



分享:综述:SiC/Al界面反应与界面结构演变规律及机制

邱丰, 佟昊天, 沈平, 丛晓霜, 王轶, 姜启川
吉林大学材料科学与工程学院 长春 130025
摘要
高温制备过程中熔融Al与SiC直接接触,二者间界面反应发生的可能性与多向性直接影响复合材料的界面结合状态。全面了解Al和SiC之间的界面结合、界面反应、界面结构等对于提高材料性能有着极其重要的作用。尽管人们对Al及其合金与SiC之间的润湿性和界面反应的研究很多,但很多结论仍存在分歧,且对Al与SiC真实润湿性的认识不够全面。Al与SiC之间界面反应发生的反应程度与反应时间、温度有很大关系,但是对于反应参数与反应程度之间的具体对应关系还没有系统的综述。合金元素的添加可以减弱界面反应的发生,然而在不同反应条件下,所添加合金元素的量与界面反应程度的关系,以及合金元素对于界面反应的影响机制还没有明确报道。本文系统地综述在确定的反应时间与反应温度条件下的界面反应、界面产物以及反应产物演变规律及机制等,Al以及添加不同合金元素的合金与SiC界面情况及界面润湿行为影响机制。从界面润湿、界面反应以及界面产物角度,为制备复合材料过程中所选择的工艺参数提供实验依据。
关键词:
在高温制备过程中,Al基体与SiC颗粒增强体在直接接触的过程中界面反应发生的可能性与多向性,直接影响着复合材料中的界面结合状态,最终对复合材料的性能产生重大影响。界面的特性严重影响着复合材料的性能,即界面的润湿性、结合性、界面反应、界面缺陷等对于复合材料的综合性能有着显著的作用[1,2,3,4,5]。全面了解SiC/铝基复合材料中Al和SiC之间的界面结合、界面反应、界面结构等对于提高材料性能有着极其重要的作用[6,7,8,9,10]。高温条件下熔融的Al与其直接接触的SiC发生界面反应形成脆性相Al4C3。为了更好地提高复合材料的综合性能,需要对此界面反应加以控制,以获得一个较好的传递载荷的结合界面。
尽管人们对 Al 及其合金与 SiC 之间的润湿性和界面反应的研究较多,但很多结论仍存在分歧,且对 Al 与 SiC 真实润湿性的认识不够全面。Al与SiC之间界面发生反应的程度与反应时间、反应温度有着很大的关系,但是对于反应参数与反应程度之间的具体对应关系还未见系统的研究和综述报道。合金元素Si、Cu、Mg、Ti等的添加可以减弱界面反应的发生,然而在不同反应条件下,所添加合金元素的量与界面反应程度的关系,以及合金元素对于界面反应的影响机制还没有明确报道。
本文系统地综述在确定的反应时间与反应温度条件下的界面反应情况、界面产物以及反应产物演变规律及机制。研究观察了Al以及添加不同合金元素后的合金与SiC界面情况及界面润湿行为影响机制。揭示Al/SiC界面反应过程及控制机制;揭示Al-SiC界面结合及合金元素影响的物理本质;探索了合金元素对Al-SiC体系润湿性和黏着功的影响规律。仅从界面润湿、界面反应情况以及界面产物角度,为制备复合材料过程中所选择的工艺参数、合金成分以及SiC表面预氧化及包覆处理工艺提供实验依据。
在SiC颗粒增强铝基复合材料的界面处始终存在着影响其性能的有害界面反应[11],即:3SiC+4Al→Al4C3+3Si,此反应的危害主要表现为3个方面[12,13]:(1) Al4C3为离子型碳化物,呈脆性,降低了界面在复杂应力下传递载荷的作用,Al4C3极易水解,生成CH4和Al(OH)3,使复合材料的耐蚀性降低;(2) Al4C3的形成降低作为增强相的SiC颗粒本身的增强效果;(3)该反应生成Al4C3的同时,也生成了Si,Si含量的增加会在界面处形成Al-Si共晶,降低复合材料本身的力学性能。该界面属于既有溶解又有反应结合的界面,其反应过程大致可以分为以下几个过程:首先,SiC溶解,产生游离的Si和C,通过自扩散的方式自SiC表面向Al液中扩散;Si的溶解度较高,而C在Al液中的溶解度较低;溶解的C与Al反应生成Al4C3,由于C在Al液中的扩散率较高,溶解度较低,因此在基体中会迅速呈现C饱和状态,导致Al4C3析出[14,15]。在反应开始阶段,SiC溶解后的C渗透分布在液态Al中,并且在SiC颗粒表面形成Al4C3晶核。反应生成在SiC表面的Al4C3并不能有效保护SiC颗粒,因此,如果热力学条件允许,界面反应将一直继续下去。
Viala等[16]研究一个大气压下Al-C-Si三元系统中稳定和亚稳定的平衡关系时,提出了一个热力学模型来描述Al与SiC之间的反应,该模型认为:(1) 温度低于923 K时,Al与SiC在热力学上不发生反应;(2) 温度在(923±3) K时,即低于纯Al熔点10 K左右,在Al-C-Si三元系统中发生反应Al(s)+SiC(s)→Al4C3(s)+L1,其中L1相为三元(Al-C-Si)液态相,但该液态相C含量非常低,Si含量(原子分数,下同)在1.5%±0.4%,主要为Al;(3) 温度在923~1620 K时,发生反应[Al]+SiC(s)→Al4C3(s)+[Si],当SiC过量时,SiC、Al4C3和三元液态相L2 (Al-C-Si)形成亚稳定平衡状态,相对于L1相来说L2相C的含量很低,但是Si含量有所提高;(4) 温度在1670~1900 K时,发生反应[Al]+SiC(s)→Al4SiC3+[Si],当SiC的量不足时,会存在L3 (SiC和Al4SiC4)和L4 (Al4SiC4和Al4C3) 2种液态相,前者是稳态相,后者是亚稳态相;(5) 当温度升高至2200 K以上时,亚稳定平衡相L4将会被稳定的Al4SiC4和Al8SiC7相代替。
