



分享:工具转速对搅拌摩擦加工Mg-Zn-Y-Zr耐热镁合金超塑性行为的影响

谢广明
摘要
在800~1600 r/min工具转速和100 mm/min固定行进速度的较宽热输入范围内,对6 mm厚的热挤压态Mg-Zn-Y-Zr耐热镁合金板进行搅拌摩擦加工(FSP),获得了由均匀、细小的等轴再结晶晶粒和细小、弥散的Mg-Zn-Y三元W相构成的FSP样品。随着工具转速的增加,FSP样品中W相被显著细化且分布更加弥散,高角晶界(晶界错配角≥15°)比例明显增加,再结晶晶粒被细化。工具转速的增加使超塑性变形的最佳应变速率和延伸率均显著增加,1600 r/min工具转速的FSP样品在1×10-2 s-1的高应变速率和450 ℃的变形温度下,获得了1200%的最大延伸率。通过对超塑性变形数据进行分析和超塑性样品表面形貌观察可以得出,不同转速下所获得的FSP样品超塑性变形控制机制均以晶界滑移为主。随着工具转速的增加,超塑性动力学被明显加速,在1600 r/min工具转速的FSP样品的超塑性动力学与晶界滑移控制的细晶镁合金超塑性本构方程吻合。
关键词:
镁合金由于具有较低的密度、良好的加工性能、优异的阻尼性能以及理想的可回收性,被广泛用于汽车、电子和航空航天等领域[1]。然而,由于镁合金具有hcp晶体结构,室温滑移系较少,因此镁合金的成形性能较差。在高温下的超塑性成形是一种生产复杂镁合金构件的有效途径,可以降低材料消耗,简化加工工序,实现近净成形[2]。由于传统的Mg-Al和Mg-Zn系镁合金的热稳定性较差,超塑性成形通常只能在较低的应变速率下进行,严重制约了生产效率,使超塑性成形技术在镁合金工业生产中的应用受到了限制[3,4]。
近些年来,添加Y、Nd等稀土元素的耐热镁合金由于具有良好的热稳定性、高硬度以及高强度,引起了研究人员的广泛关注[5,6,7]。Mg-Zn-Y-Zr合金作为一种典型的耐热镁合金,因含有较高共晶温度的Mg-Zn-Y三元相,使得该合金具有较高的热稳定性。根据Y元素添加量不同,Mg-Zn-Y三元相按结构不同被分为2种,一种组成Mg3Zn6Y称为I相(共晶点450 ℃),另一种组成Mg3Zn3Y2称为W相(共晶点510 ℃),其中W相有更为优异的热稳定性[8]。最近,一些学者[9,10,11,12]针对不同Y含量的Mg-Zn-Y系合金开展了超塑性研究。Zheng等[9]通过等通道转角挤压(ECAP)获得了细晶Mg-4.3Zn-0.7Y (质量分数,%,下同)合金,并在350 ℃和1.5×10-4 s-1应变速率下获得了600%的最大延伸率。Bae等[10]通过挤压+热轧获得了细晶Mg-7.6Zn-1.7Y-1.8Zr合金,在450 ℃和5×10-4 s-1应变速率下获得了最大延伸率780%。Tang等[11]通过ECAP获得了细晶Mg-5.8Zn-1.0Y-0.48Zr合金,在350 ℃和1.7×10-3 s-1的应变速率下获得了最大延伸率800%。从这些结果中可以看出,Mg-Zn-Y合金超塑性变形的最佳应变速率较慢,很难实现高应变速率超塑性(最佳应变速率≥1×10-2 s-1且延伸率≥200%)。
