸浓度/(g/L) | 亚铁离子浓度/(g/L) | 酸液温度/℃ |
| 1#酸槽 | ≥50 | ≤130 | 80~90 |
| 3#酸槽 | ≥160 | ≤30 | 70~80 |
(3)酸洗速度设定不合理。通常情况下,带钢在酸洗槽内通过的时间,按不同厚度控制酸洗时间在5~20 s;酸洗板面可以肉眼识别,过酸洗通常表面发暗,板面较为干净,擦拭无粉状物脱落;欠酸洗板面发黑,擦拭板面通常有粉状物脱落。
通过三位轮廓仪对缺陷部位进行表征,获得该缺陷部位形貌及尺寸,缺陷处于凹坑内,深度约为5 μm左右,此缺陷经2C1B涂装后会被放大;欠酸洗缺陷经轧制后沿轧制方向延展变形,经过退火炉还原,缺陷处疏松的颗粒物为氧化铁还原形成的海绵铁;通过拉矫机参数、酸液参数和酸洗速度的优化,根本上解决了欠酸洗缺陷,提高了产品质量稳定性,满足汽车板2C1B涂装工艺要求的目的。
来源:金属世界 上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957375031
客服手机号:19957375031
电话:021-33362018 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: