



分享:轧制工艺对低牌号无取向电工钢相变退火组织、织构与磁性能的影响

顾晨, 杨平
北京科技大学材料科学与工程学院 北京 100083
摘要
将低牌号无取向电工钢的原始铸坯采用不同的工艺轧制得到5组样品,在H2气氛下进行相变退火处理,使其发生α→γ→α相变,采用EBSD、XRD和磁性能测量技术确定了不同轧制工艺对低牌号无取向电工钢相变退火组织、织构与磁性能的影响。结果表明,与常规再结晶退火处理相比,相变退火处理可显著粗化晶粒降低成品板铁损;相变过程中存在织构遗传现象,相比于热轧-冷轧工艺,直接冷轧工艺相变退火后更有利于获得{100}织构,并显著改善成品板的磁性能;低温热轧比高温热轧能保留更多的{100}取向晶粒,相变退火后成品板中的非{111}取向晶粒增多,并提高了成品板的磁性能;此外,工业板中P和Al元素的偏聚或氧化对相变退火后成品板的组织、织构与磁性能有不利影响。
关键词:
无取向电工钢产量占电工钢总产量的90%左右,其中低牌号无取向电工钢(800~1300牌号)的产量占无取向电工钢产量的70%以上,其特点是制造工艺简单,制造成本低。低牌号无取向电工钢中的Si含量低,因此其磁感应强度高,铁损也较高。这类材料主要用于生产小于1 kW的家用电机和微电机、小电机和小型变压器等。随着电机在不同频率下的应用和对高效节能的追求,对无取向电工钢的磁感应强度和铁损的要求也越来越高。无取向电工钢的磁性能主要受织构、晶粒尺寸和成分等的影响,其中织构对磁感应强度的影响最为显著,晶粒尺寸主要影响成品板的铁损[1,2]。由于{100}取向晶粒在轧板表面上具有2个易磁化方向,能够明显地提高无取向电工钢的磁性能,因此如何获得强的{100}织构一直是无取向电工钢的研究重点。
目前,商业无取向电工钢主要通过优化形变、再结晶工艺来控制其组织和织构。前期的研究[3]表明,对初始组织为强{100}织构柱状晶的样品进行热轧-冷轧并再结晶退火后可得到较强的{001}<210>和{001}<010>织构,且γ线织构得到弱化。但是,在采用优化形变工艺结合再结晶退火的方式制备无取向电工钢时,成品板中所得到的有利{100}织构所占比例(约20%)非常有限。研究[4,5,6,7,8,9,10]表明,采用基于表面效应诱发原理的相变法可显著提高成品板中的有利织构{100}或{110}的比例(接近80%),同时显著粗化晶粒,从而改善成品板的磁性能。但目前关于利用相变法制备{100}织构的研究中,采用的原料大多是在实验室条件下冶炼的以Fe、Si、Mn等元素为主的纯净的铁基合金,其化学成分与商用电工钢存在一定的差异,而商用电工钢中的微量元素对其相变退火组织、织构与磁性能的影响尚不明确。
此外,大量研究[11,12,13,14]证实,再结晶退火前的轧制工艺会影响成品板的组织和织构,进而影响成品板的磁性能。文献[15,16,17]指出:将热轧板进行常化处理可粗化热轧组织,初始晶粒尺寸大的热轧组织中有较强的{110}<001>织构组分,再结晶退火后可通过织构遗传保留到成品板中,并提高成品板的磁感应强度;而再结晶退火后获得的成品板的晶粒尺寸随着热轧板初始晶粒尺寸的增大而增大,从而能有效降低成品板的铁损。张宁等[18]对柱状晶长轴平行于法向的样品直接冷轧和再结晶退火后发现,初始取向具有遗传性,初始组织中的立方织构在最终再结晶退火后得以部分保留,且在中等压下量下直接冷轧并再结晶退火后可抑制γ线织构的形成。由此可见,优化轧制工艺(将热轧板进行常化处理,将样品直接冷轧等)有利于改善再结晶退火的组织、织构和磁性能。但目前关于轧制工艺对相变退火板的组织、织构与磁性能的影响尚未得到充分讨论。
本工作采用商用低牌号无取向电工钢连铸坯为原材料,考察不同轧制工艺对相变退火组织、织构与磁性能的影响,同时讨论和分析商用电工钢中的微量元素对相变退火组织、织构与磁性能的影响。以期通过调控轧制工艺并利用相变退火改善低牌号无取向电工钢的磁性能,为相变法在商用无取向电工钢上的应用提供参考依据。