搅拌摩擦加工(FSP)是基于搅拌摩擦焊技术所发展起来的一种新型热加工技术[13,14,15,16]。在搅拌工具的强烈塑性变形和摩擦热共同作用下,FSP能够产生含有高比例高角晶界(晶界错配角≥15°)的细小再结晶晶粒,显著改善了FSP样品的超塑性能[13,14]。最近,大量的FSP铝合金研究[17,18]表明,在FSP细晶铝合金中容易实现高应变速率超塑性,并证明由于高比例高角晶界的存在,使超塑性变形动力学显著加速。目前,国外已采用FSP同时结合高速超塑成形技术制备出了铝合金构件[19]。与铝合金类似,FSP镁合金也获得了优异的超塑性能[20,21,22,23]。Yang等[20]进行了FSP ZK60镁合金的超塑性研究,在3×10-4 s-1应变速率和300 ℃获得了1390%的最大延伸率。Chai等[21]通过在水下进行FSP AZ91获得了1.2 μm的超细晶组织,在2×10-2 s-1应变速率和350 ℃下获得了990%的延伸率。然而,目前对于FSP Mg-Zn-Y-Zr合金的超塑性研究相对较少。
本课题组前期的研究[24,25]显示,通过对Mg-Zn-Y-Zr耐热镁合金进行FSP,所产生的细小、弥散的第二相颗粒有效地抑制了超塑变形过程中的晶粒粗化,在1×10-2 s-1的高应变速率下获得了1100%的最大延伸率,同时也发现了FSP Mg-Zn-Y-Zr合金的超塑动力学加速现象。然而,未对不同FSP热输入参数下Mg-Zn-Y-Zr合金的超塑性变形行为规律进行研究。在FSP铝合金中,超塑动力学加速行为被广泛研究,然而镁合金与铝合金的层错能差异较大,使得镁合金与铝合金的动态再结晶行为有所不同,因而有必要对FSP镁合金的超塑动力学加速行为进行研究。在本工作中,将采用较宽的热输入参数对Mg-Zn-Y-Zr耐热镁合金进行FSP (800~1600 r/min的工具转速),通过分析不同条件下FSP样品的晶粒、第二相、晶界特征,以及对超塑性能进行评价,建立起FSP样品的微观组织对Mg-Zn-Y-Zr耐热镁合金超塑性变形行为的影响规律,最终阐明FSP Mg-Zn-Y-Zr合金的超塑成形机理。
6 mm厚、100 mm宽、260 mm长的Mg-Zn-Y-Zr耐热镁合金挤压板的具体化学成分为Mg-7Zn-1.2Y-0.8Zr (质量分数,%)。在800、1200和1600 r/min的不同工具转速 (加工行进速度固定为100 mm/min)的不同热输入参数条件下,采用FSW-5LM-020型搅拌摩擦焊机进行FSP。所使用的搅拌工具的轴肩直径为20 mm,锥状螺纹搅拌针的根部直径为6 mm、端部直径为4 mm、长度为5.7 mm,FSP过程的下压量维持在0.2 mm,搅拌工具与水平面垂线的夹角固定为2.5°。在FSP之前,利用钢丝刷去除镁合金板表面的氧化层和污染物。
FSP截面组织观察样品从垂直于加工方向用线切割取得,然后对样品进行抛光,并在90 mL乙醇、10 mL纯净水、5 mL醋酸和5 g苦味酸的混合溶液中进行腐蚀。采用DMIRM型光学显微镜(OM)、ULTRA55型扫描电子显微镜(SEM)、JEOL-5853型电子探针(EPMA)、BRUKER-AXS型X射线衍射仪(XRD)和SUPRA55型SEM中的电子背散射衍射仪(EBSD)对横截面样品进行微观组织分析,EBSD样品在60 mL硝酸和140 mL乙醇的电解液中以15 V直流电压进行电解抛光。平均晶粒尺寸采用割线法测定。第二相颗粒的平均尺寸采用Scion Image软件进行测量。
由于FSP的加工区很小,宽度不超过7 mm,因此为了评价FSP样品的超塑性行为,通常采用标距长度为2.5 mm、宽度为1.4 mm、厚度为1.0 mm的微型非标拉伸样品,并且样品标距段位于FSP加工区中心位置,样品长度方向垂直于FSP的加工方向。尽管所采用的样品尺寸较小,但通过严格控制样品加工精度和超塑拉伸过程的精度,所得到的超塑性数据可与其它超塑性数据进行对比。所有的拉伸样品在相应的测试温度保温15 min后进行超塑性拉伸。在400和450 ℃的测试温度,初始应变速率为3×10-4~3×10-2 s-1下,采用Instron 5848型微拉伸机对FSP样品进行超塑性能测试。对断裂后的超塑性样品标距段位置进行SEM观察。