Viala等[17]随后进一步研究了液态纯Al与单晶SiC的Si面和C面的反应机制。当温度为1000 K时,从热力学原理角度分析反应的机理为溶解-析出机制。即当SiC晶体在纯液态Al中加热时,它们开始溶解,但是没有形成任何其它相。当熔融金属中的Si和C含量增多时,由于C在液态Al中的溶解度极低,溶解期非常短。随着反应继续进行,Al4C3横向扩展长大至更大的区域,通过溶解导致的腐蚀继续在没有保护的区域发生。只要液相中的Si含量低于4.7%,溶解反应可以一直进行下去。基板表面极性会严重影响SiC分解速率,C面的溶解速率要比Si面慢得多,但是Si面很快便可以被Al4C3晶体覆盖,形成一层保护层,防止进一步溶解。然而C面依然与液态Al直接接触,因此溶解过程继续以一个恒定较小速率进行下去,直至SiC晶体完全分解[18,19]。下面将从纯Al与SiC陶瓷之间的润湿行为和界面结构来分析2者之间的反应过程,期待从本质上揭示Al/SiC界面反应过程及机制。
SiC与Al基体的润湿性是决定复合材料制备难易及综合性能的重要因素。润湿性的好坏将对增强体在液态金属基体中是否能够均匀分布等产生很大影响。另外,润湿性的好坏还会在一定程度上决定界面结合的质量,从而影响复合材料的性能[20,21,22,23,24]。因此,准确测量SiC与Al基体的润湿性,掌握润湿性的影响因素,从而有针对性地对工艺参数加以调控,以实现铝基复合材料性能的提高。座滴法是目前最为普及、简便但也最为传统的润湿性测量方法,但也存在诸如金属表面已形成氧化膜且难去除、初始接触角难获得、金属易与基板反应等引起误差的问题[25,26],目前有很多科研工作者都在探索改进座滴法,避免上述问题。利用通管预先保存金属,待到实验温度时再将金属液滴落,或借助外界压力挤出液滴等方法已经应用于实验过程中[14,27,28]。
本课题组[20]改良了传统测量润湿性的座滴法,利用真空机械加压手段,研究发现在973~1273 K温度范围内对Al-SiC体系润湿性和铺展动力学的影响规律:升高温度能够显著改善Al/SiC体系的润湿性,加快液滴在基板上的铺展。在温度T≤1073 K时,接触角在经历初始阶段的快速减小后便不再变化。而1123 K时接触角经历初始阶段的快速减小后还能缓慢减小,体系开始出现由不润湿向润湿的转变。温度更高(1273 K)时,接触角快速减小并在较短时间内达到最终平衡状态。此外,973~1273 K温度范围内体系的初始接触角和最终接触角分别位于125°~105°和95°~57°,2者都随着温度的升高而减小。以1173 K为例,采用真空机械加压方法测量Al/SiC体系的典型润湿阶段,发现该体系的润湿动力学过程可以分为3个不同的阶段。第1阶段从初始接触角109°开始,由于Al滴表面的氧化膜在挤出的过程中已被破除,因此这一阶段接触角的快速减小实际上受SiC表面去氧化控制。第2阶段受反应控制,其润湿曲线表现出明显的反应控制铺展规律,并很好地符合Dezellus模型[29]:
其中,θe、θd和θ0分别是平衡、动态和初始接触角,kr是代表铺展速率的动态常数,t是铺展时间。应用铺展速率随时间的变化(即拟合直线的斜率)和Arrhenius公式得到直线铺展阶段的激活能为302 kJ/mol,该值与Si—C键能327 kJ/mol非常接近。这意味着第2阶段的铺展可能与SiC基板表面Si—C键断裂,即SiC的溶解有关。在此温度下,SiC逐渐溶解释放游离的[Si]和[C],由于C在Al中的溶解度非常小,SiC溶解产生的C很容易在Al中达到饱和并以产物Al4C3的形式析出。因此,第2阶段的铺展受界面生成Al4C3的反应控制。第3阶段中铺展速率变慢,接触角的减小非常有限。同时,观察其微观组织发现,1173 K温度下样品的界面中心区域被致密Al4C3层覆盖,三相线区域由于液滴接触的时间短(铺展过程中三相线一直在运动)形成不连续的Al4C3颗粒。因此在这一阶段,Al滴在SiC-Al4C3复合界面上铺展直至Al在Al4C3上的平衡接触角达到55°左右。还发现了973~1173 K温度范围内Al熔体在SiC基板上恒温润湿2 h冷却后界面均有Al4C3形成,但是低温(973~1073 K)下生成的Al4C3尺寸较小且分布较分散,1123 K时产物呈长条状连续分布且尺寸很小,1173 K时界面上产物有所长大,呈片状在界面连续分布。随着温度的升高或润湿时间的延长,产物有增多的趋势。
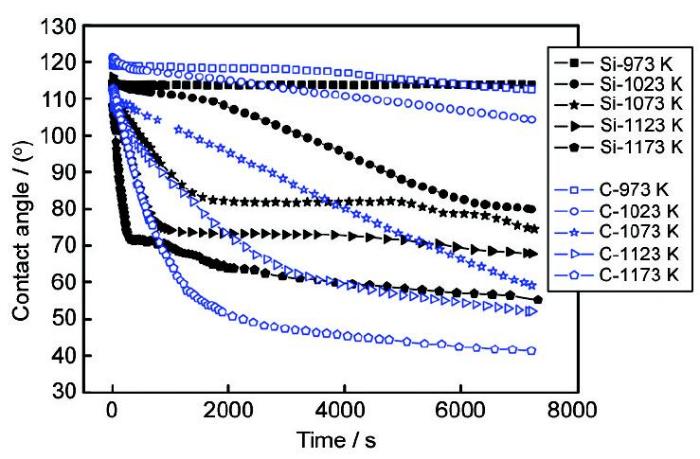
6H-SiC由Si—C双原子层结构按特定的次序平行堆垛而成,如图1所示,垂直于C轴切割SiC晶体将得到2类极性面:Si终结面和C终结面。图2[21]所示为973~1173 K熔融Al在6H-SiC单晶Si终结面和C终结面上接触角随时间的变化。两极性面上初始接触角θ0均在105°~120°范围内,基本不随温度变化而变化。当温度低于1073 K时,两极性面上的铺展都很缓慢,随着温度升高,铺展速率明显加快。1173 K时Al熔滴在Si终结面上最终铺展至平衡接触角56°。C终结面上接触角随时间连续变化,未出现明显的滞留。在初始线性铺展阶段,C终结面上的铺展速率明显慢于Si终结面上,但C终结面上最终润湿性却更好。1173 K润湿2 h后,C终结面上接触角已达到40° 。综上,纯Al在SiC两极性面上的润湿行为存在显著差异,因此SiC表面极性对Al/SiC体系润湿性有着重要影响[21]。
图1 Si—C双原子层结构及6H-SiC晶体结构示意图
Fig.1 Schematic of Si—C diatomic structure and 6H-SiC crystal
图2 973~1173 K温度范围内熔融Al在6H-SiC单晶Si终结面和C终结面上接触角随时间的变化[
Fig.2 Variations in contact angle with time for molten Al on the Si-terminated and C-terminated 6H-SiC single crystals at 973~1173 K[