本工作选用工业1300牌号无取向电工钢的连铸坯为原始材料,其主要化学成分(质量分数,%)为:C 0.002,Si 0.35,Mn 0.13,P 0.14,Al 0.18,Fe余量。利用DIL805热膨胀仪测得原始铸坯的临界相变温度为(升温速率为200 ℃/s, 降温速率300 ℃/h): Ac1=980 ℃ (α→γ转变开始温度),Ar1=938 ℃ (γ→α转变终了温度),Ac3=1090 ℃ (α→γ转变终了温度),Ar3=973 ℃ (γ→α转变开始温度)。将连铸坯中柱状晶的长轴方向定为轧板法向(ND),按表1所示的5种轧制工艺进行热轧-冷轧或直接冷轧处理。分别考察不同工艺下热轧温度、热轧压下率、热轧后冷却方式及冷轧前的初始组织对相变退火组织、织构与磁性能的影响。其中工艺A、C和D的热轧总压下率为80%,工艺B的有效压下率为50%,热轧板厚度均为2 mm,且均在铁素体区完成终轧;冷轧(包括直接冷轧)压下率均为82.5%,冷轧板厚度为0.35 mm。将冷轧后的样品在管式炉中进行相变退火处理,采用到温入炉的方式,退火工艺为:在1100 ℃保温7 min后(从样品入炉开始计时),以300 ℃/h的冷却速率降至900 ℃,随后空冷;退火气氛为8 L/min流量的H2。将最终相变退火后得到的样品进行切割、磨抛和侵蚀后,利用装配电子背散射衍射(EBSD)探头以及Channel 5取向分析系统的ULTRA 55扫描电镜进行组织形貌观察和微观取向分析,用D8 advance X射线衍射仪(XRD)测定宏观织构,测量时使用Mo靶首先测出试样的{110}、{200}和{211} 3个不完全极图,然后采用级数展开法计算取向分布函数(ODF)。将实验中制得的无取向电工钢成品板裁成尺寸为50 mm (RD,轧向) ×50 mm (TD,横向)的样品,利用NIM-2000E硅钢单片磁性能测量仪测试样品2个轧面4个方向的磁感应强度(B50)及铁损(P1.5),再分别算出沿RD及TD的磁性能均值。测试时,涡流系数取0.3,样品密度为7.85 g/cm3。使用GDS850A辉光离子放电光谱仪检测退火后样品表层沿深度方向的元素分布特征。本实验中,各典型取向的最大允许偏差角设为15°。
图1为原始铸坯的宏观组织与EBSD数据。铸坯原始组织主要为粗大的柱状晶粒。从图1a中可以看出铸坯冷却过程中的δ-铁素体→奥氏体(γ)→α-铁素体的2次相变并没有显著改变凝固柱状晶的组织特征,说明相变过程中存在明显的组织形貌遗传;从图1b和c中可见,柱状晶的主轴方向仍是<100>方向,说明相变过程中还存在织构遗传。从图1e中Kikuchi带衬度及重合位置点阵(CSL)晶界分布可见,原始铸坯大柱状晶与内部的小等轴晶之间存在大量Σ3晶界 (Σ3晶界是2个相邻晶粒之间的一种特殊的CSL,可以用<111>60°轴角对来表示它的取向差),说明这些晶粒发生γ→α相变时遵循K-S (Kurdjumov-Sachs)取向关系。但原始铸坯中这种对磁性能有利的初始{100}织构,在工业生产的热轧-冷轧及再结晶退火过程中几乎全部消失,最终得到强的{111}<112>织构和细小的晶粒组织(平均晶粒尺寸约为25 mm,晶粒尺寸均方差约为15 μm),如图2所示,对应的P1.5为5.42 W/kg,B50为1.756 T。
表1 相变退火前的轧制工艺
Table 1 The rolling process before final transformation treatment
图1 原始铸坯的宏观组织与EBSD数据
Fig.1 Macrostructure and EBSD data of the cast slab (φ1, ?, and φ2 are the Euler angles, which form a three-dimensional orientation space; RD, TD and ND represent rolling direction, transverse direction and normal direction of the sheets, respectively)