图1为Mg-Zn-Y-Zr耐热镁合金的原始母材和不同工具转速下获得的FSP样品的OM像。镁合金母材由粗细不均的晶粒组成,镁合金内部存在热挤压过程残留的变形带,变形带附近的晶粒因强变形更为细小,另外镁合金基体中还含有大量尺寸和分布不均匀的第二相颗粒,其中粗大的第二相颗粒多聚集在粗晶粒附近(图1a)。与母材相比,FSP以后的镁合金展现了均匀、等轴的细晶组织,同时母材中的第二相颗粒尺寸和分布更加均匀(图1b~d)。这主要是由于FSP的强塑性变形过程导致了镁合金的动态再结晶,因而产生了细小、等轴的再结晶晶粒。与热挤压过程相比,FSP的塑性变形程度更为剧烈,对材料施加了更高的应变和应变速率,因而获得了更为细小和均匀的晶粒组织。另外,Mg-Zn-Y-Zr镁合金FSP样品的晶粒尺寸随着转速的增加被一定程度细化,800、1200和1600 r/min工具转速下FSP样品的平均晶粒尺寸分别约为5.6、4.9和4.6 μm。相反地,传统的Mg-Al系和Mg-Zn系等合金在FSP过程中,随着热输入的增加,再结晶晶粒的尺寸随之增加[26,27]。
图1 Mg-Zn-Y-Zr合金母材和不同工具转速下搅拌摩擦加工(FSP)样品的OM像
Fig.1 OM images of parent Mg-Zn-Y-Zr alloy (a) and FSP samples at rotation rates of 800 r/min (b), 1200 r/min (c) and 1600 r/min (d) (FSP—friction stir processing, the black particles are the second phases)
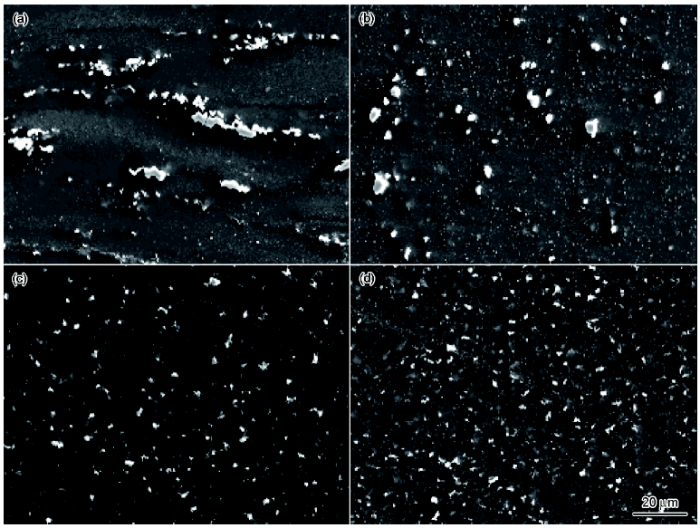
图2为Mg-Zn-Y-Zr母材和不同转速下FSP样品的SEM像。从中可以看出,母材中含有粗大的第二相颗粒,并且主要呈条带状不均匀地分布在镁合金基体上(图2a)。FSP以后,母材中粗大的第二相被显著细化且分布弥散,800、1200和1600 r/min工具转速下FSP样品的平均第二相颗粒尺寸分别约为2.8、1.7和0.9 μm (图2b~d)。这主要是由于FSP过程中高速旋转的螺纹搅拌针对基体中的粗大W相产生了强烈的破碎和弥散化作用。与原始母材粗大且不均匀分布的第二相相比,FSP样品中细小弥散的第二相颗粒对镁合金的晶界起到了钉扎作用,显著抑制了再结晶晶粒的长大,最终获得了细小均匀的微观组织。另外,从图2b~d可以看出,随着搅拌工具转速的增加,更为强烈的搅拌作用使得镁合金中第二相粒子的细化程度愈加明显,分布也更为弥散均匀。随着工具转速的增加,尽管热输入的增加对再结晶晶粒有一定的粗化作用,但更为细小弥散的第二相颗粒对晶界的钉扎作用占据了主导。因此,随着转速的增加,Mg-Zn-Y-Zr镁合金FSP样品的晶粒组织不仅未发生粗化,反而出现了一定程度的细化。
图2 Mg-Zn-Y-Zr合金母材与不同转速下FSP样品的SEM像
Fig.2 SEM images of parent Mg-Zn-Y-Zr alloy (a) and FSP samples at rotation rates of 800 r/min (b), 1200 r/min (c) and 1600 r/min (d) (The white particles are the second phases)
