



分享:层间温度对9%Cr热强钢管道多层多道焊接头残余应力的影响

胡磊
摘要
使用有限元法研究了不同层间温度(IPT)时,在9%Cr热强钢管道多层多道焊接头残余应力演化中马氏体相变作用的差异,揭示了层间温度对残余应力作用的机理。结果表明,提高层间温度可以显著降低接头内的残余拉应力,特别是管道中部区域焊缝(WM)内的残余拉应力降低明显。其机理主要有2方面:一是提高层间温度可保留较高含量的奥氏体,屈服强度低的奥氏体在冷却时积累的残余拉应力较低;二是高的层间温度阻止了马氏体相变在每道焊道焊完后立即进行,从而避免了马氏体相变降低拉应力的效果被后焊焊道的焊接热循环所消除和在随后焊道的焊接热循环中重新积累较大的拉应力。层间温度对9%Cr热强钢管道多层多道焊残余应力分布的影响取决于热收缩和马氏体相变的综合作用,当层间温度较低(低于马氏体转变终了温度Mf)时,热收缩占主导作用,此时接头的大部分区域以残余拉应力为主,只在末道焊道焊缝及其热影响区(HAZ)内形成较大的压应力;当层间温度较高(高于马氏体转变开始温度Ms)时,马氏体相变占主导作用,此时接头以残余压应力为主。
关键词:
9%Cr (质量分数)热强钢是在高参数火电机组中取得广泛应用的一类高等级马氏体热强钢,主要包括T/P91、T/P92钢等,其焊接性引起了广泛的关注[1,2,3,4]。由于焊接的特殊热过程所导致的材料性能劣化以及焊接残余应力(WRS)的形成,焊接接头往往是火电机组锅炉管道系统中的薄弱环节。焊接裂纹的产生和接头的性能劣化都会被WRS所加剧,如冷裂纹倾向的增大[5]、接头疲劳强度的降低[6]以及服役过程中蠕变损伤的加剧[7]等。
层间温度是9%Cr热强钢焊接中一个十分重要的工艺参数。9%Cr热强钢的合金元素含量较高,导热性比低合金钢差,在管道多层多道焊接时积累的热量难以扩散,导致层间温度快速上升。焊缝韧性不足是这类钢焊接时的一个突出问题,为了避免焊缝晶粒粗大导致韧性进一步恶化,有研究[8,9]认为该类钢电弧焊时的层间温度应限制在250 ℃以下。但是过低的层间温度会造成焊接过程频繁停顿,影响焊接生产效率,更值得注意的是有可能明显改变接头中的残余应力分布。由于9%Cr热强钢的马氏体转变开始温度(Ms)在400 ℃左右[10,11],较低的层间温度焊接意味着在马氏体状态下完成焊接过程。模拟计算[12]表明,在9%Cr热强钢管道的多层多道焊中,马氏体相变虽然在先焊焊缝中形成了很高的压应力,但后续焊道的焊接热循环会显著降低该压应力,并在先焊焊道中形成较大的残余拉应力。由于拉应力的存在,在实际9%Cr热强钢厚壁管道的焊接中,已发现裂纹出现在管道中部和焊根处,而不是表层焊道处[13,14]。因此,有必要研究层间温度对9%Cr热强钢多层多道焊接头残余应力分布的影响,为焊接工艺参数的选取和裂纹分析提供参考和依据。目前关于层间温度对于9%Cr热强钢管道焊接残余应力的影响机理,特别是不同层间温度下马氏体相变在应力演化中的作用还鲜见报道。