通过观察润湿实验样品中凝固的Al滴被完全腐蚀掉后界面中部形貌[21]可发现,等温润湿2 h后,Al/Si终结SiC界面被Al4C3层所覆盖。973 K时产物层不连续,当温度T ≥1023 K时,产物层变得连续且致密,而温度T ≤1073 K时只存在很少量细小的颗粒状Al4C3。1123~1173 K时界面上的Al4C3生长为板块状且含量增大,但产物层仍不连续。而C终结面上界面反应比Si终结面则要微弱得多,和熔融Al接触时,6H-SiC单晶C终结面的化学稳定性要显著高于Si终结面。观察发现,1073、1123和1173 K 3个温度下Si终结面上三相线外围存在宽度为20~40 μm的Al4C3层;而Si终结面上973和1023 K以及C终结面上所有温度下,三相线前沿基板表面很“洁净”,均无产物层存在。
对Al与Si终结面SiC的界面反应及润湿行为的研究[21]发现,1173 K铺展1 min后整个Al/Si终结SiC界面已被大量的不连续产物层所覆盖。彼此分离的Al4C3板块迅速生长相遇,3 min时产物层已几乎完全致密且十分平滑。尽管界面上反应剧烈,但三相界面前沿仍十分“洁净”,无产物出现。故在此铺展阶段,三相界面处液态Al可以与基板表面直接接触,发生的反应有:
组织观察中还发现,Al-12%Si/Si (质量分数)终结SiC界面上只存在极少量的Al4C3颗粒,这说明Al与SiC间生成Al4C3的反应,即反应(2),对初始阶段的铺展动力学无影响。初始阶段熔融Al在Si终结SiC面的铺展受控于反应(3),即基板表面的去氧化过程。初始阶段后,三相界面处发生滞留,此时Al4C3产物层已长至三相界面外围。滞留就是产物层长出三相界面所导致的。随着滞留的持续,该产物层逐渐生长。温度越低,滞留时间越长。至于Al与C终结面SiC界面反应及润湿行为,初始阶段C终结面上界面反应非常微弱,界面中部和三相线区域,只存在少量Al4C3颗粒。初始阶段的铺展不可能受Al与SiC基板反应生成Al4C3所控制,而是受控于基板表面去氧化过程。高温下在O2或空气中,C终结面更易氧化,氧化速率及表面氧化层厚度约为Si终结面的7~10倍,且二者氧化层结构不同。因此,相比于Si终结面,C终结面表面氧化膜因结构上更稳定或更厚而难以去除,导致C终结面上初始阶段的铺展速率比Si终结面上慢。初始阶段后,Al在C终结SiC表面铺展过程呈非线性(T>1073 K)。相应地,界面中部出现大量的板块状Al4C3,此阶段铺展动力学的变化(铺展速率逐渐减小)可能与Al-Si/Al4C3界面逐渐取代Al[-Si]/SiC界面有关。
Al/SiC体系的润湿性在润湿前期受到氧化膜的影响,氧化膜破除后又受到界面反应的影响,氧化膜的破除与界面反应的发生在时间上没有明显的分界线[20]。对于Al-SiC体系的真实润湿性,国际上尚未达成明确共识。第1阶段很明显受Al与SiC表面SiO2的反应的影响。如图3[20]所示,Al/SiC与Al/SiO2体系初始阶段的铺展十分相似。当接触角减小到85°后,2条曲线出现明显的分离,这意味着其铺展机制不同。Al-SiC体系由于界面反应的存在使得接触角持续减小,Al-SiO2体系的接触角则几乎保持不变(此时的接触角85°非常接近Al-Al2O3体系的接触角)。由于Al-多晶SiC体系第2阶段是反应控制的,可以用特征接触角来表征体系的真实润湿性。1123~1273 K温度范围内特征接触角在78°~84°之间,且随着温度升高变化不大。因此,纯净的Al-SiC体系本质上是部分润湿的。在较低温度下(T<1123 K)表面氧化膜不能被有效去除而且界面反应非常微弱,体系处于氧化状态,因此,通常认为Al-SiC体系为不润湿。
图3 1173 K时Al/多晶SiC与Al/SiO2体系接触角随时间变化曲线对比[
Fig.3 Comparison of the variations in contact angles for pure Al on the SiC and SiO2 substrates at 1173 K[
已知Al[-Si]/Al4C3体系平衡接触角为56°,根据Cassie方程[30]:
其中,θ为瞬时接触角(40°),θp为Al[-Si]/Al4C3体系平衡接触角(56°),θi为Al[-Si]熔体在C终结面上的本征润湿角,α为界面上产物Al4C3的覆盖率。可推算知,Al[-Si]熔体在C终结面上的本征润湿角小于40°,这说明C终结面上界面反应生成的Al4C3对润湿并无促进作用。为了鉴定良好的润湿性是否取决于界面反应生成的游离Si的贡献,测试了Al-12%Si熔体在C终结SiC表面上的润湿性[21]。实验发现,添加Si反而恶化了最终的润湿性。由此可认为,Al/C终结SiC本身就有良好的润湿性,其本征润湿角至少小于40°。在Si终结的SiC表面上,由于产物层的快速生成,最终界面为Al[-Si]/Al4C3界面。添加足量Si后生成Al4C3的界面反应被完全抑制,而平衡润湿角却降低至26°。良好的润湿性可能是源于Si的存在降低了液滴的表面张力和界面张力,更重要的是:Si终结面很可能与C终结面的情况类似,本身就能被纯Al良好地润湿。只不过由于SiC表面通常存在(与Al润湿性较差的) SiO2薄膜,该薄膜通过反应(3)去除后或者在去除的过程中,立即发生了生成Al4C3的界面反应,而后铺展与润湿被这一反应所控制,从而无法形成Al与Si终结SiC之间洁净的界面,也就降低了两者之间良好的本征润湿性。
长期以来,人们认为Al/SiC体系的润湿性很差,这一方面是受到Al表面氧化膜的影响,特别是在低温或真空度较差的条件下,另一方面是受到SiC表面存在SiO2薄膜的影响。因为SiO2与Al的润湿性较差(润湿角约为110°),而界面生成Al4C3在表观上可以显著促进润湿,所以,很多学者认为界面上Al4C3的生成促进了Al/SiC体系的润湿。然而,研究[21]表明,Al和洁净的(去氧化后的) C终结SiC的本征润湿性很好,甚至比Al在界面反应产物Al4C3上的润湿性更好。对于Si终结SiC而言,情况也是如此,尽管界面反应很难避免。