图3为不同热轧工艺(工艺A~D)下的热轧样品的EBSD取向成像图及ODF截面图(φ2=45°)。工艺A条件(热轧温度为1150 ℃)下,热轧样品表层和次表层为细小的等轴晶且多呈{110}取向,中心层晶粒尺寸粗大,且受到一定程度的形变,整体为弱的剪切织构特征,如图3a和e所示。在相同热轧温度但小热轧形变量的工艺B条件下,得到的热轧组织与工艺A的相近,均为等轴晶组织。工艺B条件下的热轧样品表层主要为{110}取向的等轴晶,中心层为{111}与{100}取向的等轴晶,整体织构特征是较为随机的取向分布,晶粒尺寸更大且更均匀,如图3b和f所示。工艺B的热轧样品较工艺A的热轧样品晶粒尺寸大,这是由于工艺B的样品从10 mm热轧至4 mm后重新回炉(1150 ℃)保温5 min,消除了形变的累积作用,热轧过程中的有效变形量较小所导致的。热轧加热温度为1100 ℃ (工艺C和D)条件下得到的热轧组织均为形变和回复组织,由于热轧后的冷却方式不同,二者之间织构分布特征差异明显。工艺C条件下热轧后空冷的样品(图3c)表层主要为剪切作用产生的{110}织构,中心层主要为{111}与{100}织构;而工艺D条件下热轧后水冷的样品(图3d)表层与中心层均为{111}与{100}织构,基本没有受到剪切的作用。工艺D条件下得到的热轧板组织形变痕迹更为显著,这是由于其热轧后水冷从而加快了冷却速率导致的。但工艺C和D的热轧板中剪切织构的差异并不是不同的冷却速率造成的,而可能是2种工艺下不同道次间的温度差异所导致的。由图3可知,热轧温度较低的工艺C和D得到形变组织和形变织构,而热轧温度较高的工艺A和B则得到再结晶组织和织构。
图2 1300牌号工业退火板的EBSD数据
Fig.2 EBSD data of annealed sample for commercial 1300 grade non-oriented electrical steel
图3 不同热轧工艺下的热轧样品EBSD取向成像图及ODF截面图(φ2=45°)
Fig.3 IPF-Z maps (a~d) and ODFs at φ2=45° section (e~h) for through-thickness cross section of hot rolling samples in processes A (a, e), B (b, f), C (c, g) and D (d, h), respectively
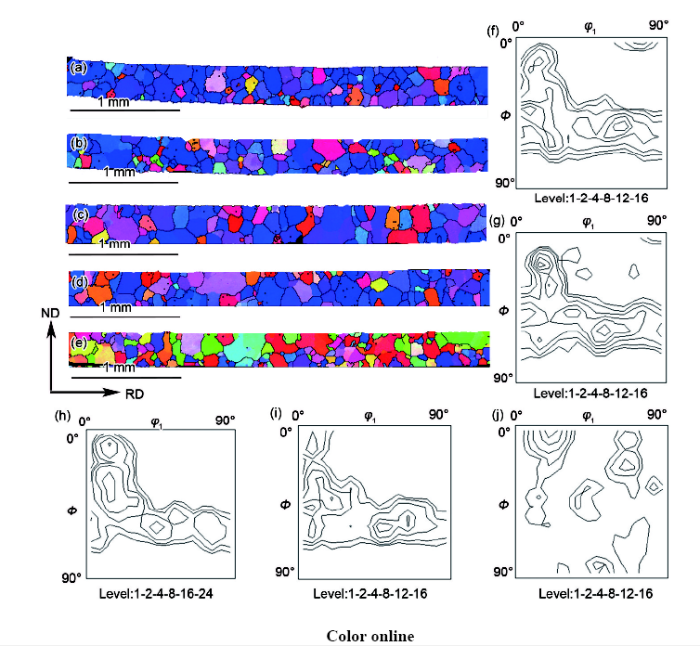
图4为不同热轧工艺、相同冷轧压下率(82.5%)下冷轧样品的ODF图(φ2=45°)。从图4a~d中可以看出,热轧-冷轧(工艺A~D)后的样品织构类型主要为α线织构,γ线织构较弱。与高温热轧-冷轧后(工艺A和B,图4a和b)的样品相比,低温热轧-冷轧后(工艺C和D,图4c和d)得到的α线织构较强,而工艺A和B之间(热轧有效压下率不同)、工艺C和D之间(热轧后冷却方式不同)的冷轧样品的织构差异较小。具有粗大{100}取向柱状晶的原始铸坯直接冷轧(工艺E)后得到的冷轧织构以45°旋转立方织构为主,{111}织构相对较弱,如图4e所示。
Fig.4 ODFs at φ2=45° section of texture on the surface of cold rolled samples in the processes A (a), B (b), C (c), D (d) and E (e), respectively