随着计算机硬件水平的发展和计算焊接力学理论的日臻成熟,有限元法已经成为预测焊接残余应力最有效的工具之一[15,16,17]。并且,由于实验手段的限制,有限元法也是目前唯一可行的精确获取厚壁工件内部残余应力的方法。Satoh实验是研究焊接残余应力形成机理的有效方法[18,19]。本工作首先通过数值Satoh实验研究了不同层间温度时焊接应力的演化过程,随后基于作者前期工作[12]开发的可以考虑马氏体相变影响的“温度场-显微组织场-应力场”耦合的有限元计算方法,计算了不同层间温度时9%Cr热强钢管道焊接残余应力分布,并分析了马氏体相变在应力演化中的作用。该研究对于揭示层间温度对马氏体钢多层多道焊接头残余应力影响机理具有重要的理论意义,同时对于优化焊接工艺、调控多层多道焊接头残余应力具有重要工程应用价值。
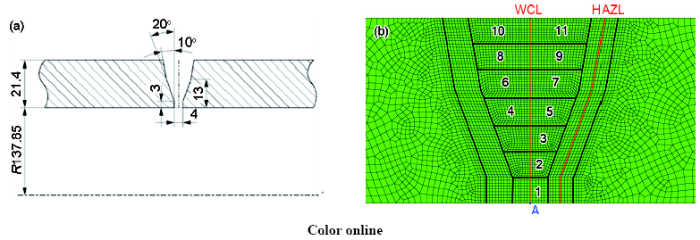
计算管道的材质为SA335-P91钢,管道和坡口尺寸、焊道顺序以及网格划分如图1所示。焊接过程分7层11道完成,使用了二维轴对称计算模型。为了兼顾计算精度和计算时间,在焊缝(WM)和热影响区(HAZ)内细化网格,在远离焊接区域的母材使用较粗的网格划分。采用顺序耦合方法计算焊接应力场分布,即先计算焊接温度场和显微组织转变过程,并将计算结果作为载荷施加到应力场计算模型求解应力分布。材料参数、焊接参数以及详细的计算过程参见文献[12]。
图1 有限元计算模型和焊缝附近网格划分
Fig.1 Simulation model (unit: mm) (a) and finite element meshes near the welding zone (WCL—center line of weld, HAZL—center line of heat affected zone) (b)
计算中,P91钢的奥氏体转变开始温度(Ac1)和奥氏体转变终了温度(Ac3)分别取820和920 ℃,Ms取375 ℃[20],马氏体相变过程使用Koisten-Marburger关系[21]描述:
式中,fM为马氏体相变量,T (T≤Ms)为温度。根据式(1),P91钢发生95%马氏体相变时的温度(Mf)约为102 ℃。
为了分析层间温度对9%Cr热强钢管道多层多道焊接头残余应力的影响,共进行了4组(Weld A、Weld B、Weld C、Weld D)不同层间温度的计算。其中Weld A的层间温度为102 ℃,已达到Mf,此时先焊焊道加热时形成的奥氏体,冷却到层间温度时几乎完全转变为马氏体。Weld B的层间温度为249 ℃,先焊焊道加热时形成的奥氏体,冷却到层间温度时有75%转变为马氏体。该温度也是我国电力行业标准DLT/869-2012《火力发电厂焊接技术规程》中规定的9%Cr钢焊条电弧焊时层间温度的上限(不超过250 ℃)。Weld C的层间温度为312 ℃,先焊焊道加热时形成的奥氏体,冷却到层间温度时有50%转变为马氏体。该温度接近于DLT/869-2012标准中规定的9%Cr钢埋弧焊时层间温度的上限(不超过300 ℃)。Weld D的层间温度为375 ℃,此时先焊焊道加热时形成的奥氏体会在所有焊道焊完后冷却到Ms以下同时进行马氏体相变。在实际焊接中一般会在母材坡口附近安装加热器,通过控制加热器的加热功率进行预热和控制焊接层间温度。为了模拟这一过程,在覆盖加热器部分母材添加环境温度为层间温度的对流换热边界条件,并人为增加层间温度附近温度的散热系数[20]。为了避免焊缝形状的影响,通过调节焊接线能量,使4组计算中获得近似相同的WM和HAZ尺寸。
