



分享:选区激光熔化René 88DT高温合金的晶粒组织及冶金缺陷调控

刘健1,2, 彭钦1,2, 谢建新
1.
2.
采用OM和SEM对选区激光熔化René 88DT高温合金显微组织进行了表征,分析了制备参数对晶粒组织及冶金缺陷的影响。结果表明,制备参数可以影响合金凝固过程中胞状枝晶的择优生长方向,进而影响晶粒的形貌和尺寸。在低热输入以及67°层间扫描转角条件下,不同取向的枝晶相互竞争生长,使试样的组织呈现近等轴晶;采用高热输入以及0°层间扫描转角制备的试样,因其枝晶能够跨越多个沉积层连续外延生长而形成了柱状晶组织。采用90°层间扫描转角制备的试样晶粒组织为柱状晶,但其长径比低于0°层间扫描转角制备的试样,且由于金属蒸气烟尘的遮蔽作用导致试样在相互垂直的扫描方向上产生了各向异性。试样内部的冶金缺陷主要为低熔点共晶液化所导致的沿晶界分布的凝固裂纹,等轴晶组织阻碍凝固裂纹的扩展能力远高于柱状晶组织,后者裂纹密度是前者的22倍。考虑成形质量及服役条件,67°层间扫描转角以及较低的热输入是适合René 88DT合金的选区激光熔化制备参数。
关键词:
René 88DT是一种γ'相沉淀强化Ni-Cr-Co基粉末高温合金,使用温度为750℃左右,具有较高的强度、高持久蠕变性能和良好的抗裂纹扩展能力,其强度和损伤容限平衡发展,是先进航空发动机涡轮盘的主要用材之一[1~3]。目前,粉末法是这种构件的主要制备技术,其工艺流程为:预合金粉末的制造→压实(热压、热等静压等)→热加工变形(模锻、轧制、等温锻等)→热处理→机械加工[4~6]。该方法加工周期长,对锻造模具及大吨位锻造设备要求高,经过压实的构件中还容易存在原始颗粒边界、热诱导性气孔和夹杂等缺陷,严重影响了构件的服役安全性[6~8]。
激光增材制造根据成形方式可分为以激光熔化沉积为代表的同步送粉(送丝)熔覆成形,和以选区激光熔化为代表的粉末床成形2种方法。与粉末制备工艺相比,激光增材制造不仅具有材料利用率高、加工周期短、制造成本低、无需锻造模具和大吨位锻造设备等优点,还具有制备的材料成分均匀、组织致密、综合力学性能优异等优势[9~11]。
上述优势使激光增材制造有可能成为高性能René 88DT合金的材料制备及构件成形新的技术途径,因而受到广泛重视。Zhao等[12,13]采用激光熔化沉积制备了René 88DT合金,发现成形过程中由于低熔点共晶组织的重熔而导致100~300 μm和3~10 mm 2种尺寸的液化裂纹在晶界处形成,尽管经过热等静压有效愈合了裂纹,但在裂纹附近形成了MC碳化物,导致合金的力学性能低于粉末冶金材料。李楠等[14]采用层间正交平行往复的扫描工艺制备了具有柱状晶组织的René 88DT合金,有效降低了成形件的应力水平,但仍观察到长度约几百微米的微裂纹。Zhang等[15]采用激光熔化沉积了单道多层和多道多层的René 88DT合金,均获得了具有定向凝固特征的柱状晶组织。这些研究表明,采用激光熔化沉积制备René 88DT合金主要存在2个问题:(1) 所制备的晶粒组织为柱状晶,不利于René 88DT合金涡轮盘性能的发挥,需要获得等轴晶组织以提高其疲劳性能;(2) 制备合金中容易产生沿晶界分布的热裂纹。
与激光熔化沉积方法相比,选区激光熔化成形具有如下优势:(1) 成形过程中热输入更小、冷却速率更快,制备的材料组织细小、微观偏析程度低,有利于抑制低熔点共晶相及液化裂纹的形成;(2) 选区激光熔化成形过程中的微熔池几何形貌呈深且窄状,局部热流方向变化较大,有利于等轴晶组织的形成;(3) 选区激光熔化方法可成形具有复杂形状的零件,且成形精度更高,成形件表面质量更好[16]。因此,采用选区激光熔化方法有望制备具有等轴晶或近等轴晶组织,冶金缺陷容易控制的高质量René 88DT合金零件。
为此,本工作尝试采用选区激光熔化方法制备René 88DT合金,重点研究成形过程中合金的凝固行为,分析显微组织演化规律、冶金缺陷形成规律及其控制方法,探索适用于René 88DT合金的制备工艺。相关研究结果不仅有助于发展René 88DT合金制备的新方法与新工艺,还可为其他类型高温合金的选区激光熔化制备提供理论与经验参考。
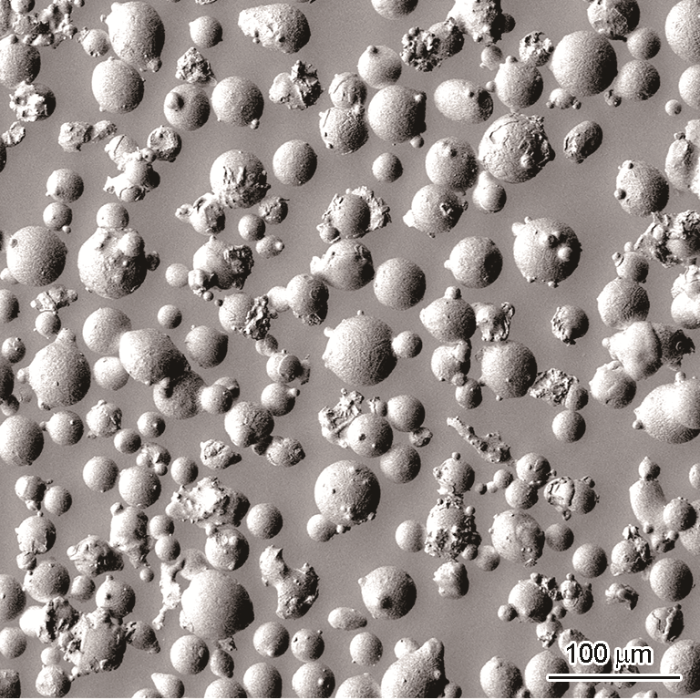
