



分享:热压烧结温度对SiC/Al-Zn-Mg-Cu复合材料微观结构与力学性能的影响

马国楠1,2, 王东
利用粉末冶金法制备了含15%SiC (体积分数)的SiC/Al-7.5Zn-2.8Mg-1.7Cu (质量分数,%)复合材料,采用TEM、EPMA和拉伸实验等分析测试手段,研究了热压烧结温度(500~560 ℃)对复合材料微观组织和力学性能的影响。结果表明,所选热压温度下均可制备致密无孔洞的复合材料坯锭。热压温度为500和520 ℃时,SiC/Al界面反应程度较轻,挤压棒材经T6热处理后,Zn元素均匀分布于基体中,但存在的少量富Mg微米级难溶相使复合材料的力学性能产生较大波动。当热压温度升高到540 ℃时,富Mg难溶相尺寸明显减小,元素分布变得更均匀,复合材料力学性能稳定性明显提升。当热压温度继续升高到560 ℃时,Mg元素开始向SiC颗粒周围偏聚,界面反应更加严重,而且降低了基体中MgZn2的体积分数,使复合材料抗拉强度明显下降。对560 ℃热压的复合材料进行高角度环形暗场像和EDS分析,发现SiC/Al界面同时存在含Mg氧化物和粗大的MgZn2沉淀相。
关键词:
颗粒增强铝基复合材料作为一种新型的结构材料,比传统铝合金具有更高的强度和弹性模量,因此被广泛应用于航空航天、交通运输等领域[1,2]。多年来铝基复合材料研究主要以Al-Mg-Si和Al-Cu-Mg基体合金为主[3,4,5,6],与高强Al-Zn-Mg-Cu系合金相比,其强度优势不明显。Al-Zn-Mg-Cu作为一种以沉淀强化机制为主导的铝合金体系,与Al-Mg-Si和Al-Mg-Cu系铝合金相比,具有更高的强度[7]。因此,为了获得更高强度的复合材料,进一步实现结构轻量化,有必要以Al-Zn-Mg-Cu合金作为基体制备复合材料。然而,以往研究[7,8,9]表明,SiC颗粒在Al-Zn-Mg-Cu合金中的增强作用并不明显,甚至会出现复合材料强度低于未增强基体合金的情况[10,11,12]。由于铝基复合材料的性能与所采用的制备工艺密切相关,因而优化制备工艺参数成为这类复合材料研发的必经之路。
粉末冶金工艺作为制备铝基复合材料的主要方法之一,具有成分可设计性强、组织均匀、性能稳定、工艺可控和易于实现工业生产等特点[13]。热压温度是粉末冶金法制备铝基复合材料的关键参数之一。如果热压温度选择过低,材料难以实现致密化,而且增强相与铝合金基体界面结合弱,增强相的载荷传递作用难以发挥。Hong和Chung[14]在对含20%SiC (体积分数)的SiC/2124Al复合材料进行研究时发现,随着热压温度的升高,复合材料的致密度增加,因而强度和延伸率均有明显提高。程南璞等[15]对含12%SiC (体积分数)的SiC/6066Al复合材料研究发现,在高于基体固相点温度烧结有助于提高增强颗粒与基体界面结合强度,但过高的热压温度使得界面层增厚,反而不利于界面结合。Li等[16]对B4C/6061Al复合材料的研究也发现,随着热压温度的升高,复合材料强度先升高后降低。当热压温度过高时,界面反应严重,T6态复合材料中,Al3BC、MgAl2O4等界面产物明显增多,强度急剧下降。