图2给出了图1中点A在前2道焊道中的焊接热循环。可以看出,在4组计算中,第1道焊道焊接热循环中点A最高加热温度均约为1600 ℃,第2道焊道焊接热循环中最高加热温度均约为1200 ℃。层间温度对最高加热温度影响较小,但会降低冷却速率。考虑到9%Cr钢的淬透性强,层间温度升高引起的冷却速率降低对接头最终组织类型影响不大,可以认为都能形成完全的马氏体组织。
图2
Fig.2 Welding thermal cycles of the first two weld passes at point A in
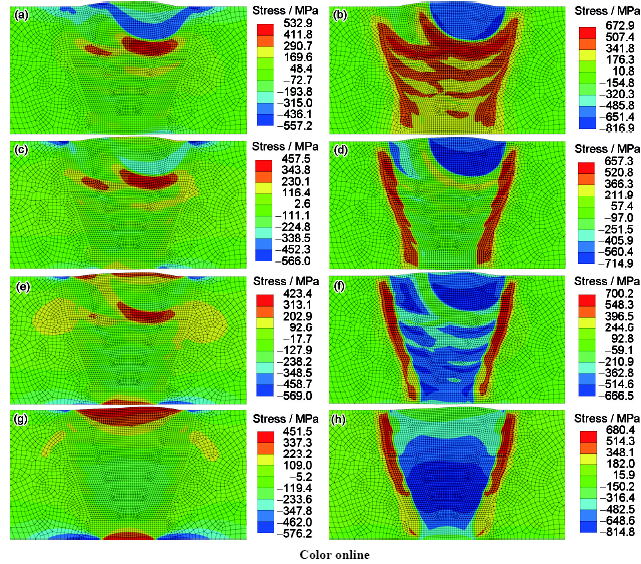
4组计算中管道纵截面内轴向和环向残余应力分布如图3所示。可以看出,对于Weld A (图3a和b),只在末道焊道的WM及其HAZ内形成了显著的轴向和环向残余压应力,而管道中部WM内存在较大的拉应力。最大拉应力出现在管道末道焊道下的次表层焊道。残余拉应力的极值呈“鱼鳞状”分布,其原因是这些拉应力极值位于后一层焊道的临界热影响区(ICHAZ)和附近母材位置,一方面这些位置由于加热温度较高,冷却时发生较大的热收缩,另一方面也没有发生马氏体相变或是马氏体相变不足以抵消热收缩[12]。这些位置也正对应于P91钢接头蠕变强度降低的区域[3,22],考虑到遗传效应,焊后热处理后虽然应力幅值显著降低,但应力分布形式仍与焊态类似[4,23]。因此,焊接残余应力有可能对接头蠕变强度有较大影响。Weld B与Weld A中残余应力分布形式类似,但管道中部WM内轴向和环向残余拉应力显著降低,特别是末道焊道下的次表层焊道处,如图3c和d所示。在Weld C中,如图3e和f所示,整个WM和大部分HAZ内均形成了较大的环向残余压应力,环向残余压应力的峰值也出现了“鱼鳞状”分布形式,最大环向残余压应力仍出现在末道焊道及其HAZ内,最大环向残余拉应力出现在管道中部的ICHAZ及其附近的母材处。在管道大部分WM和HAZ中均形成了一定的轴向残余压应力,但在管道内、外壁WM及其附近大部分HAZ和末道焊道下的次表层焊道中形成了较大的轴向残余拉应力。在Weld D中,如图3g和h所示,轴向和环向残余应力分布形式与前面3组计算存在较大的差异,残余应力已经没有“鱼鳞状”分布特征,整个WM和大部分HAZ内均形成了较大的环向残余压应力,最大压应力出现在靠近管道中部WM处,管道内、外壁WM及HAZ的环向残余压应力较小。在管道中部大部分WM和HAZ内形成了较低的轴向残余压应力,但管道内、外壁附近WM及HAZ出现了较低的轴向残余拉应力。
图3 4组计算中管道纵截面内轴向和环向残余应力计算结果
Fig.3 Simulation results of axial (a, c, e, g) and hoop (b, d, f, h) residual stresses on the cross-section in Weld A (a, b), Weld B (c, d), Weld C (e, f) and Weld D (g, h)