图3为镁合金母材和1600 r/min工具转速下FSP样品中Mg、Zn、Y元素的EPMA面分布图。Mg-Zn-Y-Zr镁合金之所以称为耐热镁合金,主要是源于添加的稀土元素Y在合金中形成了具有高热稳定性的Mg-Zn-Y三元共晶相。图3显示了这种三元相的Mg、Zn、Y元素分布状态,同时也明显地反映了FSP加工后第二相被显著细化和弥散分布的特征。图4为Mg-Zn-Y-Zr镁合金母材和1600 r/min工具转速下FSP样品的XRD谱。从中可以看出,母材和FSP样品中均含有共晶点为510 ℃的W相,因而Mg-Zn-Y-Zr合金具有极为优异的热稳定性,为实现高应变速率超塑性提供了基本保障。
图3 Mg-Zn-Y-Zr合金母材和转速为1600 r/min的FSP样品中Mg、Zn、Y元素的EPMA面分布
Fig.3 EPMA element maps of Mg (a, d), Zn (b, e) and Y (c, f) in parent Mg-Zn-Y-Zr alloy (a~c) and FSP sample at rotation rate of 1600 r/min (d~f)
图4 Mg-Zn-Y-Zr合金母材和转速为1600 r/min的FSP样品的XRD谱
Fig.4 XRD spectra of parent Mg-Zn-Y-Zr alloy (a) and FSP sample at rotation rate of 1600 r/min (b)
镁合金母材和不同转速下FSP样品的EBSD取向分布如图5所示,图中黑色实线和白色实线分别代表高角晶界(晶界错配角≥15°)和低角晶界(2°≤晶界错配角<15°)。镁合金母材和不同转速下FSP样品的晶界错配角分布比例如图6所示。其中母材、800、1200和1600 r/min工具转速下FSP样品的高角晶界比例分别为43%、74%、82%和93%。显然,FSP导致样品内产生了强烈的动态再结晶过程,原始母材中的粗大、不均匀晶粒被细小、均匀、等轴的再结晶晶粒所替代,因而导致了高角晶界比例的大幅增加。另外,随着工具转速的增加,FSP的热输入也随之增加,高热输入也促进了动态再结晶过程,因而获得了更高比例的高角晶界。
图5 Mg-Zn-Y-Zr母材和不同转速下FSP样品的EBSD取向图
Fig.5 EBSD orientation maps of parent Mg-Zn-Y-Zr alloy (a) and FSP samples at rotation rates of 800 r/min (b), 1200 r/min (c) and 1600 r/min (d) (The black and white lines represent the high angle grain boundaries (HAGBs, grain boundaries misorientation angle≥15°) and low angle grain boundaries (LAGBs, 2°≤grain boundaries misorientation angle<15°), respectively)
图6 Mg-Zn-Y-Zr母材和不同转速下FSP样品的晶界错配角分布图
Fig.6 Grain boundary misorientation angle distributions of parent Mg-Zn-Y-Zr alloy (a) and FSP samples at rotation rates of 800 r/min (b), 1200 r/min (c) and 1600 r/min (d) (The black curves show the random misorientation angle distribution for hcp structural metal)