Mg作为活泼的合金元素,极易参与界面反应。与Al-Mg-Si和Al-Cu-Mg系铝合金相比,Al-Zn-Mg-Cu系铝合金的固相点温度更低,因此在以Al-Zn-Mg-Cu系铝合金为基体的复合材料中,更容易产生界面反应,通常形成 MgO和MgAl2O4等产物[17,18]。由于MgAl2O4是一种脆性相[19,20],在拉伸过程中容易沿MgAl2O4反应层优先开裂,导致复合材料强度下降,使SiC颗粒未能充分发挥增强作用,因此影响了SiC/Al-Zn-Mg-Cu复合材料的应用和发展。然而,以往的研究中并没有探讨界面反应对主要沉淀相MgZn2的影响,也没有分析制备温度与界面反应以及合金元素分布的关系,使SiC/Al-Zn-Mg-Cu复合材料的制备工艺优化尚缺乏依据。
本工作采用粉末冶金法制备了含15%SiC (体积分数)的SiC/Al-7.5Zn-2.8Mg-1.7Cu (质量分数,%)复合材料,主要研究了热压温度对复合材料微观组织及力学性能的影响,旨在对SiC/Al-Zn-Mg-Cu复合材料制备工艺优化提供指导。
基体合金名义成分为Al-7.5Zn-2.8Mg-1.7Cu (质量分数,%)。实验用金属粉末及磨料级SiC颗粒纯度均在99.5%以上,SiC粉末粒径约为7 μm。复合材料中SiC颗粒的体积分数为15%。将粉末机械混合均匀后装入模具内,通过真空热压烧结法制备坯锭,热压温度分别为500、520、540和560 ℃。以5 ℃/min的升温速率升温至设定温度,保温2 h后,将复合材料压致密。在坯锭上取棱长为10 mm的立方体试样,磨掉表面氧化皮后,根据国标GB/T3850-2015采用流体静力学方法,即Archimedes原理为基础测量试样的密度。
坯锭在420 ℃下挤压成棒材,挤压比为17∶1,随后进行T6热处理(470 ℃保温2 h,水淬,120 ℃保温24 h)。沿挤压方向切割样品,并经水磨砂纸磨至2000号后进行机械抛光。使用Axiovert 200 MAT金相显微镜(OM)观察T6态复合材料的微观组织,并利用协方差(covariance,COV)计量颗粒数量的方法,对颗粒分布的均匀性进行定量分析。使用EPMA 8530F电子探针(EPMA)分析T6态复合材料的微观元素分布;使用D/max 2400 X射线衍射仪(XRD)对热压态复合材料中的物相组成进行分析;使用TECNAI G2 F20透射电镜(TEM)观察T6态复合材料SiC/Al界面层厚度变化,并结合能谱仪(EDS)对界面化合物成分进行分析。上述样品均沿挤压方向进行观察。
使用Instron 5848电子万能试验机对T6热处理后样品进行拉伸性能测试,应变速率为1
表1所示为不同热压温度制备的SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料热压坯锭的测量密度和致密度(致密度是测量密度与理论密度的比值)。可见,所有温度下热压制备的复合材料坯锭的实测密度均能达到理论密度(2.879 g/cm3)的99.9%以上。热压温度为500和520 ℃时,复合材料致密度相近。随热压温度升高,致密化程度升高。540和560 ℃热压的复合材料致密度能达到100.0%。由于存在高温下氧化物增重的原因,出现致密度大于100%的情况。
表1 不同热压温度制备热压态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料的测量密度和致密度