René 88DT高温合金选区激光熔化成形实验在BLT-A300设备上完成。实验所选用的基板是尺寸为250 mm×250 mm的316不锈钢基板,成形粉末为气雾化制备的René 88DT合金球形粉,见图1。球形粉尺寸在15~53 μm之间,部分粉末颗粒表面附着有小尺寸的卫星粉,其化学成分(质量分数,%)为:Cr 16.03,Co 12.79,Mo 4.27,W 4.1,Nb 0.77,Al 2.26,Ti 3.94,C 0.024,B 0.017,Zr 0.038,Ni余量。实验之前,将粉末置于真空干燥箱内烘干,以减少水分对成形质量的影响。实验过程采用Ar气保护,保证加工仓内氧含量低于300×10-6。镍基高温合金在体能量密度40~100 J/mm3的范围内具有较好的成形性,分别在此范围内改变激光功率(P)及扫描速率(V),研究热输入对熔池形貌、凝固行为以及晶粒组织的影响。然后,在体能量密度为71 J/mm3的条件下,改变层间扫描转角(A),研究扫描策略对凝固行为以及晶粒组织的影响,具体实验参数见表1。其他参数为铺粉厚度δ=40 μm,扫描间距H=110 μm,基板预热80℃。体能量密度(E)由
图1 René 88DT高温合金粉末形貌
Fig.1 Morphology of René 88DT superalloy powder particles
表1 选区激光熔化成形实验参数、形成的缺陷类型及缺陷密度
Table 1
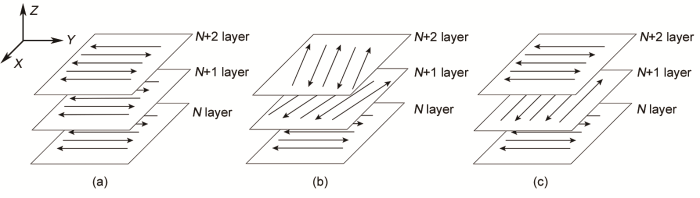
图2 不同层间扫描转角成形示意图
(a) 0° (b) 67° (c) 90°
Fig.2 Schematics of scan strategies with different scan vector rotations between layers
选区激光熔化成形试样经线切割、打磨抛光后制成金相试样,在50倍放大倍数下对每个试样的YOZ面采集6张金相照片,并将其拼接在一起,采用IPP软件对4 mm×4 mm面积内的冶金缺陷进行统计。根据缺陷类型,分别统计局部未熔合、气孔和裂纹3种冶金缺陷所占的面积分数,并定义为缺陷密度。采用2.5 g CuCl2+50 mL HCl+50 mL C2H5OH溶液对试样进行腐蚀,通过Axio Imager A2m型光学显微镜(OM)和配备有能谱仪(EDS)的Phenom ProX型扫描电子显微镜(SEM)分析试样成分及显微组织特征。采用线切割切取0.4 mm厚的试样薄片,用砂纸研磨至30 μm,然后用离子减薄仪减薄出薄区,通过Tecnai G20型透射电子电镜(TEM)分析试样的析出相。
选区激光熔化成形René 88DT高温合金试样的缺陷形貌见图3。试样中主要缺陷包括局部未熔合、气孔和内部裂纹,各种类型的冶金缺陷及其密度列于表1。在所采用的制备参数范围内,试样的裂纹密度随着激光功率的增加先减小后增加,随扫描速率的增加而减小。采用0°层间扫描转角成形时,试样的裂纹密度最高;采用67°成形时,裂纹密度最低,前者裂纹密度是后者的22倍。
图3 选区激光熔化René 88DT高温合金试样的缺陷形貌
(a) No.1, P=200 W (b) No.2, P=250 W (c) No.5, P=400 W(d) No.6, V=720 mm/s (e) No.3, V=960 mm/s (f) No.9, V=1200 mm/s(g) No.10, A=0° (h) No.11, A=67°
Fig.3 Defect morphologies of selective laser melted René 88DT specimens
选区激光熔化成形René 88DT试样中气孔的尺寸较小且数量少,对合金性能影响不大。局部未熔合缺陷位于沉积道边界处,仅在激光功率最低的试样中观察到,见图3a。这是由于该成形条件下的热输入最低(E=47 J/mm3),层间/道间的重熔不足而未能形成良好的冶金结合,导致试样的缺陷密度较高[18]。当体能量密度高于56 J/mm3时,局部未熔合缺陷基本消除。试样中最主要的缺陷为微裂纹,在不同的制备条件下均可观察到,严重影响了合金的成形质量。制备条件对裂纹的尺寸及密度影响较大,当层间扫描转角为0°时,试样中的裂纹密度最高,裂纹平行于XOZ面分布(垂直于激光扫描方向),长度可达数毫米,跨越多个沉积层,如图3g所示。当层间扫描转角为67°时,试样中的裂纹密度最低,长度为10~200 μm,分布方向较为随机,如图3h所示。当层间扫描转角为90°时,试样中的裂纹大多平行于XOZ面,其密度及长度介于上述二者之间,如图3e所示。值得一提的是,当层间扫描转角为90°时,沿X与Y方向扫描的沉积层交替堆叠沉积,一般认为X方向与Y方向之间没有各向异性,然而在本研究中发现裂纹平行于X方向,垂直于Y方向,表现出明显的差异性。此外,提高激光功率以及降低扫描速率均会导致裂纹密度及尺寸的增加,可见提高选区激光过程中的热输入加剧了合金的开裂倾向。