图5为不同工艺下冷轧样品在1100 ℃的H2气氛下相变退火后的EBSD取向成像图及ODF截面图(φ2=45°)。图5a和f为工艺A下热轧-冷轧后的样品相变退火得到的IPF-Z图与ODF图(φ2=45°)。可以看出工艺A样品相变退火后的组织主要为{111}取向的等轴晶,还有较弱的α* ({h 1 1}<1/h 1 2>)织构。在工艺B下热轧-冷轧后的样品相变退火得到组织与织构如图5b和g所示,为以{111}面织构为主的等轴晶。与工业成品板(图2)和高温1150 ℃热轧的相变退火板(工艺A和B)相比,在1100 ℃下热轧的样品(工艺C和D)相变退火后得到的织构类型稍好,对磁性能有利的α和α*线织构更强,不利的{111}织构稍弱,如图5c和h、图5d和i所示。与低温热轧后水冷(工艺D)的样品相比,热轧后空冷(工艺C)的样品最终相变退火后得到的组织与织构类型区别不大。图5e和j给出了初始组织为{100}型柱状晶的原始铸坯直接冷轧(工艺E)后相变退火得到的组织与织构,相比于其它工艺,该工艺下的相变织构明显优化,织构类型主要为25°旋转立方织构和{110}面织构。
图5 不同轧制工艺下的冷轧样品相变退火后的EBSD取向成像图及ODF截面图(φ2=45°)
Fig.5 IPF-Z maps (a~e) and ODFs (φ2=45°) (f~j) for through thickness cross section of annealed samples in the rolling processes A (a, f), B (b, g), C (c, h), D (d, i) and E (e, j), respectively
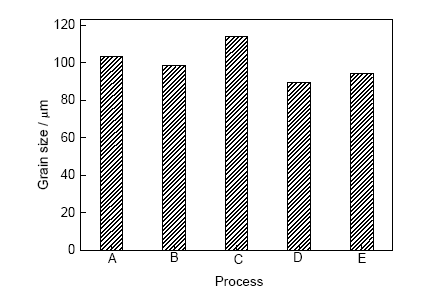
图6 不同轧制工艺下相变退火后样品的平均晶粒尺寸分布图
Fig.6 Average grain sizes of annealed samples in different rolling processes
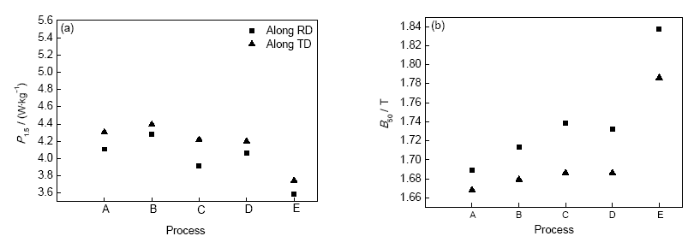
图6为不同轧制工艺下相变退火后样品的平均晶粒尺寸分布图(其中工艺A、B和D成品板的平均晶粒尺寸均方差约为51 μm,工艺C和E成品板的平均晶粒尺寸均方差约为58 μm)。可以看出,通过相变法得到的样品晶粒粗大,远大于工业板的平均晶粒尺寸(25 μm左右),对应的铁损值也比工业板的铁损值低(P1.5=5.42 W/kg),铁损数据如图7a所示。同时,从图7b的磁感应强度数据可以看出,热轧-冷轧后的样品经相变法处理后,成品板的磁感应强度未得到显著提高,且低于工业成品板的磁感应强度(B50=1.756 T)。但直接冷轧工艺下的样品经过相变处理后,磁感应强度明显提高。
图7 不同轧制工艺下相变退火板的磁性能
Fig.7 Iron loss (P1.5) (a) and magnetic induction (B50) (b) of transformation annealed samples in different rolling processes
本工作所用原始铸坯的初始组织主要为粗大的柱状晶。通常情况下,连铸坯从凝固后的δ-铁素体到室温α-铁素体经历了2次扩散型相变(δ→γ→α),初始晶粒应在相变过程中细化。但本工作中所用的原始铸坯却保留了粗大的柱状晶组织,且{100}取向晶粒体积最大,具有显著的组织形貌遗传和织构遗传特点。这是由于在γ→α的相变过程中,Fe<100>方向的弹性模量最低,在表面形成{100}取向的晶核,有利于垂直于表面的法向<001>自由释放应变能,并降低γ→α相变过程中的应变阻力。同时,连铸坯冷却时的散热方向与柱状晶<100>轴的方向一致,从而使弹性模量的各向异性能发挥出来,因此{100}取向晶粒最大。此外,从图1e中还可以看出,在原始铸坯的组织中大晶粒与小等轴晶之间存在着K-S关系,其中呈Σ3关系的变体对数量最多,明显多于其它变体对。这说明变体选择遵循最大程度降低相变应变能的规律,2个变体析出比单个变体析出能更大程度降低相变应变能,而Σ3变体对的出现产生的应变能更小,因此等轴晶中出现的Σ3变体对多于其它变体对[19,20]。由此可见,原始铸锭在δ→γ→α相变过程中存在织构遗传现象,且遵循K-S关系发生变体选择。