Al与SiC极易发生界面反应生成脆性界面产物Al4C3,过多的Al4C3团聚在Al-SiC的界面处会降低复合材料的强度、弹性模量和抗腐蚀性等性能。因此,必须控制界面反应的发生。迄今为止,人们主要通过在Al基体中添加合金元素和SiC表面改性等方面来抑制界面反应[11,31~33]。其中在Al 中添加合金元素的方法被广泛用来抑制界面反应。一些合金元素的加入不仅可以抑制界面反应的发生,也可以降低液态金属表面张力,提高基体与增强体之间的润湿性。添加合金元素以改善Al/SiC界面反应的方法主要是向基体中添加表面活性元素,改善熔体与增强体的润湿性,减少界面反应,强化界面结合。Xu等[34]通过第一性原理研究Ti、Si、Mg 和Cu添加对Al(111)/4H-SiC(0001)界面及电子排布的影响,发现Ti掺杂使界面金属层和C层间成键具有共价性特征,有助于界面结合能力增强;而Mg掺杂削弱了界面处的电荷再分配,Mg周围成键呈现金属键特性,结合能力较共价键弱,因而分离功有所下降;Cu掺杂使界面处C原子周围电荷密度降低、成键变弱,导致界面分离功略有下降。添加合金元素的选择应符合以下2个条件:(1) 降低Al液的表面能,加入的合金元素M的表面能要低于Al;(2) 降低增强体与Al液之间的界面能,即增强它们之间的界面相容性,要求加入的合金元素在增强体与Al液之间的界面上能发生化学相互作用[35]。常用来添加的合金元素主要有Si、Mg、Cu、Ti等[36,37]。
根据化学平衡原理,在Al/SiC界面处存在着化学势梯度,梯度作为驱动力推动界面反应在温度较高时发生。由于Si元素为反应生成产物,当熔体中的Si含量增加时,势必会降低界面反应3SiC+4Al→Al4C3+3Si正向进行的反应速率,因此可以有效抑制Al4C3的生成,只要Si的含量足够多,即可完全抑制界面反应的发生。此外,由于含Si量高,SiC的溶解反应将被抑制,可以有效阻止Al4C3的生成。向Al基体中添加Si元素是控制界面反应发生程度的有效措施。添加Si不仅可以抑制界面反应发生,还影响基体与增强体之间的润湿性。但是Si的添加对于Al/SiC之间的润湿性的影响机制尚存在着许多不同观点。
郭建等[38,39]的研究结果显示,在900 ℃以上,Si对SiC/Al系统润湿性的改善较为明显。这与900 ℃以下温度时Al液表面氧化膜较为稳定,阻碍了SiC与Al液的润湿等因素有关。在900 ℃以上温度时,Si的加入并没有明显降低SiC/Al系统润湿性。Laurent等[23]则在研究中指出,在700~900 ℃内添加5%~12%Si (质量分数)对Al/SiC体系的润湿性几乎没有影响,而添加18%Si时能少量提高润湿性,并完全抑制界面反应的发生。对Al-Si基复合材料来说,在凝固过程中,Si优先依附于SiC颗粒的某些晶面生成,而在界面处生成了粗大的Si相。界面上Si元素的富集对力学性能的影响较为复杂,一方面它可以控制界面反应的过多发生,从而对力学性能有利;另一方面又会产生晶格畸变,引入附加应力,从而对力学性能不利。对于成功制备Al/SiC复合材料,总体Si含量具有至关重要的作用。总体Si含量较高,则有利于增强润湿性,消除具有危害作用的界面化学反应产物,但是过多的Si会导致在Al/SiC界面处出现Si晶体的析出沉淀,Si晶体十分脆,会降低复合材料的力学性能,特别是抗弯强度。Pech-Canul等[40]的研究结果表明,表面涂覆Si的SiC增强铝基复合材料的抗弯强度比未经涂覆时的低。Si的添加还会影响合金的流动性,降低合金熔点。SiC/Al复合熔体中的Si元素在界面偏聚,溶质在增强相颗粒界面上的偏聚情况与溶质特性、颗粒半径、增强相体积分数等因素有关。复合熔体的流动程度对溶质偏聚有影响,减少熔体流动可以降低抑制有害界面反应所需的临界Si含量,增强Si对有害界面反应的抑制效果。因此SiC颗粒半径、体积分数以及SiC/Al复合熔体的流动程度等因素,都会影响到抑制Al4C3形成所需添加临界Si含量的实验结果[41,42,43]。
对于抑制Al4C3形成所需要添加的临界Si含量,众多学者[44,45,46,47,48,49]根据热力学理论分别进行了计算分析或实验测定验证,但是其结果却不尽相同。不同的研究者对于抑制Al4C3生成的平衡Si含量随温度的变化规律的研究结果有所不同,但都体现出了同一个趋势,即:随着温度的升高,抑制Al4C3生成的Si含量逐渐升高。Lee[43]在化学热力学理论计算中同时考虑了基体合金中Al、Si及其它元素的活度,采用比较完备的热力学数据分析方法,分析计算了不同温度条件下抑制Al4C3生成所需的临界Si含量。计算时令该反应的Gibbs自由能为0,即:
式中,
Cong等[20]在973~1273 K温度范围内采用真空机械加压方法测得了熔融Al-7%Si和Al-12%Si (质量分数,下同)合金在α-SiC基板上接触角随时间的变化曲线。结果表明,随着温度的升高,最终接触角变小,并且铺展速率变快。2种合金随温度变化表现出不同的变化趋势。在T<1073 K时,2个体系的接触角随着时间几乎呈直线下降;1073~1173 K时,Al-7%Si/SiC体系在经历初始阶段的快速铺展后出现滞留,Al-12%Si/SiC体系中接触角则以较为缓慢的速度继续减小;在1273 K时,2个体系均表现出良好的润湿性和较快的铺展速率,最终接触角分别为50°和34°。Si的添加能有效提高Al/SiC体系的润湿性,但需要加入较高含量的Si。这一结果总体上符合Lee等[50]的热力学计算结果。