图6中的黑色曲线为hcp结构的随机晶界分布曲线。从图中可以看出,对比FSP样品的晶界分布,原始镁合金母材的晶界分布更倾向偏离随机分布曲线,这意味着原始母材组织具有明显的各向异性,即含有强烈的取向织构,而FSP后织构变弱。随着工具转速的增加,FSP样品的晶界错配角分布向高角度方向移动,FSP样品的晶界分布与随机晶界分布的偏离有减弱的趋势,说明更强的塑性变形和更高的热输入使FSP样品的织构被进一步弱化。另外,从晶界错配角分布来看,FSP样品中晶界错配角分布的峰值分别出现在约30°和90°位置,2个峰值分别与基面纤维织构和锥面织构相关[28,29]。800 r/min工具转速FSP样品的晶界错配角峰值出现在30°左右。随着工具转速增加30°左右峰值降低,90°左右峰值显著增加,在1600 r/min工具转速的FSP样品中,晶界错配角峰值出现在90°左右位置。由于晶界错配角分布与织构有相关性,因而工具转速对FSP样品的织构将产生显著影响。
对不同工具转速下的FSP样品进行超塑性测试,获得了在不同变形温度下样品初始应变速率与峰值延伸率之间的关系(图7)。从结果看,不同条件下FSP样品的延伸率都超过了200%,均表现出了超塑性。对于800 r/min工具转速下得到的FSP样品,在400和450 ℃,峰值延伸率均出现在1×10-3 s-1的应变速率;在1×10-3 s-1的最佳应变速率和400 ℃温度下实现了440%的最大延伸率。对于在1200 r/min工具转速下得到的FSP样品,在400和450 ℃,峰值延伸率均出现在3×10-3 s-1应变速率;在3×10-3 s-1的较高初始应变速率和450 ℃的变形温度下实现了1100%的最大延伸率。对于在1600 r/min工具转速下得到的FSP样品,在450 ℃的变形温度下,峰值延伸率出现在1×10-2 s-1的高应变速率,而在400 ℃的变形温度下,峰值延伸率则出现在3×10-3 s-1的较高变速率,即随着变形温度的增加最佳应变速率发生了显著提升;在1×10-2 s-1的高应变速率和450 ℃的测试温度下实现了1200%的最大延伸率。
图7 不同转速FSP样品在不同变形温度下的初始应变速率与延伸率之间的关系
Fig.7 Relationships of elongation with initial strain rate at 400 ℃ (a) and 450 ℃ (b) for FSP samples at rotation rates of 800, 1200 and 1600 r/min with traverse speed of 100 mm/min
从以上结果可以看出,随着工具转速的增加,超塑性变形的最佳应变速率和延伸率均显著提升,同时对应的变形温度也有增加的趋势。这主要是由于,随着转速增加,更加细小、弥散的W相对晶界的强烈钉扎作用,使Mg-Zn-Y-Zr合金的FSP样品具有了更高的热稳定性,在高温下获得了优异的超塑性能。由于W相的熔点为510 ℃,超过了超塑性变形温度400和450 ℃,因而在超塑性变形过程中W相能够稳定存在,同时起到抑制晶粒粗化和提高超塑性能的作用。类似地,之前的报道[24]也显示了W相在Mg-Zn-Y-Zr镁合金超塑性变形过程中表现出很高的稳定性。相比较而言,由于传统的AZ系等镁合金的高温热稳定性较差,FSP热输入的增加容易导致晶粒显著粗化,通常很难获得高应变速率超塑性。