Table 1
不同热压温度制备的SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料挤压棒材的OM像如图1所示,图中灰色区域为合金基体,黑色为增强颗粒。尽管不同热压温度制备的复合材料密度略有差异,但经热挤压后4种样品均观察不到孔洞、疏松等宏观缺陷。但复合材料中颗粒分布的均匀性存在一定差异,500和520 ℃热压的复合材料经挤压塑性变形后,SiC颗粒分布比较均匀,颗粒受基体流动的影响而定向排布,长轴方向平行于挤压方向(图1a和b)。如图1a和b中实线所示,复合材料中均存在近似平行于挤压方向的贫颗粒条带,这些条带数量随热压温度升高而略有增加(图1c和d)。
图1 不同热压温度制备的SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料挤压棒材显微组织的OM像
Fig.1 OM images of as-extruded SiC/Al-7.5Zn-2.8Mg-1.7Cu composites hot pressed at 500 ℃ (a), 520 ℃ (b), 540 ℃ (c) and 560 ℃ (d) (Solid lines in Fig.1 indicate SiC particle poor band-like zones)
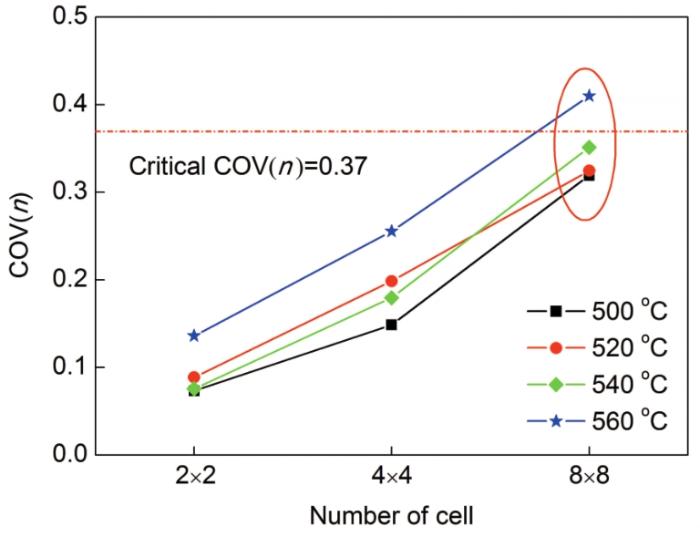
为了定量描述SiC颗粒分布的均匀性,将不同热压温度复合材料的OM像划分为2×2、4×4和8×8个大小和形状相等的矩形区域,通过统计这些矩形区域内颗粒个数,计算不同区域颗粒个数的均方根方差与平均值的比值,记为COV(n)值[21],以比较SiC颗粒分布均匀性。在相同大小区域内COV(n)值越小,SiC颗粒分布均匀性越好。当COV(n)值小于0.37时,SiC颗粒分布被认为是较均匀的[21]。图2为不同热压温度SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料SiC颗粒分布的COV(n)值。可见,不同温度制备的复合材料中,颗粒分布均显现出较好的宏观均匀性,即COV(n)值在2×2和4×4网格下较小。随着网格尺寸继续减小,COV值略有增加,但不同热压温度之间的差异较小。
图2 SiC颗粒分布的均匀性
Fig.2 Homogeneity distributions of SiC particles in as-extruded SiC/Al-7.5Zn-2.8Mg-1.7Cu composites
研究[22,23,24]表明,当热压温度过高时,热压过程中将会产生部分液相,局部液相受到重力和外界压力作用而产生小范围流动,这种流动会使得原来均匀分布的增强颗粒产生局部偏聚。然而在本工作的热压温度下,SiC颗粒均没有发生偏聚,只是挤压后留下了近似平行于挤压方向的贫颗粒带。这种贫颗粒带的增多被认为不利于复合材料的强度,但延伸率会略有提升[21]。