图4给出了4组计算中,残余应力沿图1b中焊缝中心线(WCL)和HAZ中心线(HAZL)在管道厚度方向(从内壁到外壁)的分布。可以看出,除末道焊道外,Weld A (层间温度Ti=102 ℃)、Weld B (Ti=249 ℃)和Weld C (Ti=312 ℃)中应力沿WCL和HAZL分布形式几乎完全相同,只是应力数值上有较大的降低,并且环向残余应力的降低幅度要远高于轴向残余应力。在Weld D (Ti=375 ℃)中,残余应力沿管道壁厚方向的分布大致呈“两头高,中间低”的特征,在管道靠近内壁和外壁的WM和HAZ中均形成了高于Weld A和Weld B的轴向残余拉应力。
图4 层间温度对管道壁厚方向残余应力分布的影响
Fig.4 Effect of Ti on axial (a, c) and hoop (b, d) residual stresses along WCL (a, b) and HAZL (c, d) in
以上结果表明,提高层间温度可以显著降低9%Cr热强钢管道接头内的残余拉应力,特别是管道中间区域WM和大部分HAZ内的轴向和环向残余拉应力降低明显,但同时会在管道靠近内壁和外壁的WM和HAZ内形成一定的轴向残余拉应力。需要指出的是,提高层间温度并不能降低HAZ中的ICHAZ及其附近母材内较大的环向残余拉应力(图3b、d、f和h)。
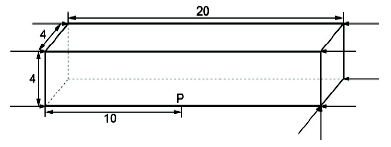
为了说明层间温度对9%Cr热强钢焊接残余应力的影响机理,使用数值模拟方法进行了Satoh实验[24,25],研究P91钢在1次和2次焊接热循环中的应力演化过程。Satoh实验计算模型为4 mm×4mm×20 mm的棒状试样,模型两端固定,如图5所示。
图5 Satoh实验计算模型与约束条件示意图
Fig.5 Schematic of simulation model and restraint conditions of Satoh tests (unit: mm)
分别计算了6组计算案例,计算条件列于表1。其中,Case I和Case II经历了1次热循环,其峰值温度分别为1350和800 ℃,分别用于说明发生马氏体相变区域(WM和HAZ)以及未发生马氏体相变但加热温度较高冷却时发生较大收缩变形区域(HAZ附近母材)的应力演化过程。Case III~Case VI经历了2次热循环,用于分析层间温度对9%Cr热强钢多层多道焊应力演化的影响。
表1 Satoh实验的计算条件
Table 1 Simulation conditions of Satoh tests
6组数值Satoh实验中,图5中试样中部位置P点的温度-轴向应力变化曲线如图6所示。由于Case I的峰值温度超过了Ac3 (P91钢为920 ℃),其加热时会完全转变为奥氏体。从图6a中可以看出,P91钢冷却过程中伴随马氏体相变的体积膨胀不仅抵消了热收缩形成的拉应力,并且形成了较大的压应力。在冷却到室温后,Case I中存在约231.8 MPa的残余压应力。Case II的峰值温度低于Ac1 (P91钢为820 ℃),其加热时没有形成奥氏体,冷却过程中没有发生马氏体相变。在冷却过程中,Case II由于热收缩形成了约463.5 MPa的拉应力。在Case III和Case V中,第1次焊接热循环冷却到Mf,此时材料已经由奥氏体完全转变为马氏体,P点存在约354.8 MPa的压应力。而在Case IV和Case VI中,第1次焊接热循环只冷却到Ms,此时材料尚未发生马氏体相变,P点存在约169.6 MPa的拉应力。