原始铸坯的初始晶粒粗大,且以{100}面织构为主,在不同热轧工艺(工艺A~D)下得到了图3所示的4组不同的热轧初始组织。将其冷轧后与直接冷轧(工艺E)的样品在H2气氛下进行相变退火,得到的成品板的组织与织构如图5所示。从实验结果可以看出,直接冷轧工艺E的样品相变退火后得到{100}和{110}织构的比例更高,成品板的磁感应强度(图7)得到显著提高。这是由于在发生α→γ相变之前还存在一个快速再结晶过程,再结晶组织在后续的α→γ→α相变过程中能通过织构遗传得以保留,这种织构遗传现象的出现与相变过程中遵循K-S关系而发生的变体选择有关:当相邻的2个初始α-铁素体晶粒取向相近时,在α→γ相变过程中,为了降低相变阻力,α晶粒遵循K-S关系发生变体选择,形成取向相近的2个γ晶粒;冷却过程中发生γ→α相变,这2个γ晶粒遵循同样的变体关系在其相邻晶界上形成新的α晶粒,其取向与初始的α晶粒的取向相同[21,22,23]。因此α→γ→α相变后,初始的织构得以保留,发生织构遗传现象。同时本实验中的样品含有0.13%的Mn,相关研究[23]表明,Mn元素可强化α→γ→α相变过程中的织构遗传效应。
相比于热轧-冷轧的样品,直接冷轧样品的总形变量小,表面剪切效应小,其冷轧组织中保留了较多的{100}织构组分且存在较多具有形核优势的{110}晶核。在相变前的再结晶过程中,通过形核长大,对磁性能有利的{110}和{100}织构增强,并在α→γ→α相变过程中通过织构遗传保留到成品板,从而使磁感应强度得到了明显改善。此外,与高温热轧(工艺A)相比,低温热轧(工艺C)的样品在冷轧及相变退火后,退火板中的非{111}取向晶粒增多,磁性能也得到有效提升(图7)。这是因为在热轧时,低温热轧后的样品得到的{100}织构比例稍高,在后续的冷轧过程中保留了更多{100}晶粒,冷轧样品中的α线织构也更强(图4a和c),这些有利的织构通过织构遗传可部分保留到成品板中。因此工艺C中成品板的织构类型更好,磁感应强度更高。实验结果表明,相变过程同样存在织构遗传现象,相变前的织构(包括对磁性能不利的{111}织构)可通过织构遗传保留到成品板中,且冷轧前的初始组织对最终的相变织构有显著影响。
从图6可以看出,不同轧制工艺下的冷轧样品相变退火后成品板晶粒明显粗化,远大于工业板的平均晶粒尺寸。而晶粒尺寸又是影响铁损的重要因素,粗大的晶粒组织通常有利于获得良好的软磁性能,主要表现为铁损随晶粒尺寸的增大而降低,且存在对应铁损值最低的最佳晶粒尺寸。因此本工作中相变退火后成品板的铁损比工业板的铁损要低,且平均晶粒尺寸约为94 μm的工艺E (直接冷轧)下成品板的铁损最低(图6和7a)。实验结果表明,相变处理可显著粗化晶粒,从而有效降低铁损。对于热轧变形量不同的工艺A (热轧有效变形量为80%)和工艺B (热轧有效变形量为50%)而言,工艺B的热轧组织平均晶粒尺寸较大,相变退火后,工艺B的相变组织平均晶粒尺寸反而更小(图6),与再结晶退火工艺下成品板的晶粒尺寸随着热轧板的初始晶粒尺寸的增大而增大的规律相反[16]。这是由于相变与再结晶的机制不同。通常热轧板晶粒越小,冷轧形变储能越高,再结晶退火时的形核率也越高;同时由于再结晶晶核易于在热轧板的原始晶界处形核,而热轧板晶粒尺寸越小,原始晶界就越多,也能提高再结晶形核时的形核率。基于上述2方面原因,热轧板晶粒尺寸越小,再结晶退火后成品板的晶粒尺寸也越小,具有组织遗传性。而发生相变的过程中,变形后的α-铁素体先要转变成γ,再从γ转变成α-铁素体,最终形成的铁素体晶粒的大小不仅与初始的铁素体晶粒尺寸有关,还受相变后的奥氏体晶粒尺寸的影响。因此初始晶粒的尺寸优势在相变后,不一定能通过组织遗传保留到最终相变退火后的组织中。相应地,工艺A下成品板的晶粒尺寸较大,其铁损也较低,但工艺A与工艺B相变退火后的成品板的织构与磁性能差异不大,表明热轧形变量的差异对最终相变组织、织构与磁性能的影响较小。同样,对比热轧后冷却方式不同的2组工艺(工艺C、D)的退火样品可知,热轧冷却方式的差异对最终相变组织、织构与磁性能的影响也较小。