图3所示为4种热压温度制备的挤压态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料的XRD谱。可见,复合材料中除了Al、SiC和MgZn2的峰以外,还有Mg2Si的峰存在,没有检测到其它相存在。将各样品XRD谱归一化后,对比主要析出相MgZn2的衍射峰,结果表明不同热压温度下MgZn2的峰强略有差异。热压温度为500和520 ℃的复合材料的MgZn2峰强接近。热压温度为540 ℃时,MgZn2衍射峰最强;热压温度为560 ℃时,MgZn2衍射峰最弱。
图3 不同热压温度制备的SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料的XRD谱
Fig.3 XRD spectra of as-extruded SiC/Al-7.5Zn-2.8Mg-1.7Cu composites hot pressed at different temperatures
图4所示为热压温度500 ℃的T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料挤压棒材的SEM二次电子像(SE-SEM)以及元素分布图。如图4b所示,绿色区域代表均匀分布的Zn,蓝色贫Zn区对应图4a中SiC颗粒的位置,Zn在500 ℃下已经充分扩散到基体中。O元素含量较少且分布十分均匀(图4c)。Mg元素有少量的微观偏聚存在(图4d),其尺寸约为4 μm,EDS分析发现,富Mg相是Mg2Si,这个结果与XRD分析结果相吻合。Cu也存在偏聚(图4e),EDS结果显示富Cu相是Al7Cu2Fe。Fe元素可能是混料球与混料罐碰撞时引入的,由于其数量较少,所以在XRD谱中并未发现。
图4 500 ℃热压烧结T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料的SE-SEM像和元素分布图
Fig.4 SE-SEM image (a) and elemental distribution maps of Zn (b), O (c), Mg (d) and Cu (e) in T6-treated SiC/Al-7.5Zn-2.8Mg-1.7Cu composites hot pressed at 500 ℃ (m—atomic fraction)
Color online
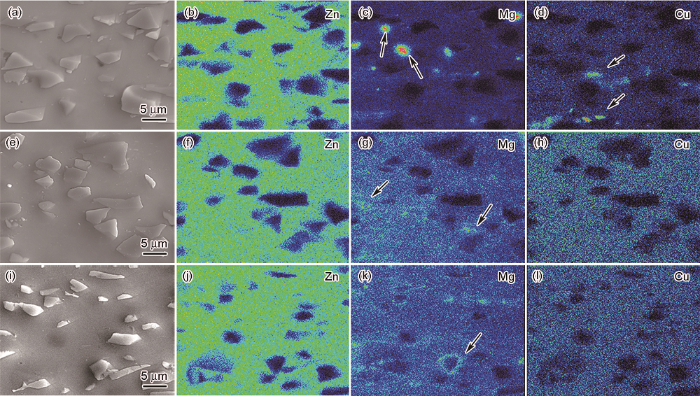
图5所示为热压温度为520、540和560 ℃的T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料挤压棒材的SE-SEM像以及元素的分布图。其中O元素含量较低,且其分布图均与图4c相似,因此不再给出。如图5b、f和j所示,Zn元素在这3个热压温度下都均匀分布于基体中。合金元素分布的差异不仅与元素在Al基体中自身的扩散能力有关,还与各元素在热压烧结过程中形成的相有关。在Al-Zn-Mg-Cu系合金中,当Zn/Mg的质量比为2.5~7.0时,主要的含Zn相是η (MgZn2)和T (Al2Mg3Zn3)相,而有文献报道,它们在470~490 ℃均能充分溶解[25],因此在本研究的4种热压温度下Zn元素均可充分溶解和扩散。Cu元素在低热压温度下存在偏聚(图5d),而温度高于540 ℃时Cu分布变得十分均匀(图5h和l)。在本研究的复合材料中,可能存在的含Cu相有Al7Cu2Fe、Al2CuMg和AlCu相,然而在XRD谱中并没有观察到这些含Cu相的衍射峰,说明它们的含量特别少。因此,不同热压温度下Cu元素分布状态差异对材料性能的影响十分有限。