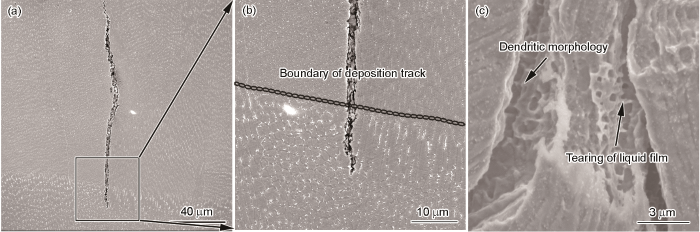
图4所示为选区激光熔化René 88DT高温合金试样内部裂纹的形貌,图4b中虚线为沉积道边界。可见,裂纹主要起源于略低于沉积道边界的位置,沿着晶界扩展,裂开宽度小于5 μm,其内部具有胞状枝晶的凝固形貌以及液膜撕裂的特征,由此可知裂纹形成于凝固末期,属于热裂纹。EDS分析结果表明,微裂纹内部的部分区域存在氧化现象,如表2所示。
图4 选区激光熔化René 88DT高温合金No.5试样中的裂纹形貌
(a) low magnification
(b) morphology showing the boundary of deposition track (dash line)
(c) high magnification of cracks
Fig.4 Crack morphologies of selective laser melted René 88DT No.5 specimen
表2 选区激光熔化成形René 88DT高温合金试样EDS分析结果 (mass fraction / %)
Table 2
图5所示为在其他实验参数相同的条件下,分别采用0°、67°和90°层间扫描转角制备的合金试样在XOZ面的沉积道形貌,图中的虚线为沉积道边界,即沉积道次之间的熔合线,箭头所示为胞状枝晶的生长方向。选区激光熔化以合金粉末为原料,通过高功率激光原位冶金熔化/快速凝固实现“逐点扫描-逐线搭接-逐层堆积”,直接从零件数字模型一步完成结构件的近净成形制造[19]。在合金的制备过程中,“逐点扫描-逐线搭接-逐层堆积”的成形特点使得选区激光熔化René 88DT合金试样在XOZ面上呈现出由沉积道堆叠而成的鱼鳞状形貌。当前沉积道将前一层/道已凝固的合金部分重熔,并以其为基体外延生长,其凝固组织为胞状枝晶。胞状枝晶在沉积道中间位置倾向于沿沉积增高方向(即Z方向)生长,而在沉积道边沿的生长方向与竖直方向夹角约45°或90°。最顶层也存在着胞状枝晶,表明胞状枝晶能够生长至熔池顶部,熔池内没有发生柱状晶向等轴晶的转变(columnar-to-equiaxed transition,CET),这是由于选区激光熔化成形过程固液界面前沿的温度梯度大、凝固速率快,导致成分过冷度小,异质形核不容易发生。
图5 采用不同层间扫描转角制备的René 88DT高温合金试样XOZ面沉积道形貌
(a) 0° (b) 67° (c) 90°
Fig.5 Deposition track morphologies in XOZ section fabricated with different scan vector rotations (The dash lines indicate the boundaries of deposition tracks, and arrows indicate the growth directions of cellular dendrites, the same bellow)
当层间扫描转角为0°时,各沉积层的扫描方向相互平行并垂直于XOZ面,沉积道在竖直方向上规则地排列,如图5a所示。这使得在同一竖直方向上胞状枝晶的生长方向较为一致,能够跨越多个沉积层连续外延生长,从而形成了沿沉积增高方向(Z方向)的柱状晶组织,并且由于沉积道中间和边沿位置的枝晶生长行为不同导致试样在垂直扫描方向(X方向)上形成了交替排列的晶粒,晶粒尺寸分别约为18和92 μm,如图6b所示。沉积道边沿形成的柱状晶在沿扫描方向上(Y方向)的晶粒尺寸较小,而沉积道中间位置形成的柱状晶在该方向上尺寸较大。可见,由于0°扫描策略的影响,试样在X方向和Y方向上存在各向异性。当层间扫描方向为67°时,层与层之间的沉积道排列不规则(图5b),导致不同取向的胞状枝晶相互竞争生长,其连续的外延生长受到抑制,所形成的晶粒为低长径比的柱状晶或近等轴晶组织,且晶粒形貌不规则,晶界曲折,在X方向和Y方向上无各向异性,如图6d~f所示。当层间扫描转角为90°时,相邻2层的沉积道次扫描方向相互垂直,分别沿X方向和Y方向。然而,从图5c中仅可观察到沿Y方向扫描的沉积道(垂直于观察面),且相邻2层沉积道的高度差为铺粉厚度的2倍(约80 μm),这说明沿X方向扫描的沉积层被完全重熔。此时,合金在凝固过程中的枝晶生长规律与层间扫描转角为0°时较为相似,也形成了在熔池中间和边沿位置交替排列的柱状晶组织,但前者柱状晶的长径比略低。可见,即使采用90°的层间扫描转角,试样的组织在相互垂直的2个扫描方向上仍然存在着各向异性,沿Y方向扫描的沉积层决定了合金的枝晶生长规律以及晶粒组织。