不同工具转速FSP样品在不同变形温度下的流变应力与初始应变速率之间的关系如图8所示。从图中可以看出,随着变形温度的增加,不同条件下的流变应力明显降低。说明随着变形温度的增加,提高了原子的自由能,促进了晶界滑移。另外,随着工具转速的增加,FSP样品在相同的变形温度和应变速率下的流变应力也有所降低。与未添加稀土镁合金相比,Mg-Zn-Y-Zr显示了较高的流变应力,这主要是由于耐热镁合金的较高热稳定性。图中还显示了不同转速下FSP样品在3×10-4~1×10-2 s-1的初始应变速率范围内,应变速率敏感指数(m)均约为0.5,较高的应变速率敏感指数意味着镁合金的抗颈缩发展能力好,晶界滑移为超塑性的主要变形机制[30]。
图8 不同转速FSP样品在不同温度下初始应变速率与流变应力的关系
Fig.8 Relationships of flow stress with initial strain rate at 400 ℃ (a) and 450 ℃ (b) for FSP samples at rotation rates of 800, 1200 and 1600 r/min (m—strain rate sensitive exponent)
图9为未超塑性测试样品和不同转速下FSP样品在不同变形温度和初始应变速率下超塑性测试直到断裂的样品形貌。这些宏观样品均展示了无明显颈缩的延伸状态,显示了均匀的超塑性变形特点。图10分别为不同工具转速下的FSP样品在不同应变速率和变形温度进行超塑性变形直至断裂后的表面形貌SEM像。由图可见,不同条件下的超塑性变形均表现出了明显的晶界滑移特征,并且随着工具转速的增加,晶粒逐渐变细,说明转速的增加使晶粒在高温下的热稳定性逐渐增强。
图9 不同转速下FSP样品超塑性测试的拉断样品形貌
Fig.9 Macrographs of untested and failed tensile FSP specimens at rotation rates of 800 r/min (a), 1200 r/min (b) and 1600 r/min (c) at test temperatures of 400 ℃ (a) and 450 ℃ (b, c)
图10 不同转速下FSP样品在超塑性变形后的表面SEM像
Fig.10 SEM images of fracture surface of FSP samples at 800 r/min deformed under 400 ℃ and 1×10-3 s-1 (a), at 1200 r/min deformed under 450 ℃ and 3×10-3 s-1 (b) and at 1600 r/min deformed under 450 ℃ and 1×10-2 s-1 (c)
由于传统的AZ和ZK系镁合金中的第二相Mg17Al12和Mg-Zn相具有较低的热稳定性,较难提高镁合金的高温性能,因此目前大量研究[5,6,7]采用向传统镁合金中添加Y、Nd、Ce等稀土元素的方法来改善镁合金的高温性能。由于添加了稀土元素后,镁合金中会形成具有高热稳定的第二相,因此耐热镁合金获得了优异的高温性能。对于Mg-Zn-Y-Zr合金,Y元素的加入使合金中形成了Mg-Zn-Y三元共晶相,根据Zn/Y比的不同在合金中会形成I相和W相,二者具有不同的热稳定性,其中W相(共晶点510 ℃)具有更高的热稳定性。
在本工作中,采用的Mg-7Zn-1.2Y-0.8Zr合金含有W相,因而具有较高的热稳定性。事实上,除了W相本身以外,W相的尺寸和分布状态对热稳定性的影响也很大。FSP过程中高速旋转的螺纹搅拌针对W相具有显著的破碎和弥散化作用,而且随着工具转速的增加W相被细化和弥散化的程度更明显,这些细小弥散分布的W相将对晶界产生强烈的钉扎作用,抑制了再结晶晶粒的长大,获得了平均晶粒尺寸<10 μm的等轴细晶。因而,随着工具转速的增加,被细化的W相不仅增强了Mg-Zn-Y-Zr合金的热稳定性,还在一定程度上细化了再结晶晶粒。另外,细化的第二相也能够显著降低超塑性变形过程中的孔洞,继而改善超塑性能[19]。