图5 不同热压温度制备T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料的SE-SEM像和元素分布图
Fig.5 SE-SEM images (a, e, i) and elemental distribution maps of Zn (b, f, j), Mg (c, g, k) and Cu (d, h, l) in T6-treated SiC/Al-7.5Zn-2.8Mg-1.7Cu composites hot pressed at 520 ℃ (a~d), 540 ℃ (e~h) and 560 ℃ (i~l) (Arrows show the segregations)
Color online
如图5c 所示,Mg元素在热压温度为520 ℃时存在偏聚,尺寸较热压温度为500 ℃时略有减小,说明引起元素偏聚的富Mg相(Mg2Si)在热压温度升高时能够发生部分溶解。540 ℃时,Mg2Si明显细化且向周围基体扩散(图5g),Mg元素分布逐渐均匀。热压温度继续升高到560 ℃时,Mg元素由于界面反应而偏聚于界面附近。如图5k中箭头所示,Mg在部分SiC颗粒周围明显富集,但不同颗粒表面Mg偏聚程度略有差异。这与以往的研究[26]结果十分相似。由于原始SiC颗粒表面杂质并不是完全均匀的,含氧化物(SiO2)杂质数量差异会使界面反应程度产生差异。另外,界面产物会在挤压变形过程中产生脱落,同时还存在SiC颗粒破碎的情况。在挤压和热处理温度下,由此形成的新界面并不会产生明显的界面反应。Mg2Si相的变化是影响Mg元素分布的关键因素,在500~560 ℃温度区间内均可观察到Mg2Si的存在(图3),然而其并不是Al-Zn-Mg-Cu系合金的主要沉淀相,而且在470 ℃固溶处理中不足以充分溶解,也不能起到足够的强化作用。复合材料中Si元素可能来自于[27,28]:(1) SiC颗粒表面的游离Si;(2) SiC颗粒中的SiO2与基体中的Al和Mg反应生成的单质Si;(3) SiC颗粒与Al发生轻微反应生成单质Si。Mg2Si在Al中的固溶温度约为530 ℃,当热压温度低于530 ℃时,初生Mg2Si以微米级粗大相形式存在,从而导致Mg的微观偏聚。当热压温度高于530 ℃时,粗大的Mg2Si在长时间保温过程中可以溶解于基体中,变得细小而弥散,同时Mg的分布变得更加均匀。但是热压温度过高时,Mg再次变得不均匀,这与SiC/Al界面反应有关。
图6a~e所示为4种热压温度下T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料中SiC/Al界面结构的TEM明场像。可见,随热压温度的变化,界面反应产物的尺寸和数量存在明显不同。如图6a所示,在500 ℃热压时,复合材料中SiC/Al界面较干净,仅存在少量化合物,其最大尺寸约为20 nm。与500 ℃相比,热压温度为520和540 ℃时(图6b、c),界面化合物的数量和尺寸都略有增加,其最大尺寸约为30 nm。