图6 采用不同层间扫描转角制备的René 88DT高温合金试样晶粒组织
(a-c) 0° (d-f) 67° (g-i) 90°
Fig.6 Grain structures of selective laser melted René 88DT specimens fabricated with different scan vectors rotation in YOZ sections (a, d, g), XOZ sections (b, e, h), and XOY sections (c, f, i)
采用不同激光功率制备的René 88DT高温合金试样的沉积道形貌见图7a~c。可见,在成形过程中熔池的熔化深度随激光功率的增加而提高。由于采用了90°的层间扫描转角,在低功率条件下(图7a)能够观察到沿X方向和Y方向扫描的沉积道。而在高功率条件下,由于成形过程X方向和Y方向的各向异性,仅能观察到沿Y方向的沉积道,且相邻2层沉积道的高度差为铺粉厚度的2倍(图7b和c)。图7d为沉积道的深宽比和底部曲率半径随激光功率的变化曲线。结果表明,随着激光功率的增加,沉积道的深宽比增加,而底部曲率半径先降低而后基本保持不变。
图7 采用不同激光功率制备的René 88DT高温合金试样XOZ面沉积道形貌及沉积道深宽比和底部曲率半径随激光功率的变化关系
Fig.7 Deposition track morphologies in XOZ section fabricated with laser powers of 200 W (a), 300 W (b), and 400 W (c), and changes of the ratio of depth to width and curvature radius with laser power (d)
当激光功率为200 W时,胞状枝晶的生长接近沉积增高方向,且在一个沉积道内多簇取向接近的枝晶彼此竞争生长,如图7a所示。另外由于热输入较低,成形过程中熔池内部存在着部分未熔化粉末作为异质核心形核生长,阻碍了晶粒的连续外延生长,见图8。此时,试样的晶粒形貌为低长径比的柱状晶,且晶粒尺寸不均匀,晶界曲折,在相互垂直的扫描方向上(X方向和Y方向)不存在各向异性,见图9a和b。当激光功率高于300 W时,熔池的熔化深度增加,沿X方向扫描的沉积道被完全重熔,仅观察到沿Y方向的沉积道形貌。此时,沉积道中间位置的胞状枝晶仍大致沿竖直方向(沉积增高方向)生长,但沉积道边沿胞状枝晶的生长方向倾向于与竖直方向呈45°;当激光功率为400 W时,沉积道边沿的胞状枝晶甚至倾向于沿水平方向生长,如图7b和c所示。这种枝晶生长模式导致试样在垂直扫描方向(X方向)上形成了交替排列的柱状晶,在该方向上沉积道中间的晶粒尺寸较小,沉积道边沿的晶粒尺寸较大。并且随着激光功率的提高,柱状晶的长径比增加,见图9d~i。
图8 选区激光熔化René 88DT镍基高温合金试样中的未熔化粉末形貌
Fig.8 Morphology of unmelted powders in selective laser melted René 88DT specimen
图9 采用不同激光功率制备的René 88DT高温合金试样晶粒组织
(a-c) 200 W (d-f) 300 W (g-i) 400W
Fig.9 Grain structures of selective laser melted René 88DT specimens fabricated with different laser powers in YOZ sections (a, d, g), XOZ sections (b, e, h), and XOY sections (c, f, i)