添加Si能有效提高Al-多晶SiC体系的润湿性。根据Youngs'方程可知,其作用机制可能包括2个方面:Si在Al熔滴表面富集降低了熔滴表面能;Si在界面富集吸附降低体系界面能。因液体表面张力σlv(Si)<σlv(Al),Si会在Al-Si液滴表面富集减小其表面能。假设Si完全富集覆盖液滴表面,且固体表面张力(σsv)和固/液界面张力(σsl)是常数。则Al/SiC和Al-Si/SiC体系的平衡接触角可被表示为:
Al/SiC体系:
Al-Si/SiC 体系:
已知1173 K纯Al在SiC上的本征润湿角θAl (81°±3°)和Al的表面张力σlv(Al),算得假设情况下熔融Al-Si合金在SiC上的接触角θAl-Si=79°。该值远大于Al-12%Si/SiC体系的平衡接触角34°,说明单纯由添加Si带来的熔滴表面能的减少不能使润湿性提高至如此好的程度。另外,根据Li等[51]建立的吸附热力学模型计算Si在Al/SiC界面的吸附能:
其中,Elv(Al-Si)和Esl(Al-Si)分别是Si在Al滴表面和Al/SiC界面的吸附能(根据计算,Elv(Al-Si)=-0.1 kJ/mol),
在Al液中,Mg是一种表面活性元素,向Al液中添加1% (质量分数)的Mg可将Al液的表面能从0.86 N/m降至0.65 N/m[39]。Al液中添加Mg元素能显著改善SiC/Al之间的润湿性,特别是在低温阶段。Mg的加入还能使陶瓷颗粒表面发生反应生成一种新的化合物MgAl2O4,从而降低固-液界面能。基体合金中Mg的加入还会产生有利的界面反应。在此过程中可能发生的界面反应有:
反应(13)基本上是不可能发生的,因为它发生在固态。反应(11)、(12)都将导致MgAl2O4在界面处形成[52,53,54,55]。Petitcorps等[56]指出,当有SiO2存在时,MgO和MgAl2O4的形成是由于下面2个反应:
Hallstedt等[57]计算了在Mg-Al2O3系统中的界面反应动力学并且得到结论:在制备复合材料的过程中,Mg(l)和Al2O3(s)是不可能存在的,这是由于Mg2+与Al3+通过新形成的MgO或MgAl2O4层的互扩散进行的非常缓慢。左蕊[58]研究表明,Mg的加入有利于Al滴表面和SiC表面氧化膜的破除,同时降低了Al滴的表面张力,从而起到促进润湿的作用。
对于高温氧化的SiC颗粒增强铝镁基复合材料的界面反应过程,界面反应首先形成纳米MgO,然后其是否继续与Al液反应取决于Mg的含量以及纳米MgO层致密程度。在Mg的含量不足以形成致密的纳米MgO层时,SiO2与MgO和Al液继续反应生成MgAl2O4晶体;当Mg的含量足以形成致密的纳米MgO层,则其能良好地保护内层SiC免受Al液的进一步侵蚀,表明MgO和MgAl2O4均为高温稳定界面反应产物。Ribes等[59]报道称Al-1.2%Mg (质量分数,下同)合金与SiC表面的SiO2层(厚度约50 nm)反应主要生成MgAl2O4,界面处存在的Mg2Si主要是冷却过程中形成的。Sreekumar等[54]基于修正后的Miedema模型和Wilson方程提出了一个热力学模型,对Al-Mg/SiO2体系中反应产物(Al2O3、MgAl2O4和MgO)的形成和Mg含量之间的关系进行了研究。结果显示,933~1323 K范围内,Mg含量小于0.008%~0.098%时,体系反应产物主要为Al2O3;Mg含量高于4.0%~10.3%时,反应产物主要为MgO;Mg含量介于2者之间时,反应产物主要为MgAl2O4。
Frishkis[60]也证实,当Mg含量低于4%时,MgAl2O4是主要的界面反应产物。当Mg含量超过4%时,界面产物主要为MgO。SiO2转变为MgO或MgAl2O4会分别产生14%和27%的体积收缩[38],Al液会通过SiC/Al界面上MgO或MgAl2O4颗粒之间的间隙与SiC发生有害界面反应,因此较薄的SiO2表面膜在Al液中转变成较稳定的纳米级MgO或MgAl2O4后,并不能有效阻止Al4C3的形成。增加SiC颗粒的SiO2表面膜厚度,通过界面反应在SiC颗粒表面形成密集的MgO或MgAl2O4颗粒,这些颗粒相如同SiC颗粒上的涂料能够有效保护SiC避免Al4C3的形成。Lee等[61]对Al4C3、SiO2、MgA12O4与Al的结合强度进行了研究,结果发现Al4C3与Al的结合强度相当于SiO2与Al的结合强度,而MgA12O4与Al的结合强度是它们的2.5倍,且随着MgA12O4厚度的增加,结合强度呈双曲线趋势急剧下降。综合来看,在Al中添加Mg是一种较为经济有效的既改善SiC/Al润湿性又抑制界面反应的基体合金化方法。
常用的添加合金元素除上述Si、Mg以外,Cu、Ti、Zr等也作为合金元素添加到基体中来改善Al/SiC之间的界面反应。在熔体中Cu是一种表面非活性元素,含Cu的Al熔体的Al2O3氧化膜破裂温度比含Mg的Al熔体的Al2O3氧化膜破裂温度高得多,说明Cu的富集使氧化膜的消失受阻[38,62]。Cu与Al有较强的结合能力,大于Al与SiC的结合能力。潘复生等[63]认为Cu作为活性元素富集于液滴表面或界面,降低了 Al 的活性,因此可以减弱Al与SiC的界面反应的发生。且在高温下,当Cu含量达到6% (质量分数)左右时,Cu对SiC/Al润湿性非常显著,这主要是因为发生在复杂界面的界面反应生成CuAl2和CuAl2O4。王轶[27]研究表明,添加Cu对润湿性没有改善,甚至有所恶化,Cu的添加一定程度上削弱了SiC基板的腐蚀。Cu既不能在Al-Cu液滴表面富集,也不能在Al-Cu/SiC界面富集。Cu与Al有较强的结合能力(Cu在Al中的偏混合焓为-28 kJ/mol),降低了参与界面反应的Al的活度,使得Al与SiC的界面反应减弱,使体系的润湿性在一定程度上受到了削弱。