当热压温度升高到560 ℃时(图6d),界面层厚度明显增加,界面产物尺寸也变大,这说明在该温度下界面反应加剧。同时,Mg元素明显向SiC颗粒周围偏聚(图5k)。界面反应消耗了Mg,造成Mg在基体中存在浓度梯度,又加大了Mg向界面扩散的趋势。以往的研究[24,29,30]也发现了类似现象,但都归因于SiC/Al界面对基体中Mg元素的吸附作用和界面附近过饱和空位对Mg扩散的促进作用。实际上,磨料级SiC颗粒一般都会有SiO2和游离的单质Si存在,因此在复合材料制备过程中可能发生以下反应:
图6 不同热压温度制备T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料的界面TEM像和HAADF-STEM像
Fig.6 TEM images of the interface of T6-treated SiC/Al-7.5Zn-2.8Mg-1.7Cu composites hot pressed at 500 ℃ (a), 520 ℃ (b), 540 ℃ (c), 560 ℃ (d, e), and HAADF-STEM image of Fig.6e (f) (Inset in Fig.6f shows the EDS analysis result of the interface reaction products)
Shi等[31]研究发现,搅拌铸造过程中,Mg与SiO2反应生成MgO后,MgO在高温下十分不稳定,仍会与Al基体继续反应,最终形成稳定的MgAl2O4。MgAl2O4作为一种脆性相[19,20,32],在界面形成较多时,复合材料容易沿MgAl2O4反应层开裂。而对于粉末冶金法制备的复合材料,由于其烧结温度较低,MgO可以稳定存在。在SiC/Al-Zn-Mg-Cu复合材料中,无论界面产物是MgO还是MgAl2O4都将带来Mg元素的消耗,从而减少主要沉淀相MgZn2的体积分数,减弱沉淀强化效果。但是从XRD分析结果来看,4种热压温度的样品中除了Al、SiC、MgZn2和Mg2Si的峰以外,没有观察到上述化学反应式中反应产物的衍射峰,这说明界面反应产物的量较少。与500、520和540 ℃相比,热压温度为560 ℃时,MgZn2的衍射峰强度明显降低,说明Mg元素的消耗量在增加。
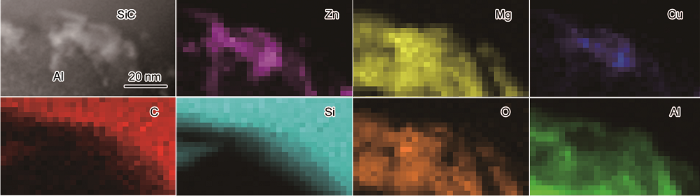
假设不同热压温度的界面反应种类相同,只是反应程度不同。因此,只针对界面反应最严重的复合材料(即560 ℃热压的复合材料)界面化合物(图6e)做进一步分析,发现SiC/Al界面和晶界处均存在粗大的第二相,界面化合物的EDS分析结果(图6f中插图)显示,化合物中同时含有Zn、Mg和O元素,Mg的含量高于Zn,与O含量相近,且Mg/O原子比接近1∶1,这说明SiC/Al界面含有MgZn2的同时,还可能含有MgO,且根据EDS结果分析,界面化合物以含Mg的氧化物为主。对SiC/Al界面化合物的元素扫描(图7)显示,Mg元素分布与O元素分布完全一致,证明MgO为界面产物(对应图6e界面处灰色相),这也证实了化学反应(2)的存在。