图10为采用不同扫描速率制备的René 88DT高温合金试样的沉积道形貌及沉积道的深宽比和底部曲率半径随扫描速率的变化曲线,图11为相应的晶粒形貌。降低扫描速率对熔池形貌、枝晶生长及合金晶粒组织的影响和提高激光功率作用相似。当扫描速率较低时(720 mm/s),沿X方向扫描的沉积道被完全重熔。沉积道的深宽比较大(约0.78),其中间位置的枝晶沿沉积增高方向生长,而边沿位置的枝晶接近水平方向生长,晶粒呈现出粗/细柱状晶交替排列的形貌,如图10a及图11b、c所示。当扫描速率增加至960 mm/s时,沉积道的深宽比降低,两侧边界与竖直方向的夹角增加,但其底部曲率半径基本不变。此时沉积道中间位置的枝晶依然保持沿沉积增高方向生长,边沿的枝晶生长方向与水平方向夹角约45°,见图10b。试样在X方向上的晶粒仍为细晶粒与粗晶粒的交替排列形貌,但柱状晶的长径比显著降低。另外,当扫描速率提高至1200 mm/s时,热输入下降,熔池的重熔深度降低,沿X方向扫描的沉积道不能被完全重熔,形成了图10c中相互垂直的沉积道形貌。试样在X方向和Y方向上不存在各向异性,均形成了交替排列的粗/细晶粒,并且在XOY面(垂直于沉积增高方向)上形成了棋盘格状的晶粒形貌,棋盘格边界为沿2个方向扫描的沉积道的中间位置,见图11g~i。
图10 采用不同扫描速率制备的René 88DT高温合金试样XOZ面沉积道形貌及沉积道深宽比和底部曲率半径随扫描速率的变化关系
Fig.10 Deposition track morphologies in XOZ section fabricated with scanning speeds of 720 mm/s (a), 960 mm/s (b), and 1200 mm/s (c), and changes of the ratio of depth to width and curvature radius with scanning speed (d)
图11 采用不同扫描速率制备的René 88DT高温合金试样晶粒组织
(a-c) 720 mm/s (d-f) 960 mm/s (g-i) 1200 mm/s
Fig.11 Grain structures of selective laser melted René 88DT specimens fabricated with different scanning speeds in YOZ sections (a, d, g), XOZ sections (b, e, h), and XOY sections (c, f, i)
图12所示为选区激光熔化成形René 88DT高温合金No.3试样的显微组织,图中虚线为沉积道边界。可观察到合金的基体为γ固溶体,在晶界及枝晶间分布着颗粒状的碳化物以及薄膜状的Laves相[14,20,21],Laves相的尺寸及含量随着沉积道高度的增加而增加,见图12a。沉积道边界附近的显微组织如图12c所示,左上一侧为沉积道底部,右下一侧为前一沉积道的顶部,可见在沉积道底部仅能观察到细小的碳化物颗粒,而在其顶部析出了薄膜状的Laves相,长度可达数微米。晶界处的Laves相尺寸远高于枝晶间(图11b),长度可达几十至一百微米。Laves相形成于凝固末期,通过L→γ+Laves共晶反应形成[22]。
图12 选区激光熔化René 88DT镍基高温合金No.3试样显微组织
Fig.12 Low (a) and high (b) magnified SEM images, and TEM image (c) of selective laser melted René 88DT No.3 specimen
由上文可知,激光功率、扫描速率以及层间扫描转角均显著影响了选区激光熔化René 88DT合金试样的枝晶生长及晶粒形貌。其中,提高激光功率与降低扫描速率对René 88DT合金凝固行为的影响一致,通过增加成形过程的热输入,影响了熔池形貌及枝晶生长。而层间扫描转角并不改变热输入大小,只是通过改变相邻2层熔池搭接时的相对位置,影响了局部的最大温度梯度方向,进而影响了枝晶的生长。