比较Case III和Case IV,虽然由于层间温度的不同,在第1次热循环中分别形成了较大的压应力和拉应力,但由于它们第2次热循环峰值温度很高,此时由于材料的软化,第1次焊接热循环中形成的应力已被完全“消除”,故在第2次热循环冷却过程中的应力演化与Case I完全相同,在冷却到室温后存在约231.8 MPa的压应力。这说明在多层多道焊中,前一焊道WM表层的的残余应力主要取决于后一次焊道的焊接热循环。
图6 Satoh实验模拟结果
Fig.6 Simulation results of Satoh tests for Case I (a), Case II (b), Case III (c), Case IV (d), Case V (e) and Case VI (f)
在Case V和Case VI中,第2次热循环的峰值温度低于Ac1,并没有发生奥氏体相变。在Case V中一方面由于马氏体的屈服强度较高,在第2次热循环的冷却过程中形成了较大的拉应力,另一方面没有马氏体相变降低拉应力,因此冷却到室温后形成了高达519.1 MPa的拉应力。在Case VI中,由于层间温度为Ms,第1次热循环中形成的奥氏体尚未转变为马氏体,在第2次热循环的冷却过程中由于奥氏体的屈服强度较低,故形成的拉应力也较低。从图6e和f可以看到,Case V中第2次热循环冷却到Ms时形成了约440.4 MPa的拉应力;而Case VI中第一次热循环只形成了约169.6 MPa的拉应力,而在第2次热循环冷却到室温后由于马氏体相变,形成了约230.4 MPa的压应力。
因此,提高层间温度降低残余应力主要有2方面原因:一是提高层间温度可保留较高含量的奥氏体,在冷却时屈服强度较低的奥氏体积累的拉应力较低;二是高的层间温度阻止了马氏体相变在每道焊道焊完冷却到Ms以下后立即进行,从而避免了马氏体相变降低拉应力的效果被后焊焊道的焊接热循环所消除,并在随后焊道的焊接热循环中重新积累较大的拉应力。
以第3道(第3层)和第7道(第5层)焊道焊完后冷却到层间温度时的应力分布为例,分析说明层间温度对9%Cr热强钢管道多层多道焊焊接应力演化的影响。图7为在4种层间温度下第3道焊道焊完后的轴向和环向应力分布。
图7 第3道焊缝焊完后的轴向和环向应力分布
Fig.7 Contour maps for axial (a, c, e, g) and hoop (b, d, f, h) stresses after the 3rd weld pass in Weld A (a, b), Weld B (c, d), Weld C (e, f) and Weld D (g, h)
可以看出,在Weld A、Weld B和Weld C中,在整个WM和大部分HAZ内均形成了较大的环向压应力,但焊根附近的压应力明显较低。其原因是在第3道焊道的焊接热循环中,第2道焊缝的上部会被加热到Ac1以上,在冷却时也发生了马氏体相变,故冷却到层间温度后形成了较大的环向压应力;而在第3道焊道的焊接热循环中,第1道焊缝最高加热温度没有超过Ac1,在冷却时并未发生马氏体相变,但由于加热温度较高,在加热时发生了较大的塑性变形,故冷却时的热收缩会降低该部位在第1道焊缝施焊时形成的压应力。由于随着层间温度的升高,发生的马氏体相变量逐渐减少,并且材料的屈服强度也会逐渐降低。因此,在前3组计算中焊缝内的环向压应力依次降低。在Weld A、Weld B和Weld C中,第3道焊道WM内环向压应力分别约为570、459和360 MPa。