图7 560 ℃下热压的T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料界面产物的TEM像和元素分布图
Fig.7 TEM image and elemental distribution maps of interface of T6-treated SiC/Al-7.5Zn-2.8Mg-1.7Cu composites hot pressed at 560 ℃
Color online
表2所示为4种热压温度下T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料的拉伸性能。可见,随着热压温度从500 ℃升高到540 ℃,复合材料的抗拉强度和屈服强度均略有下降,但不明显,其中抗拉强度降低了1.2%,屈服强度下降了2.0%,延伸率略有提高,而且屈服强度的标准差从19 MPa降低到6 MPa,这说明材料拉伸性能的稳定性有所提高。当热压温度从540 ℃继续升高到560 ℃时,抗拉强度下降较明显,与热压温度500 ℃时相比下降了3.1%,屈服强度下降了3.9%,与热压温度540 ℃时的复合材料相比,材料拉伸性能的稳定性也略有降低。
表2 不同热压温度制备T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料的拉伸性能
Table 2
Hot pressing temperature
℃
Tensile strength
MPa
Yield strength
MPa
Elongation
%
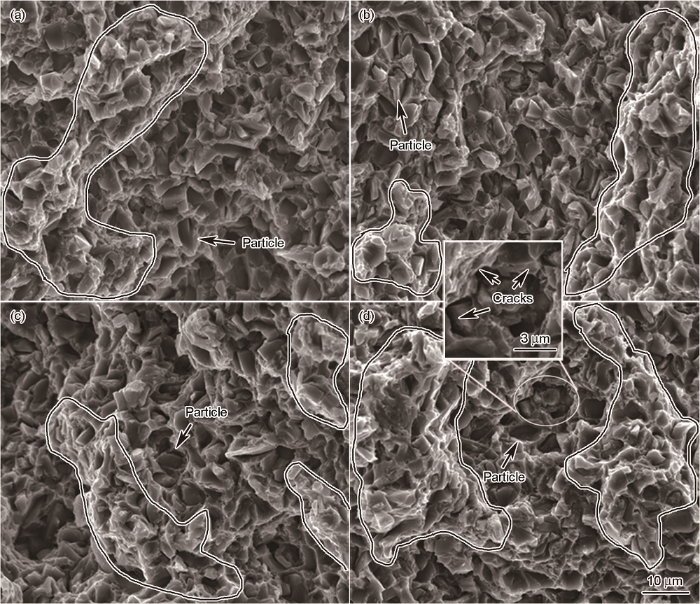
图8所示为不同热压温度制备的T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料拉伸断口形貌的SEM像。实线区域为典型的撕裂棱形貌,在拉伸过程中该区域产生了较大变形。热压温度从500 ℃升高到560 ℃时,实线的韧性区面积有所增加。而其它区域存在大量颗粒断裂,如箭头所示,断面光滑而平整。热压温度低于540 ℃时,SiC/Al界面结合均较好,并没有明显颗粒脱黏和颗粒拔出现象,这说明SiC颗粒起到了有效的载荷传递增强效果。但是热压温度为560 ℃时(图8d),在SiC颗粒周围的近界面处存在明显裂纹,严重的界面反应不利于SiC/Al界面结合,在拉伸过程中,SiC颗粒断裂前,近界面处由于积累了过多的脆性界面产物,而导致优先开裂,减弱颗粒强化效果。
图8 不同热压温度制备T6态SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料试样断口形貌的SEM像
Fig.8 SEM fractographs of T6-treated SiC/Al-7.5Zn-2.8Mg-1.7Cu composites hot pressed at 500 ℃ (a), 520 ℃ (b), 540 ℃ (c) and 560 ℃ (d) (Solid lines show tearing edges. Inset in Fig.8d shows the interface crack)