在选区激光熔化成形过程中,固液界面的最大温度梯度方向垂直于熔池边界,René 88DT合金的枝晶臂生长会选择与最大温度梯度方向最为接近的<100>取向择优生长[23]。在体能量密度为71 J/mm3条件下,沉积道中间位置最大温度梯度方向接近竖直方向,故枝晶沿沉积增高方向生长;而在沉积道边沿位置,最大热流方向与水平方向存在一定的夹角,在相邻两沉积道搭接的熔合线位置出现转向枝晶,即前一沉积道的二次枝晶发展为当前沉积道的一次枝晶,这也意味着枝晶在2个相邻沉积道内的生长方向相互垂直,当枝晶生长方向与沉积增高方向接近45°时,枝晶在相邻2个沉积道中均能够保持较为有利的生长取向。当采用0°层间转角进行多层沉积时,不同沉积层的扫描道次在竖直方向上相对位置不变(图5a),这使得不同沉积层在凝固时熔池的热流方向较为一致[24]。因此,无论是在沉积道的中间位置还是边沿位置,枝晶的外延生长能够跨越沉积层连续进行,从而在沉积道的中间和边沿位置形成交替排列的柱状晶形貌。当层间扫描转角为67°时,相邻2层的熔道彼此交错(图5b),当前沉积层与前一沉积层在局部的热流方向显著变化,导致当前沉积层枝晶的择优生长方向有别于后者。枝晶间的竞争生长导致其难以跨越多个沉积层连续外延生长,形成了近等轴晶组织或低长径比的柱状晶组织,且晶界曲折,晶粒形貌不规则。
在层间扫描角度为90°的条件下,研究了热输入对选区激光熔化成形René 88DT合金的影响。热输入受激光功率、扫描速率等参数的控制,通过改变沉积道形貌影响了合金的枝晶生长及晶粒组织。图13所示为沉积道的深宽比及底部边界的曲率半径随体能量密度的变化。可见,沉积道的深宽比随着热输入的提高而单调增加,底部曲率半径在低能量密度时较高,但在体能量密度高于55 J/mm3时基本保持不变。
图13 沉积道的深宽比和底部曲率半径随选区激光熔化体能量密度(E)的变化关系
Fig.13 Changes of the ratio of depth to width and curvature radius with volume energy density (E)
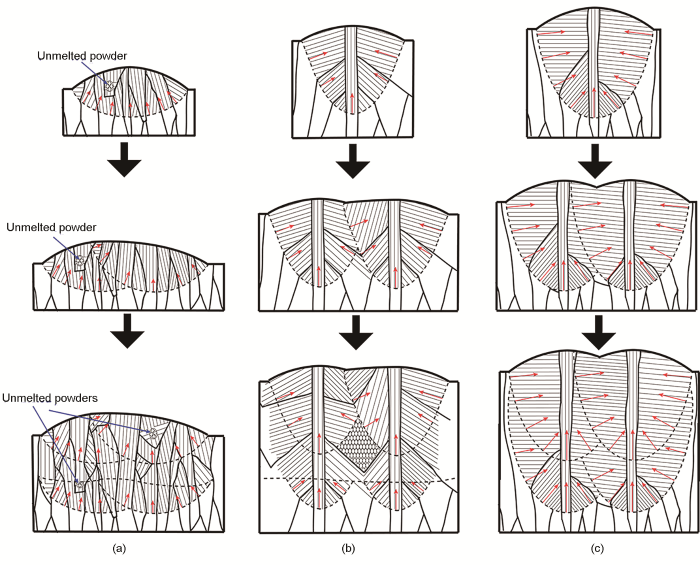
热输入对选区激光熔化René 88DT合金凝固行为的影响见图14,图中虚线为沉积道边界,红色箭头为最大温度梯度方向。在低热输入条件下(47 J/mm3),沉积道的深宽比低,曲率半径大,导致沉积道较浅,且熔合线较平坦,最大温度梯度方向与沉积增高方向接近(如箭头所示)。此时,熔池底部不同取向的晶粒均可能选择合适的<100>取向枝晶并大致沿沉积增高方向生长。然而,由于层间扫描转角为90°,在重熔区域相邻2层的最大温度梯度方向改变,使得枝晶的择优生长方向改变,抑制了枝晶的连续外延生长。另外,由于热输入较低,在凝固过程中部分未熔化粉末存在于熔池内部,并作为异质核心形核生长,进一步阻碍了晶体的外延生长。最终导致在该条件下,形成了低长径比的柱状晶或近等轴晶组织,见示意图14a。
图14 不同热输入条件下René 88DT高温合金试样的枝晶生长及晶粒形成规律
Fig.14 Schematics showing the dendritic growth and grain evolution of selective laser melted René 88DT superalloy under A=90° and heat inputs of 47 J/mm3 (a), 57 J/mm3 (b), and 95 J/mm3 (c) (The red arrows indicate the directions of maximum temperature gradient)
当热输入为57 J/mm3时,沉积道底部的曲率半径显著降低,导致沉积道从中间到边沿的最大温度梯度方向迅速由竖直方向向水平方向改变。沉积道中间位置的枝晶倾向于沿竖直方向生长,而在边沿位置枝晶的生长方向与竖直方向呈一定夹角。当2个相邻沉积道搭接时,前一沉积道的枝晶在搭接区域通过转向枝晶生长的方式在当前沉积道中外延生长,并在该区域形成了大量的“V”字形晶界。沉积道中间和边沿位置不同的枝晶生长模式导致了交替排列的晶粒形貌的出现。在成形下一个沉积层时,位于沉积道中间的沿竖直方向生长的枝晶能够跨越沉积层连续生长,而在搭接区域,最大温度梯度方向的改变使得具有新择优取向的枝晶出现,抑制了原枝晶的生长。逐层的沉积使试样在沉积道中间形成了细长的柱状晶,而在沉积道边沿形成了近等轴晶或低长径比柱状晶组织,见示意图14b。由于相邻2个沉积层扫描方向互相垂直,故试样在XOZ面上形成了棋盘格状的晶粒形貌,见图11i。