在Al基体中添加Ti、Zr对于抑制Al4C3的形成也有一定作用。Cartenuto等[64]提出,由于Ti、Zr的形成自由能低于Al4C3的形成自由能,可以利用Ti、Zr元素在SiC/Al系统中优先形成TiC、ZrC来抑制有害界面反应产物Al4C3的形成,在铝合金的熔炼温度下,TiC比Al4C3热力学稳定性更好。然而,郭建[38]的研究认为,Ti元素对Al4C3形成的抑制作用不是通过形成TiC或其它钛化物阻挡层的方式来实现的。其研究发现,在对SiCp/Al-1.0Mg-0.6Si-0.5Ti复合材料重熔过程中,SiC颗粒没有发生明显溶解,所以Ti元素对界面Al4C3形成的抑制作用应当是通过减缓SiC/Al之间的反应速度来达到的,即通过控制Al4C3形成的动力学过程来实现。一种可能的机制是Ti原子与C原子存在着较强的亲和力,在SiC界面上,Ti原子稳定了SiC晶格中的C原子,减缓了C原子与Al原子的结合速度,但Ti、C还不足以结合成TiC。界面上Ti原子的数量越多,稳定的C原子就越多,对SiC的界面稳定性的提高就越明显。本课题组研究表明,在温度较低(973~1073 K)时,2种合金在SiC基板上的润湿性都较差。但随温度升高,接触角迅速减小。到1273 K,Ti含量达到3%时,Al-Ti/SiC体系的接触角在不到5 min的时间内减小至接近20°,体系表现出极好的润湿性。在1173 K,由于Al-3%Ti不能完全熔化,合金处于液固两相区,所以初始阶段的铺展速率不如Al-1%Ti合金,但随着铺展的进行,体系的润湿性明显变好。在Al中加入Ti能显著改善Al/SiC体系的润湿性,Ti能够在界面吸附富集,且界面处富含Ti、C,推断反应产物为TiCx。Ti的吸附富集和非计量比TiCx的生成是促进润湿的主要原因。
下面从热力学的角度对Ti的界面吸附作用进行验证。忽略Ti在熔滴表面的作用,Ti在固/液界面的吸附作用可由静态吸附模型表征[65]:
式中,ΩTi为摩尔界面面积(ΩTi=44.580×103 m2/mol),
式中,
式中,θ为Al在SiC上实验测定的瞬时接触角(设定θ=81°),由此推算Wa(Al)=0.97 J/m2。根据文献[67]查知,Wa(Ti)=6.25 J/m2。假设Al-Ti为规则溶液,其摩尔交换能λ可以估算为
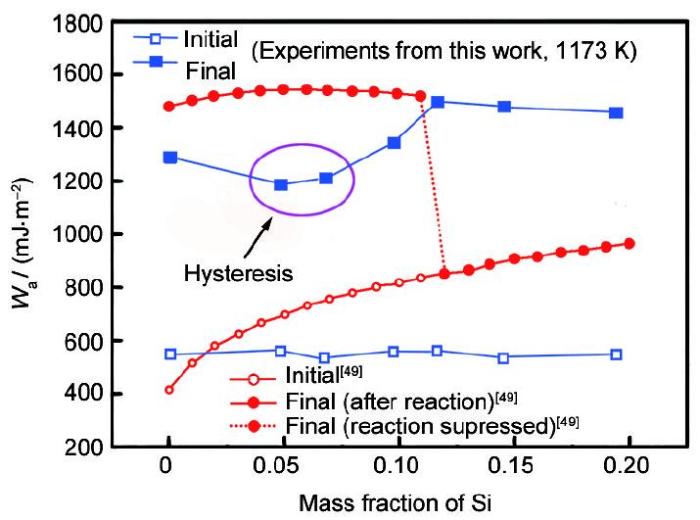
目前,通常采用黏着功来衡量界面结合强度的强弱。当界面黏结强度较高时,能够允许基体合金将较大的负载转移到增强体中去,提高复合材料的弹性模量和强度[44,49]。理论预测结果采用的是房鑫[49]的数据。实验黏着功通过如下公式计算得到:
其中,σlv为熔融液滴的表面张力(此处近似取纯Al的表面张力值
图4 Al-Si/SiC初始及(准)平衡黏着功的实验值与房鑫[
Fig.4 Comparison of experimental results (at 1173 K) and results calculated (at 1073 K) by Fang[
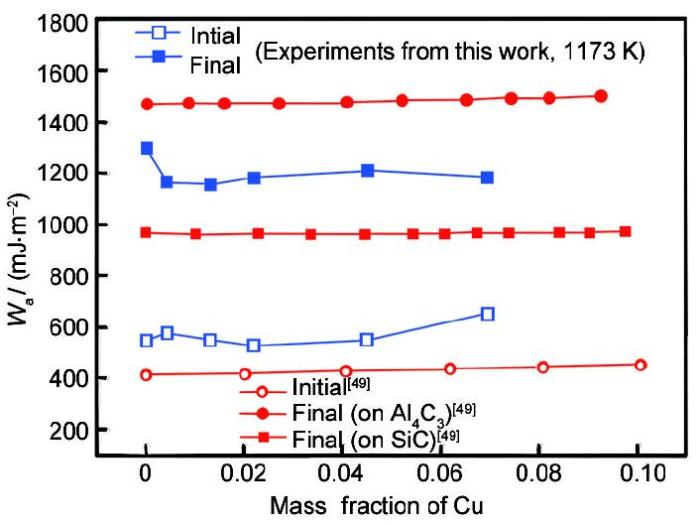
根据房鑫[49]的计算结果,如图5所示,Cu对Al-SiC体系初始及最终黏着功基本无影响。在本课题组实验中,因Cu不是表面活性元素,其含量对Al熔滴表面张力基本无影响,故对初始润湿角(初始黏着功)无影响,这与房鑫[49]理论计算结果一致。另一方面,对于Al-SiC体系而言,因为Cu不是界面活性元素,对固/液界面化学作用力贡献微弱,故Cu含量的多少对体系最终黏着功同样无影响。但添加Cu会削弱体系界面反应,实验中Al4C3产物层并未致密化,固/液界面为Al-Cu[-Si]/SiC与Al-Cu[-Si]/Al4C3的复合界面。依据1173 K、 2 h准平衡接触角所计算的黏着功的值恰好位于
图5 Al-Cu/SiC初始及(准)平衡黏着功的实验值与房鑫[
Fig.5 Comparison of experimental results (at 1173 K) and results calculated (at 1073 K) by Fang[
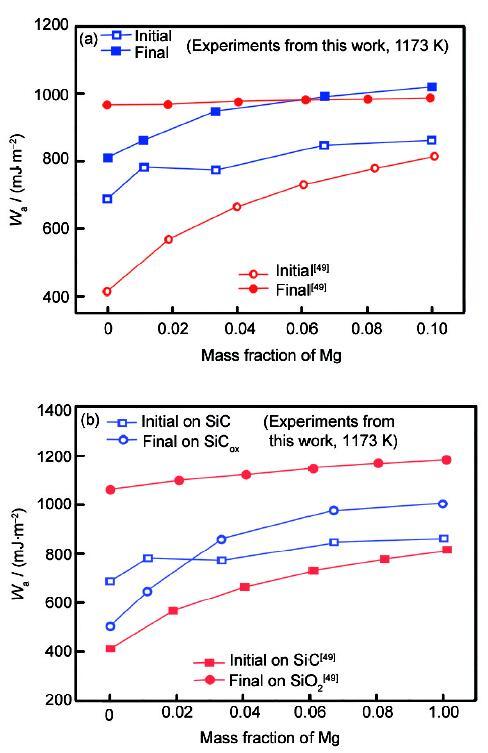
因房鑫[49]计算初始黏着功时考虑了固/液界面Mg原子与SiC的化学作用(Mg-SiC的黏着功大于Al-SiC的黏着功),由图6a可知,初始黏着功随Mg含量的增大而增大。在本课题组实验中,也同样表现出这一趋势,当Mg含量较高时,其在滴落之前的蒸发能降低炉内氧分压,从而降低了初始润湿角(初始黏着功增大)。房鑫[49]的结果表明,Mg对平衡黏着功的影响较小。实验中,当Mg含量为0~3% (原子分数,下同)时,最终润湿性(最终黏着功)随着Mg含量的增大而略有提高,当含量超过3%时,Mg含量对润湿性的影响很小,与房鑫[49]的计算值及趋势基本一致。由图6b可知,房鑫[49]计算结果表明,Al-Mg/SiO2体系初始黏着功远大于Al-Mg/SiC体系,并随Mg含量增大而增大。在本课题组实验中,当Mg含量≥3%时,Al-Mg熔体在预氧化SiC基板上(即SiO2氧化层上)的初始润湿性(初始黏着功)比在未氧化的SiC基板上要好,这与房鑫[49]的计算结果一致。当Mg含量<3%时,由于Mg比Al更容易氧化,所以Mg的加入实际上进一步加剧了液滴的氧化,而且随着预氧化处理后基板粗糙度的增加,液滴铺展的阻力增加,所以实验测试的黏着功反而比在SiC上小。
图6 Al-Mg/SiC和Al-Mg/SiCox初始及(准)平衡黏着功的实验值与房鑫[
Fig.6 Comparison of experimental results (at 1173 K) and results calculated (at 1073 K) by Fang[