对于9%Cr钢管道环焊缝,轴向残余应力形成的直接原因来自焊缝的轴向收缩,间接原因来自焊接区域马氏体相变引起的体积膨胀导致的向外弯曲变形[12]。第3道焊道焊完后,由于该区域向外弯曲变形,导致第3道焊缝的上部形成了较低的轴向压应力,而第3道焊缝的下部以及第2道焊缝的上部形成了较大的轴向压应力。焊根附近的轴向拉应力是为了平衡第3道焊缝向外的弯曲变形而形成的反向向内弯曲变形形成的。由于层间温度低的Weld A中的马氏体相变量大,在第1道焊缝的焊根附近形成了约490 MPa的轴向拉应力,而层间温度较高的Weld C中,该位置只形成了约320 MPa的轴向拉应力。
Weld D的应力分布形式与前3组计算有显著的区别。一方面由于层间温度为Ms,WM和大部分HAZ完全为奥氏体,由于奥氏体的屈服强度低,使Weld D的应力显著低于前3组计算结果;另一方面由于没有马氏体相变,应力完全是由热收缩形成的拉应力。需要说明的是,由于计算中没有考虑焊缝形状的影响,在第3道焊缝的焊趾处出现了较大的应力集中,并形成了一定的压应力。除焊趾外,在整个焊接区域均形成了较大的环向拉应力。由于P91钢母材组织为回火马氏体,其屈服强度高于WM和HAZ内的奥氏体,因此焊缝附近母材区域的拉应力更大。第3道焊缝表面的轴向压应力主要是由管道在焊缝及附近区域由于热收缩发生向内的弯曲变形导致的[26]。
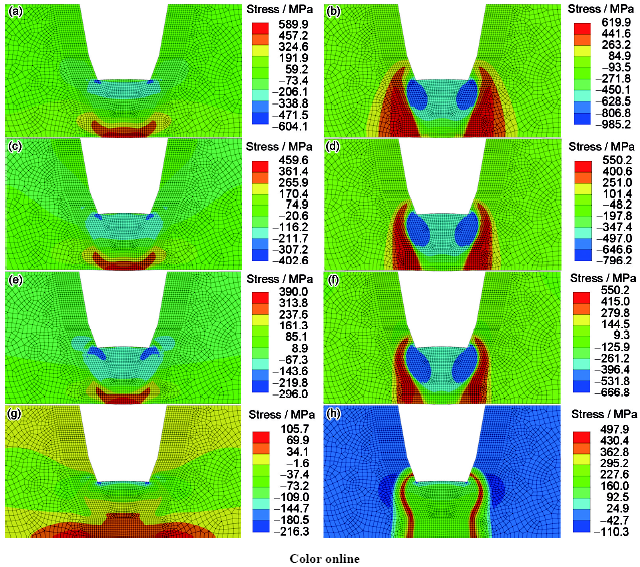
图8为4种层间温度下第7道焊道焊完后的轴向和环向应力分布。同样,Weld A、Weld B和Weld C的应力分布形式类似,但与Weld D有较大差异,并且Weld A、Weld B和Weld C中应力逐渐降低。在Weld A中,虽然管道中部和内壁焊缝在先焊焊道的施焊中形成了较大的压应力,但会被后续焊道的焊接热循环所消除,并且逐渐在随后焊道的冷却过程中积累较大的拉应力,最终结果表现为马氏体相变只在当前施焊焊道(第7道焊道)的WM及其HAZ内形成了较大的压应力,而在其HAZ的ICHAZ及附近母材内,由于热收缩形成了较大的拉应力。并且这些拉应力峰值的位置与随后焊道的距离较远,其在随后焊道焊接热循环中峰值温度远低于Ac1,故这些应力峰值得以保留,只是应力数值略有降低,最终形成了“鱼鳞状”环向应力峰值分布。在Weld D中,在第7道焊道焊完后,环向应力分布形式与第3道焊缝焊完后十分类似,在整个WM、HAZ以及附近母材内均形成了一定的环向拉应力,并且由于母材部位回火马氏体的屈服强度较高,其拉应力更高。不同的是管道内壁附近环向拉应力较低,其原因是后焊焊道的收缩会挤压先焊焊道,从而降低先焊焊道内的环向拉应力。在管道内表面形成了一定的轴向压应力,其原因是为了平衡管道中部出现的较大的拉应力。
图8 第7道焊缝焊完后的轴向和环向应力分布
Fig.8 Contour maps for axial (a, c, e, g) and hoop (b, d, f, h) stresses after 7th weld pass in weld A (a, b), weld B (c, d), Weld C (e, f) and Weld D (g, h)