当热输入进一步增加时,当前沉积层对前一沉积层的重熔深度增加,且激光在沿X方向扫描时的熔深小于沿Y方向扫描时的熔深。具体表现为,当热输入较高时,沿X方向扫描的沉积层基本被完全重熔,试样中只能观察到沿Y方向的沉积道。这可能是由于在成形过程中,激光熔化金属粉末产生了大量的金属蒸气烟尘,经过沿X方向吹来的循环气体收集入烟尘处理装置中。当光束沿X方向扫描时,由于激光光束移动速率远高于烟尘移动速率,所以沿X方向扫描的光束不可避免地受到烟尘的遮蔽作用,从而导致作用于粉床的激光能量密度降低,进而导致熔池尺寸的减小和熔化深度的降低[25];当激光束沿Y方向扫描时,沿X方向移动的烟尘对光束几乎无遮蔽作用,因此,激光在沿X方向扫描时的熔深小于沿Y方向扫描时的熔深。并且,热输入越高,产生的金属蒸气烟尘越多,对沿X方向扫描的光束的遮蔽作用越显著,X方向和Y方向的各向异性越明显。在高热输入条件下,试样中只能观察到沿Y方向的沉积道,此时合金的凝固行为与层间扫描转角为0°时相似,见图14c。在沉积道中间,枝晶沿竖直方向生长,而在边沿位置最大温度梯度方向接近水平方向生长,导致枝晶也大致沿水平方向生长,且这2种生长模式均能够跨越沉积层连续生长,形成交替排列的柱状晶形貌。
综上,由于选区激光熔化René 88DT高温合金成形过程中的温度梯度与凝固速率的比值较高,成分过冷区小,难以实现固/液界面前沿的异质形核,对晶粒形貌的控制主要通过影响胞状枝晶的择优取向来实现。采用67°层间扫描转角和低热输入能够促进不同取向枝晶之间的竞争性生长和未熔化粉末的辅助形核生长,有效抑制了柱状晶的连续外延生长,从而获得低长径比的柱状晶或近等轴晶。而在0°层间扫描转角和高热输入条件下,沉积层间的最大温度梯度方向变化较小,胞状枝晶的外延生长能够跨越多个沉积层连续进行,有利于获得柱状晶组织。
内部裂纹是影响选区激光熔化成形René 88DT合金成形质量的最主要的冶金缺陷,并影响最终成形零件的力学性能和服役安全[26]。合金试样中的裂纹主要位于晶界,且内部呈现出枝晶状的形貌及液膜撕裂的特征,表明裂纹形成于凝固后期[18]。同时,多数裂纹起源于沉积道边界靠下的区域,即当前沉积道的热影响区,可见,裂纹的萌生是由低熔点共晶的液化所引起[12]。
其具体形成过程为:在凝固过程中René 88DT合金的初生相为γ相,以胞状枝晶形式生长,并不断向剩余液相中排出Nb、Mo、Al、Ti等正偏析元素,导致了成分的微观偏析,使得在最后凝固的枝晶间及晶界区域的合金成分发生了极大的改变;另外,从熔池底部到顶部,合金的冷却速率不断降低,胞状枝晶间距逐步增加,微观偏析程度增大。上述因素导致合金试样在枝晶间及晶界处发生了L→γ+Laves共晶反应[20,27],并且在沉积道边界以下的晶界区域的Laves相尺寸及含量更高。当进行下一层扫描时,已经凝固的前一层沉积层经受再热循环,接近熔池边界的区域被加热至近熔点温度,此时分布于晶界及枝晶间的低熔点共晶相被重新熔化。由于晶界为元素偏析最严重的区域,低熔点相含量高,重熔现象最为严重,因此该区域最容易在拉应力作用下形成液化裂纹,导致了选区激光熔化René 88DT高温合金试样的裂纹主要起源于略低于沉积道边界的区域。液化裂纹一旦形成,容易扩展至当前沉积层中,在热应力及凝固收缩应力的作用下将凝固末期晶界处的残余液膜拉开,诱发凝固裂纹[28]。尤其当晶界平行于沉积增高方向时,裂纹能够跨越多个沉积层而扩展,直至遇到转向枝晶或者其他晶粒而停止。另外,裂纹形成后,残余的热应力得到了释放,同时合金冷却十分迅速,温度降低,极限抗拉强度迅速上升,也阻止了裂纹的进一步延伸[29]。René 88DT合金的Al+Ti含量高达6% (质量分数),不但容易在晶界处产生低熔点共晶相,还会在晶内析出强化相,使得晶界弱化而晶内强化,导致在应力作用下晶界承受更多的应变,为裂纹在晶界处萌生及扩展提供了内在因素[30]。另外,选区激光熔化成形局部热输入高、温度梯度大、凝固速率快,使合金在成形过程中产生较大的热应力及凝固收缩应力,为热裂纹的产生提供了外在条件[31]。