因房鑫[49]计算初始黏着功时考虑了Ti原子在固/液界面与SiC的化学作用力,由图7所示,初始黏着功随Ti含量增大而增大。在本课题组实验中,由于Al熔滴表面和基板表面氧化,初始润湿角(初始黏着功)并未表现出这一趋势,但初始黏着功数值和房鑫[49]计算值偏离不大。根据房鑫[49]的计算结果,Ti对体系平衡黏着功影响较小。在本课题实验中,却发现Ti能显著地提高最终润湿性(准平衡黏着功)。值得注意的是,房鑫[49]计算中考虑了Ti与SiC的黏着作用、Al与SiC的界面反应对黏着功的贡献,但并未考虑Ti在界面的富集吸附以及Ti与SiC的反应对黏着功的影响。而在本课题组实验中,通过对Al-SiC界面分析证明,高活性元素Ti在固/液界面吸附富集,并与SiC反应生成了强金属性的TiC,从而显著地提高了最终润湿性(准平衡黏着功)。这是实验值与理论值存在差异的原因。
图7 Al-Ti/SiC初始及(准)平衡黏着功的实验值与房鑫[
Fig.7 Comparison of experimental results (at 1173 K) and results calculated (at 1073 K) by Fang[
以上讨论的是单一元素对Al/SiC界面反应的影响及作用机制,SiC增强2014Al基复合材料具有较好的综合力学性能而被广泛应用在航空、航天、国防、汽车、电子和体育器材等领域。现在众多研究者在SiC/Al2014复合材料方面主要集中在对提高其性能的研究,而关于界面的研究却较少。在Al2014合金中同时含有Si、Mg、Cu等合金元素,结合上文的分析可知,Si元素对于抑制Al和SiC之间的界面反应的发生有着显著的作用,Cu元素的添加也会明显细化界面产物Al4C3的尺寸。而且当熔融铝合金中含有Mg元素时,Mg也容易与熔融的Al以及空气中的O2发生反应生成MgAl2O4、MgO等相,从而对于Al4C3的生成有一定的抑制作用。这将导致Al2014与SiC反应后的界面产物比较复杂,各合金元素对Al/SiC界面反应的影响是综合的、复杂的,因此研究多种元素的综合影响就更加具备实际意义和指导意义。
左蕊[58]从界面反应条件角度出发,观察了Al2014合金与未处理SiC在不同的反应条件(反应时间和温度)下,其界面反应程度、界面产物种类及其尺寸和分布等。实验结果表明,反应温度较低,反应时间较短时,Al4C3生成量较少,且体积小,界面分布不连续,随着反应温度和时间的提高,产物层逐渐致密化,界面生成粗大的Al4C3。但通过与纯Al相比,说明Al2014合金与SiC的界面反应在一定程度上受到了抑制,且通过XRD分析,体系中未发现MgAl2O4和MgO等相,这就是Si、Mg、Cu等元素的共同作用削弱了界面反应的结果。还给出了制备SiC增强Al2014基复合材料时较为合理的工艺参数:反应温度控制在750 ℃以下,反应时间控制在15 min以下。
Al2014合金中由于Mg元素的存在,可以与氧化后SiC表面的SiO2发生复杂的化学反应,导致了界面处反应的复杂化以及界面产物类型多样化。Lee等[61]对SiC进行了1100 ℃、6 h氧化处理,然后用预氧化后的颗粒制备了SiCox/Al-2Mg复合材料,结果发现其界面全部被尖晶石MgAl2O4和Si覆盖,形成了一层保护层,阻碍了Al和SiC之间界面反应的继续发生。左蕊[58]主要研究分析了经不同条件氧化后的SiCox与Al2014的界面反应情况,分析界面产物组成,以及界面反应程度与氧化膜厚度的关系。在基体合金为Al2014的情况下,合金中存在的Mg元素将会与Al及SiC表面的SiO2氧化膜反应生成MgAl2O4尖晶石,从而可以延缓Al与SiC之间界面反应的发生,但却不能完全避免Al4C3的形成。界面处Al4C3与MgAl2O4的形成比例取决于氧化膜的厚度。在氧化膜较薄时,SiO2层很容易被破坏掉,裸露出来的SiC可以与Al发生界面反应形成Al4C3,故此时的界面处会同时存在MgAl2O4和Al4C3两相产物,如预氧化条件在1100 ℃、2 h以内时,界面处既可以观察到八面体形状的MgAl2O4,又有六边形的Al4C3。随着氧化膜厚度的增加,MgAl2O4的生成量也逐渐增多,进而将减少Al4C3的生成。只要SiC表面形成的氧化膜足够厚,就可以将SiC完全保护起来,进而阻止Al和SiC之间界面反应的发生,避免了Al4C3的形成,如在预氧化条件为1100℃、3 h时,850℃、30 min反应条件下的界面上只有MgAl2O4,而没有形成Al4C3。
上述工作主要讨论了添加合金元素对改善润湿性和界面产物的作用,对Al/SiC体系润湿性的分析和讨论,可更有效地指导SiC增强铝基复合材料的制备和性能提升。更关键的是要分析添加合金元素后,在抑制Al4C3形成的基础上能否保证良好的界面结合,从而保证其良好的强度、模量、致密性等宏观性能。SiCp具有较强的抗氧化能力,当温度高于800 ℃时,SiCp才开始发生氧化,且随着氧化温度的升高和氧化时间的延长,SiCp的棱角逐渐钝化;当SiCp氧化工艺参数为1100 ℃、3 h时,2% 5 μm的SiCp/Al2014 (体积分数)复合材料的强度最高,与基体合金相比(屈服强度和最大抗拉强度为234和460 MPa),复合材料的屈服强度和最大抗拉强度(318和529 MPa)分别提高了35.9%和15.0%;氧化温度对SiCp/Al2014复合材料抗拉强度的影响比氧化时间更显著。复合材料强化效果显著主要是由于氧化的SiC与Al2014合金生成良好的界面结合[68]。