章楼文等[9,10]用实验室冶炼的Fe-Mn合金作原始材料在H2气氛下进行相变退火,最终的成品板得到了以强{100}织构为主的柱状晶组织,而相变退火前的强{111}织构并没有通过织构遗传保留到最终的相变组织中。这是因为在特定的气氛条件下,通过原子吸附或偏析,{100}晶面的表面能达到最低,{100}取向晶粒在样品表面具有形核优势,而织构遗传效应在该合金的相变退火过程中的作用被弱化。因此最终相变退火后得到了大量的{100}织构,而{111}织构的比例明显减少。这表明,通过相变过程中的这种表面诱发效应形成的强{100}织构可以显著改善成品板的磁性能与组织。
而在本工作中,5个不同工艺下的样品相变退火后均未得到柱状晶组织且未能得到强的{100}织构,说明表面诱发效应在成分复杂的商用电工钢中未起作用。排除工艺的影响,成分很有可能是造成这种差别的主要原因。本工作选取工艺C的相变退火板对其表层沿深度方向的P、Al、Si和O等元素分布特征进行分析,得到的辉光放电数据如图8所示。从图8a可以看出,样品表面的Si与O含量的变化规律基本一致,说明在样品最表层有一层以SiO2为主要成分的氧化层。同时从图8b和c可以看出,样品表面Al与P的质量分数均高于其平均值(Al为0.18%,P为0.14%),说明在样品表面还有少量的P与Al元素的偏聚。
图8 工艺C下相变退火后样品表面的辉光放电光谱
Fig.8 Glow discharge spectrum (GDS) data profiles for the annealed sample in process C
利用相变法制备强{100}织构的相关研究[24]发现,当样品含有一定量的Al、Si等元素时,相变退火过程中,Al和Si会与O结合,在样品表面形成一层氧化膜,通过改变金属表面的弹性能从而阻碍{100}织构的形成,其中Al对{100}织构形成的阻碍作用更大。此外,章楼文等[10]通过调整工艺,在Si含量为0.82%的合金中制得对磁性能有利(以{100}和{110}织构为主)的较完整的柱状晶组织,也表明了Si元素的有害作用有限或可以克服。Al除对{100}织构的形成有阻碍作用外,还对无取向电工钢的铁损有影响。研究[25,26]表明,Al与N结合形成的细小的AlN粒子(<0.5 μm)会钉扎晶界,从而使铁损升高,但对磁感应强度没有明显影响,且Al含量的增高会使AlN阻碍晶粒长大的作用减弱。同时在样品表面偏聚的P元素会对成品板的组织与磁性能产生不利影响,在一定浓度范围内,随着P元素的增加,成品板的磁感应强度会随之下降,且P元素会在晶界处偏聚并细化晶粒[27,28]。
因此本工作中商用低牌号无取向电工钢相变退火后未得到表面效应诱发形成的强{100}织构的柱状晶组织,可能和P元素在晶界的偏聚有关,同时Al也会在晶界处偏聚,阻碍晶粒长大,也可能是影响柱状晶和{100}织构形成的重要因素,且P和Al对成品板的磁性能均有不利的影响。
(1) 与同成分的工业生产的低牌号无取向电工钢相比,相变处理可显著粗化晶粒,降低铁损;直接冷轧的样品相变退火得到{100}和{110}织构的比例更高,成品板的铁损和磁感应强度都得到显著改善。
(2) 相变退火存在织构遗传现象,冷轧前的初始组织对最终的相变织构有显著影响。与高温热轧工艺相比,低温热轧工艺能保留更多的{100}取向晶粒,相变退火后成品板中的非{111}取向晶粒增多,磁性能得到提升;直接冷轧工艺因总形变量小,初始{100}取向在冷轧板中得到更好的保留,相变退火得到{100}和{110}织构的比例更高,磁性能也得到明显优化;热轧形变量和热轧后冷却方式的差异对最终相变组织、织构和磁性能的影响较小。