当层间扫描转角为0°以及热输入较高时,试样的开裂现象最为严重。这是由于热输入高,冷却速率慢,晶界及枝晶间的低熔点共晶相含量高,同时成形过程中的热应力大,促进了液化裂纹的形成。此外,试样在0°层间扫描转角和高热输入制备条件下形成了柱状晶组织,为凝固裂纹提供了连续扩展的通道。因此,抑制选区激光熔化高温合金的裂纹需要从抑制微裂纹的萌生和阻碍微裂纹的扩展2个方面入手。对于René 88DT合金来说,采用低热输入和67°层间扫描转角既能够降低成形过程中的热应力和低熔点共晶相的含量来有效地抑制合金裂纹的萌生,又能够形成近等轴晶组织阻碍裂纹的扩展,同时所获得的近等轴晶组织有利于提高零件的疲劳性能,是适用于René 88DT合金的制备方法。而对于涡轮叶片用合金来说,既要获得柱状晶组织,又要避免合金开裂,那么需要更加严格地控制成形过程的热输入,并结合去应力措施,以避免裂纹的萌生。否则一旦微裂纹形成,容易沿柱状晶晶界扩展,会严重损害合金的成形质量。
(1) 采用低热输入以及67°层间扫描转角制备的René 88DT高温合金试样的晶粒组织为低长径比的柱状晶或近等轴晶,而采用高热输入以及0°层间扫描转角制备的试样具有柱状晶组织。
(2) 热输入通过改变沉积道形貌影响了René 88DT高温合金试样的枝晶生长以及晶粒组织。低热输入条件下,沉积道深宽比低、底部曲率半径大,在一个沉积道内多簇取向接近的枝晶彼此竞争生长,形成了低长径比的柱状晶或近等轴晶。高热输入条件下,沉积道深宽比高、底部曲率半径小,沉积道中间位置的枝晶沿沉积增高方向生长,边沿位置的枝晶生长方向与沉积增高方向垂直或接近45°角,在这2个位置形成了交替排列的柱状晶。
(3) 层间扫描转角为0°时,各层的沉积道在竖直方向上规则地排列,胞状枝晶的外延生长方向一致,易形成柱状晶组织。层间扫描转角为67°时,层间胞状枝晶生长的择优取向改变,不同取向的胞状枝晶竞争生长,有利于形成低长径比的柱状晶或近等轴晶组织。层间扫描转角为90°时,René 88DT高温合金晶粒组织形貌介于上述2者之间。
(4) 选区激光熔化成形René 88DT高温合金试样的主要缺陷为沿晶界分布的凝固裂纹,晶界处低熔点共晶的液化导致了裂纹的萌生。试样显微组织为柱状晶时,缺陷密度高,裂纹长度可达数毫米;当试样显微组织为低长径比的近等轴晶组织时,缺陷密度低,裂纹长度小于200 μm。67°层间扫描转角以及较低的热输入是适合于René 88DT高温合金的选区激光熔化制备参数。
 ,1,2
,1,2
1 实验方法
图1
Specimen No.
P
V
A
Defect density / %
W
mm·s-1
(°)
Incomplete fusion
Pore
Crack
1
200
960
90
0.513
0.025
0.054
2
250
960
90
0.018
0.011
0.107
3
300
960
90
0
0.015
0.403
4
350
960
90
0
0.017
0.485
5
400
960
90
0
0.023
0.771
6
300
720
90
0
0.050
0.646
7
300
840
90
0
0.018
0.397
8
300
1080
90
0
0.027
0.187
9
300
1200
90
0
0.012
0.069
10
300
960
0
0
0.030
2.213
11
300
960
67
0
0.012
0.101
图2
2 实验结果
2.1 选区激光熔化René 88DT高温合金的缺陷
图3
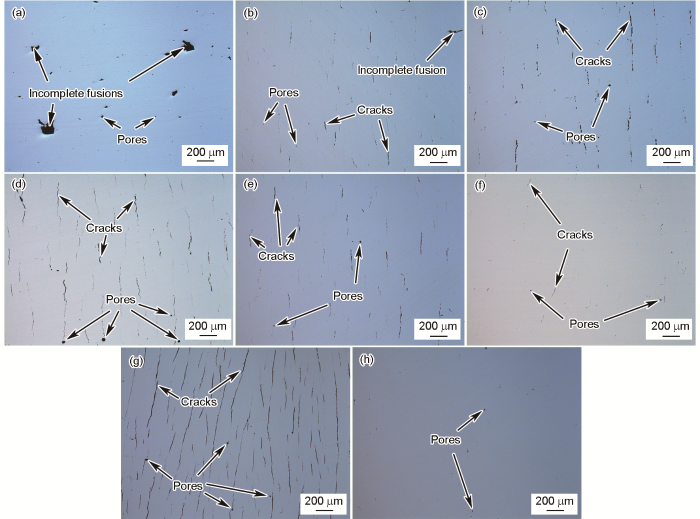
图4
Region
Cr
Co
Mo
W
Nb
Al
Ti
O
Ni
Matrix
15.83
12.31
5.15
3.72
1.77
2.91
4.17
-
54.14
Crack
11.56
10.54
3.36
2.31
0.40
2.39
2.87
20.75
43.73
2.2 选区激光熔化René 88DT合金的显微组织
图5
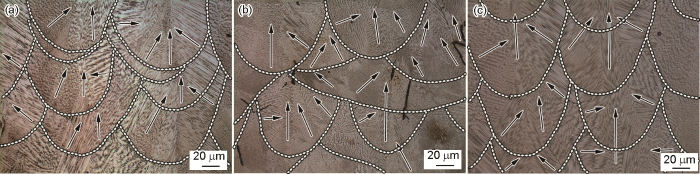
图6

图7
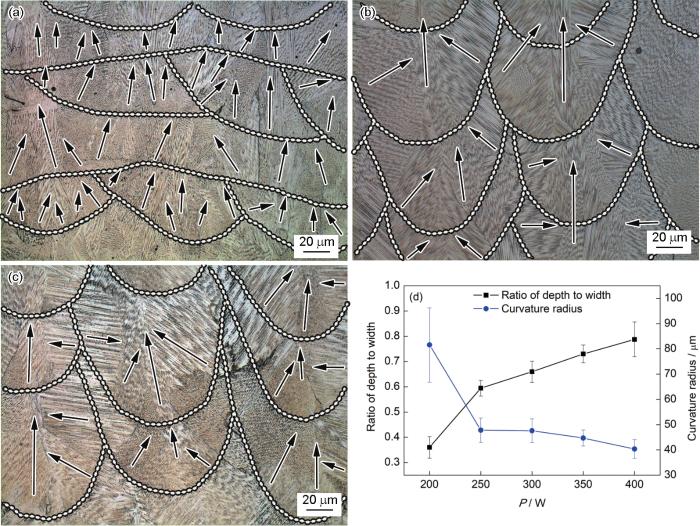
图8
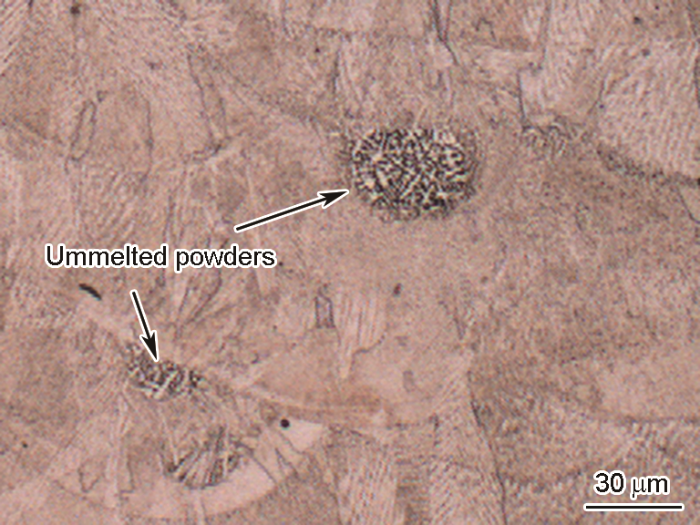
图9

图10
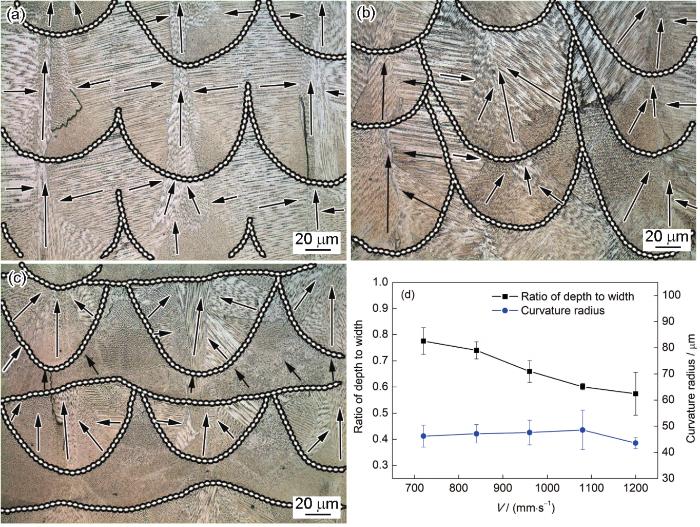
图11

图12

3 分析讨论
3.1 晶粒形貌随制备参数的演变规律
图13
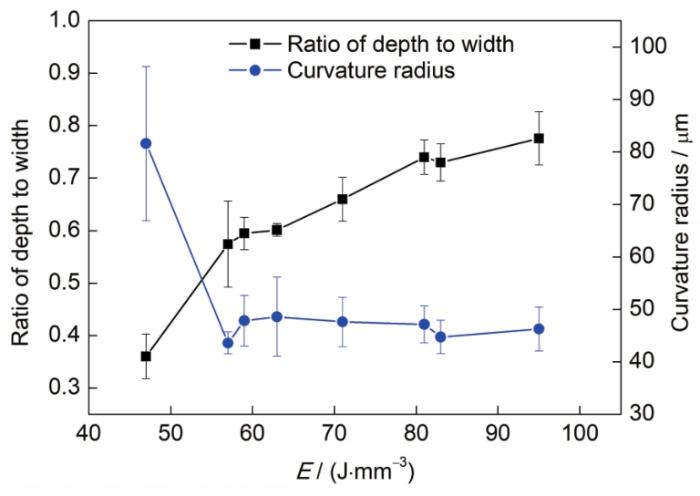
图14
3.2 内部裂纹的形成机理及影响因素
4 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