热压温度对复合材料力学性能的影响主要有3个方面:材料致密性[14]、界面结合性[15,33]和组织均匀性[24]。对于SiC/Al-7.5Zn-2.8Mg-1.7Cu复合材料,在500和520 ℃热压时,虽然较低的烧结温度可以有效地限制界面反应发生,使材料的强度较高。但是,较低的温度不能使初生Mg2Si相细化和充分扩散,导致元素偏聚,使复合材料力学性能的稳定性较差。热压温度升高到540 ℃时,虽然与500 ℃热压的复合材料相比强度略有降低,但界面反应尚不严重,复合材料的延伸率、组织的均匀性和力学性能的稳定性均有提高,这主要得益于Mg2Si的细化和溶解,同时颗粒分布的均匀性也较好。热压温度为560 ℃时,材料的强度下降明显,且力学性能稳定性也有所下降,这主要是因为界面反应的加剧不利于界面结合,同时界面反应诱导Mg向SiC周围偏聚,使得材料组织均匀性变差,消耗Mg也降低主要沉淀相MgZn2的体积分数,弱化沉淀强化作用,进一步促使复合材料强度下降。由于沉淀相的减少和贫颗粒带的增多,热压温度升高导致复合材料强度下降的同时,使延伸率有所提高。
(1) 热压温度在500~560 ℃范围内均能获得具有良好致密度且无孔洞存在的SiC/Al-Zn-Mg-Cu复合材料,热压温度为500 ℃时,SiC颗粒分布最均匀,随着热压温度升高,液相增加,经热挤压后平行于挤压方向的贫颗粒带明显增多。
(2) 热压温度为500和520 ℃时,复合材料中存在初生Mg2Si相,使得Mg元素偏聚,热压温度升高到540 ℃时粗大相细化且溶解于基体中,元素分布变得均匀。热压温度为560 ℃时,界面反应诱导基体中Mg向界面扩散,Mg元素趋向于在颗粒周围富集。
(3) 随着热压温度的降低,材料抗拉强度有所提升,塑性略有降低,但是由于粗大富Mg和Cu相的存在,使得热压温度在540 ℃以下的材料微观组织不均匀,导致材料力学性能的稳定性变差。而热压温度为560 ℃时,界面反应严重,SiC/Al界面结合性变差,抗拉强度下降明显。
 ,1, 刘振宇1, 毕胜1,2, 昝宇宁1,2, 肖伯律1, 马宗义1
,1, 刘振宇1, 毕胜1,2, 昝宇宁1,2, 肖伯律1, 马宗义1
1 实验方法
2 实验结果与分析
2.1 密度及金相组织
Hot pressing temperature / ℃
Measured density / (g·cm-3)
Relative density / %
500
2.877
99.93
520
2.878
99.96
540
2.879
100.00
560
2.881
100.01
图1
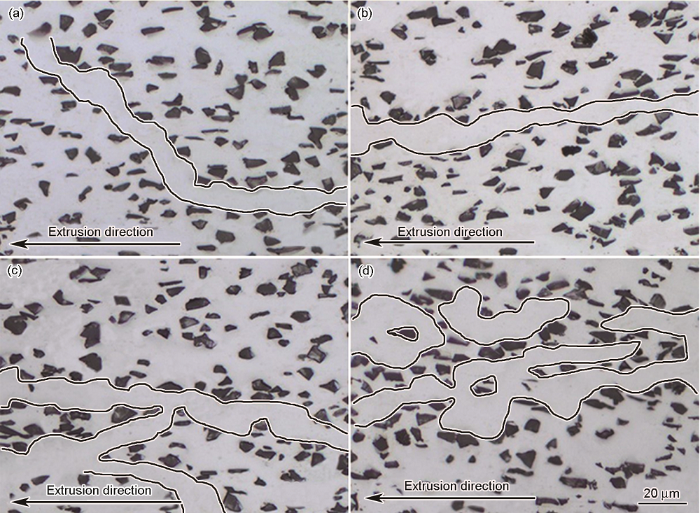
图2
2.2 物相分析和元素分布
图3
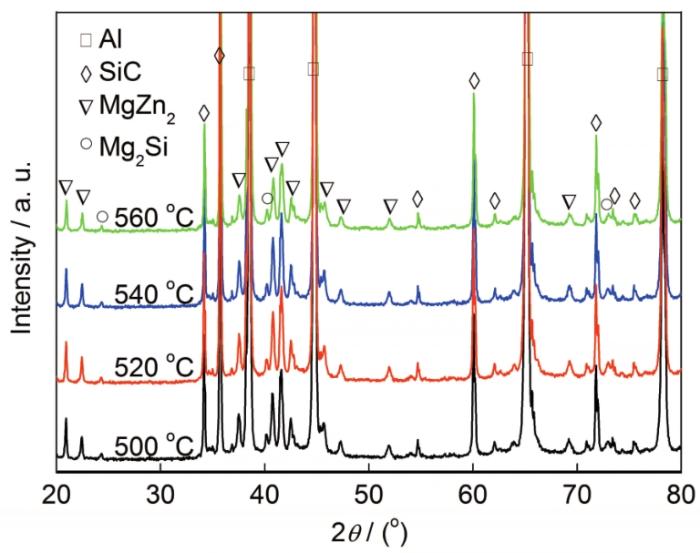
图4
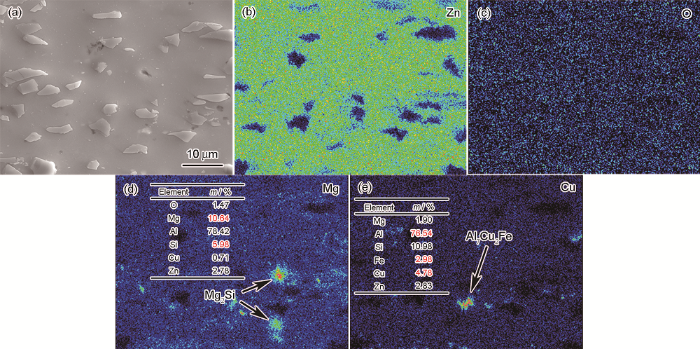
图5
2.3 SiC/Al界面
图6
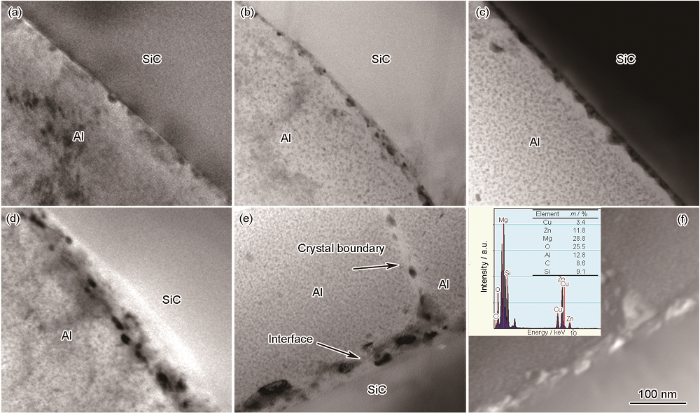
图7
2.4 拉伸性能和断口形貌
500
679
645
2.8
520
675
637
3.0
540
671
632
3.2
560
658
620
3.4
图8
3 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