(3) 不同轧制工艺条件下,低牌号无取向电工钢相变退火后得到的组织均为等轴晶,而不是表面效应诱发形成的典型柱状晶组织,可能是P和Al元素的表面偏聚或氧化导致的。同时,工业板中P和Al元素还对相变退火后成品板的织构与磁性能有不利影响。
The authors have declared that no competing interests exist.
 , 毛卫民
, 毛卫民
1 实验方法
2 实验结果
Processing route
Hot rolling
Cold rolling
A
Holding at 1150 ℃ for 30 min, hot rolling by 3 passes and air cooling, 2 mm thickness in hot band, 80% rolling reduction
Cold rolling to 0.35 mm (82.5%)
B
Holding at 1150 ℃ for 30 min, hot rolling to 4 mm, then reheating at 1150 ℃ for 5 min followed by 2 passes to 2 mm thickness, air cooling, 50% rolling reduction
Cold rolling to 0.35 mm (82.5%)
C
The same as route A except heating at 1100 ℃, air cooling, 80% rolling reduction, 2 mm thickness
Cold rolling to 0.35 mm (82.5%)
D
The same as route C, water cooling
Cold rolling to 0.35 mm (82.5%)
E
-
Direct cold rolling to 0.35 mm (82.5%)
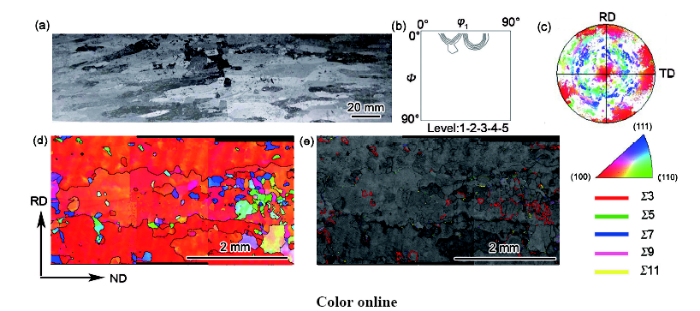
(a) macrostructure
(b) orientation distribution function (ODF) at φ2=45° section
(c) {200} pole figure
(d) IPF-X (projection of the grain orientations that are parallel to RD in the crystal coordinate system) map (IPF—inverse pole figure)
(e) Kikuchi band quality map

(a) IPF-Z (projection of the grain orientations that are parallel to ND in the crystal coordinate system) map for rolling plane
(b) {200} pole figure
(c) ODF at φ2=45° section


3 分析讨论
3.1 原始铸坯相变过程中的组织及织构遗传分析
3.2 轧制工艺对相变退火组织、织构与磁性能的影响
3.3 微量元素对相变退火组织、织构与磁性能的影响

(a) O, Si, Al, P profile after annealing within 2.0 μm from the surface
(b) Al, P profile after annealing within 1.0 μm from the surface
(c) P profiles after annealing within 1.0 μm from the surface
4 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