耐热镁合金Mg-Zn-Y-Zr进行FSP后,获得了细小、弥散的热稳定W相以及细小、等轴、均匀的再结晶晶粒,这为实现Mg-Zn-Y-Zr耐热镁合金的高应变速率超塑性提供了基本的保障。然而,除了这2个因素,晶界特征也十分重要,其中高角晶界有利于发生晶粒的滑动或转动,对超塑性变形十分有利[31]。图5和6显示,与热挤压态的原始Mg-Zn-Y-Zr相比,FSP样品的高角晶界比例显著增加。这主要是由于FSP下被粉碎的大量弥散分布在晶内的细小W相将作为动态再结晶的形核质点,变形过程中大量位错将在这些质点附近塞积,进一步增加材料变形储能,因而极大地促进了动态再结晶过程,使得高角晶界比例显著增加。类似地,Ball等[32]报道了稀土元素对于动态再结晶过程的影响规律。
不同于热轧和ECAP等近等温的热加工过程,FSP是一个快速升温和快速冷却的热加工过程,尤其是在低热输入FSP过程中峰值温度较低且冷速较快,往往容易使部分塑性变形特征被保留到室温[33]。Mironov等[34]此前报道,在400 r/min的工具转速和30 mm/min行进速度的低热输入参数下对奥氏体不锈钢进行FSP,在FSP样品中发现含有一定量的剪切纤维织构残留。同时,与Al的层错能(166 mJ/m2)相比,Mg的层错能(60~78 mJ/m2)较低,扩展位错很宽,难以从节点和位错网中解脱,很难通过交滑移和攀移与异号位错抵消,位错容易聚集[35]。正基于此,在FSP的较低热输入下镁合金FSP样品中往往容易保留一定比例的低角晶界。而FSP的高热输入条件下,加工过程中的峰值温度较高且加工后冷速较慢,不容易保留变形组织特征。另外,基于Zener-Hollomon参数关系,采用高应变速率和高温度的高工具转速可促进再结晶过程,因此可以获得高比例的高角晶界。因此,随着FSP工具转速的增加,高热输入和强变形将导致高角晶界的显著增加,这些高比例的高角晶界将会极大地促进超塑性变形过程。
通常,热加工金属材料的EBSD错配角分布与织构特征具有特定的对应关系。Feng等[28]报道显示,FSP镁合金中的织构主要由基面滑移和锥面孪晶导致,30°和90°左右的晶界错配角峰值分别对应着基面纤维织构和锥面织构。图6显示随着工具转速的增加,FSP样品中的30°左右晶界错配角分布比例明显下降,这意味着基面纤维织构被弱化。在800 r/min的较低热输入下,加工温度低且加工后的冷却速率快,变形组织容易被保留。在FSP镁合金过程中,镁合金(0002)基面沿着搅拌工具呈带状分布,带状分布与洋葱环相对应,镁合金的〈c〉轴垂直于FSP横截面样品的表面(与FSP方向一致),在样品表面显示为基面纤维织构特征[36]。随着工具转速的增加,高热输入使变形组织难以保留,基面纤维织构降低。图6中还显示,随着工具转速的增加,FSP样品的晶界错配角分布更加趋近于随机分布晶界,进一步印证了FSP样品织构的弱化。
由于镁合金中稀土元素的添加,极大地改善了材料的高温力学性能,尤其是高温超塑性能。对于Mg-Zn-Y-Zr合金,通过FSP加工获得了细小的等轴再结晶晶粒、细小弥散的W相以及高比例的高角晶界。在超塑变形过程中,等轴细晶有利于高温变形过程中的晶粒转动,细小弥散的W相有效地抑制了等轴晶粒的高温粗化,而高比例的高角度晶界进一步促进了等轴晶粒的转动。随着工具转速的增加,晶粒进一步细化、W相更加细小弥散且高角晶界比例也显著增加,因而进一步改善了超塑性能。在1600 r/min的最高转速下,FSP样品在1×10-2 s-1的高应变速率和较高的变形温度450 ℃下获得了最高的延伸率1200%。