阿拉腾沙嘎[69]利用冷冻铸造法成功制备出仿珍珠贝层状结构铝合金/SiC复合材料,在保证铝合金/SiC界面结合良好的前提下,实现了良好的宏观性能。采用冷冻铸造法构筑结构可控的层状多孔 SiC预制体[70,71],利用无压浸渗法和真空-气压浸渗法向该多孔陶瓷骨架中熔渗Al-12%Si-10%Mg合金(质量分数),还研究了不同制备工艺参数对其微观结构和宏观性能的影响 [72,73]。他表征了不同SiC添加量的层状结构复合材料的光学显微组织,结果表明,合金和SiC界面结合良好,浸渗完全,仅在一小部分区域出现缺陷。众所周知,复合材料极限强度不仅取决于SiC初始负载,更取决于Al-Si-Mg合金和SiC颗粒之间的界面结合,阿拉腾沙嘎[69]测试了该复合材料的宏观力学性能,发现沿纵向具有30%SiC (体积分数)的样品拥有最优抗压强度,其分别是多孔SiC坯体和基质合金的约180和2倍。几种复合材料基本都是以脆性断裂形式失效的,推断断裂可能源于未完全浸渗区域或Mg2Si晶体聚集区域。显然铝合金中大量Si和镁合金的存在有利于SiC与Al基体的界面结合,从而有利于力学性能的提高。还研究了不同Al2O3-MgO (AM)含量条件下复合材料的微观组织和相关性能[73],也与上文展示出了相似的规律。
本文揭示了Al-SiC界面结合及合金元素影响的物理本质:Al/C终结SiC界面的分离功远大于Al/Si终结SiC界面,归因于C终结面与Al金属层间成键具有共价性,键能较强;而Si终结面与Al层间成键具有金属键性质,键能较弱。揭示出合金元素Si、Mg、Cu和Ti对Al-SiC体系界面结合的影响规律:Si元素为反应生成产物,加入会降低界面反应的反应速率,有效抑制Al4C3生成,同时还能显著改善界面润湿性。Ti掺杂可显著提高不同构型界面的分离功;而Mg、Cu掺杂虽使Al/Si终结SiC界面结合能力增强,却使C终结SiC界面的分离功降低,因而对界面结合的增强效果有限。基于电子结构,发现Ti掺杂使界面金属层和C层间成键具有共价性特征,有助于界面结合能力增强;而Mg掺杂削弱了界面处的电荷再分配,Mg周围成键呈现金属键特性,结合能力较共价键弱,因而分离功有所下降;Cu掺杂使界面处C原子周围电荷密度降低、成键变弱,导致界面分离功略有下降。还说明了Al-SiC体系界面结构演变规律与控制条件:Cu、Si等成分降低了Al的活度,致使合金与SiC的界面反应程度弱于纯Al,升高温度或延长时间促进了Al4C3的形核和生长,且温度的影响较时间更为显著。在纯Al熔体中,要避免Al4C3的生成,700 ℃时保温建议不超过15 min,750 ℃不超过10 min。
还揭示了合金元素对Al-SiC体系润湿性和黏着功的影响规律和机制:铝合金中主要合金元素Cu、Mg、Si、Ti对Al-SiC体系润湿性的影响规律为Ti>Si>Mg>Cu。在Al中加入Cu不能改善润湿,Cu为非表面和界面活性元素。Mg是强表、界面活性元素,对Al-SiC体系润湿性有一定的改善作用。合金元素Si对Al-SiC体系的润湿也有促进作用,但需加入较高含量,其改善机制主要为Si在固/液界面富集以降低界面能。Ti通过界面吸附和反应显著促进润湿,增大界面黏着功,但易导致合金熔点升高和冷却后Al3Ti的大量形成。提出了改善SiCp在Al熔体中分散行为的一个经济、有效的方案:对SiCp进行预氧化处理,同时在铝合金熔体中加入一定数量的Mg。
SiC颗粒增强铝基复合材料在航空航天、汽车、电子通讯特别是电子封装领域的应用会进一步增多,随着对SiC/Al界面反应与界面结构演变规律及机制研究的不断深入和发展,给予界面结构演变规律的掌握的情况下调控制备工艺将获得更高性能的SiC/Al复合材料,并逐步使更高性能的SiC/Al复合材料从实验室转向工业化批量化生产,还需要做出新的努力和探索,主要将在以下几个方面:(1) 系统全面研究热动力学参数对SiC/Al界面反应的影响规律,尽管目前对于Al/SiC界面处的界面反应过程、机制及其相应的控制措施等的研究很多,但是却没有系统全面地分析反应参数、合金元素含量以及氧化膜厚度等热动力学参数对于界面反应发生程度的直接作用关系。以材料基因工程关键技术与支撑平台为手段,进行基体与增强相物性数据测试和采集,进行增强相界面化学、热/动力学数据库构建。为了从SiC/Al界面反应角度进一步有针对性地调控SiC颗粒增强铝基复合材料,此项基础工作必然是另一重要研究方向。(2) 开发并优化SiC表面预氧化及包覆处理工艺,国内外的研究工作者通过颗粒表面改性处理方法试图解决以上问题,并在一定程度上取得了积极的进展。但通过搅拌铸造或粉末冶金制备出的复合材料中界面反应的控制以及SiC/Al界面结合仍是SiC颗粒增强铝基复合材料研究领域亟待解决的难题和研究热点。(3) 构建材料成分-三维空间复合结构-宏观性能关系预测模型,利用大数据和材料基因工程关键技术与支撑平台为手段并不断完善预测模型和数据库,为高性能的SiC/Al复合材料的开发提供新的手段和途径,将成为今后的重要研究方向。

1 Al/SiC界面反应过程及机制
1.1 Al/SiC界面反应产物及反应过程
1.2 纯Al与多晶SiC的润湿行为和界面结构
1.3 Al在6H-SiC单晶上的润湿性和界面结构

1.4 Al/SiC体系本征润湿性分析

2 Al熔体中添加合金元素改善Al/SiC界面反应及机制
2.1 添加Si元素对Al/SiC界面反应的影响及作用机制
2.2 添加Mg元素对Al/SiC界面反应的影响及作用机制
2.3 添加Cu元素对Al/SiC界面反应的影响及作用机制
2.4 添加Ti、Zr元素对Al/SiC界面反应的影响及作用机制
3 添加元素对Al/SiC界面结合和黏着功的影响规律

4 多种合金元素对Al与SiC之间的界面反应影响规律及对复合材料性能的影响情况
4.1 多种合金元素对Al与SiC之间的界面反应影响规律
4.2 铝合金/SiC层状复合材料的制备与性能
5 总结及展望
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