事实上,除了晶粒、第二相以及晶界特征外,织构对于超塑性能也有很大的影响。Agnew等[37]报道显示,当镁合金的〈c〉轴垂直于超塑性拉伸方向时,超塑性变形过程中仅开动柱面滑移,而当镁合金的〈c〉轴随机分布时,超塑性变形过程中则可能同时开动锥面和柱面滑移。因此,对于800 r/min工具转速下的FSP样品,其较强的基面纤维织构对于超塑性能不利,而对于1200和1600 r/min工具转速下的FSP样品,超塑性变形的最大延伸率和最佳应变速率均有显著提升,其较弱的织构对改善超塑性能有益。
图11对不同工具转速下FSP样品的超塑性变形数据进行了归一化,图中黑色实线是晶界滑移为控制机制的细晶镁合金超塑性本构方程[38],如下所示:
式中,
图11
Fig.11 Relationships between
图11中可以看出,不同工具转速下FSP样品的超塑性拟合曲线与镁合金超塑性本构方程具有相同的斜率,这进一步说明了晶界滑移为FSP Mg-Zn-Y-Zr合金的主要超塑性变形机制。随着工具转速的增加,FSP样品的超塑动力学不断加速,在1600 r/min工具转速下,Mg-Zn-Y-Zr合金的超塑动力学已经与镁合金的理想本构方程相吻合,即在1600 r/min工具转速下FSP样品的超塑性动力学的无量纲常数(A值)已经达到了理想的2×105。
Wang等[18]报道,对于不同热加工条件下获得的具有类似晶粒尺寸的细晶铝合金,随着高角晶界比例的增加,超塑性动力学发生了明显的加速现象。大量研究[3,4]表明,对于采用热轧、ECAP等热加工方式所制备的细晶镁合金,超塑性动力学通常慢于本构方程(1)。这主要与ECAP或轧制的细晶镁合金中含有的高密度位错等亚结构有关。在这些镁合金的超塑变形过程中,除发生晶界滑移外,还存在晶内位错迁移,另外这些变形镁合金中存在的强基面织构对超塑性变形也有影响。然而,在FSP Mg-Zn-Y-Zr耐热镁合金中,因其高比例的高角晶界、尺寸适中的等轴细晶组织、细小、弥散的耐高温第二相颗粒以及较弱的织构,使得在不同变形条件下的超塑变形均以稳定的晶界滑移机制为主,这些因素是实现高应变速率超塑性和超塑动力学加速的关键。
(1) 在不同的工具转速条件下对6 mm厚的热挤压态Mg-Zn-Y-Zr耐热镁合金板材进行了FSP,最终获得了由均匀、细小的等轴再结晶晶粒和细小、弥散的W相颗粒组成的高质量FSP样品。
(2) 随着工具转速的增加,由于热输入和塑性变形程度的增加,W相颗粒被显著细化并均匀弥散分布,高角晶界比例大幅增加,晶粒尺寸被一定程度细化,并且织构也逐渐变弱。
(3) 随着工具转速的增加,最大延伸率和最佳应变速率不断增加,在1600 r/min工具转速下的FSP样品中,在1×10-2 s-1的高应变速率和450 ℃的变形温度下,获得了1200%的最大延伸率。
(4) 对于不同转速下FSP样品,在1×10-3~1×10-2 s-1的应变速率范围,400和450 ℃的变形温度,晶界滑移为Mg-Zn-Y-Zr合金超塑性的主要变形机制。随着工具转速的增加,超塑性动力学被显著加速,在1600 r/min工具转速的FSP样品中,由于高比例的高角晶界、尺寸适中的等轴细晶组织、细小弥散的耐高温第二相颗粒以及较弱的织构的贡献,超塑动力学与理想的细晶镁合金超塑性本构方程相吻合。
 , 马宗义
, 马宗义
1 实验方法
2 实验结果









3 讨论

4 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