根据图3所示的所有焊道焊完后残余应力分布可以看出,在Weld A中,最终的应力分布形式与第7道焊道焊完后类似。在Weld B中,末道焊道焊完后冷却到层间温度以下时,先焊焊道中未相变的25%奥氏体此时会继续发生马氏体相变,伴随马氏体相变的体积膨胀抵消了部分热收缩形成的拉应力,从而使Weld B中先焊焊道形成了低于Weld A的残余拉应力。Weld C中由于马氏体相变量的增加,在先焊焊缝中已可以完全抵消拉应力,并形成压应力。Weld C中压应力的极大值与Weld A和Weld B中的拉应力极大值位置刚好相反,这是因为在末道焊道焊完后冷却到层间温度以下后,整个WM内的马氏体相变量相同,马氏体相变形成的压应力也大致相同,转变前拉应力较大处形成的压应力较小,反之亦然。在管道外壁附近WM和HAZ内形成了较大轴向拉应力,其原因同样是由于马氏体相变引起的体积膨胀导致的该位置向外的弯曲变形。
在Weld D中,由于先焊焊道在末道焊道冷却到Ms前一直保持为奥氏体,应力很低。其残余应力主要是在末道焊道的冷却中形成的。所有焊道焊完后,整个WM和大部分HAZ由于马氏体相变均形成了较高的环向压应力。但由于没有发生马氏体相变或者马氏体相变量较少,在ICHAZ和附近母材内仍存在较高的环向拉应力。在管道外壁附近的WM和HAZ形成了较大的轴向拉应力,管道中部则形成了较小的轴向压应力,其原因是焊缝及其附近的环向膨胀,使该部位形成向外的弯曲变形。为了平衡管道外壁附近向外的弯曲变形,管道内壁附近会发生反向的向内弯曲变形,并在焊根附近形成了一定的拉应力。这也是管道内壁和外壁附近环向压应力较低的原因。
从以上应力演化的分析可以看出,在9%Cr钢管道多层多道焊中,层间温度改变焊接残余应力分布的原因在于:当层间温度低于Mf时,管道中部和内壁附近焊缝的残余拉应力主要形成原因是随后1~2层焊道冷却时的热收缩形成的,之后焊道的焊接热循环只会略微降低应力幅值。马氏体相变只在末道焊道WM和HAZ内形成较大的残余压应力;而在层间温度高于Ms时,先焊焊道加热形成的奥氏体在末道焊道冷却到Ms以前,一直得以保留。由于奥氏体的屈服强度很低,先焊焊道的热循环形成的应力很小,其残余应力主要是在末道焊道的冷却过程中形成的,此时马氏体相变形成的压应力得以保留。当层间温度介于Ms与Mf之间时,残余应力取决于2种因素共同作用结果。当层间温度较低时,热收缩占主导作用,此时接头以残余拉应力为主,只在没有后续焊道的末道焊道及其热影响区内形成较大的压应力;当层间温度较高时,马氏体相变起主导作用,此时接头以残余压应力为主。
(1) 层间温度对9%Cr热强钢管道多层多道焊残余应力分布有明显影响,提高层间温度可以显著降低接头内的残余拉应力,特别是管道中部区域WM内的轴向和环向残余拉应力降低明显,但同时会在靠近管道内壁和外壁的WM内形成一定的轴向残余拉应力。提高层间温度不能降低ICHAZ及附近母材内较大的环向残余拉应力。
(2) Satoh 实验数值模拟结果表明,提高层间温度降低多道焊接头残余拉应力的作用机理有2方面:一是提高层间温度可保留较高比例的奥氏体,屈服强度低的奥氏体在冷却时积累的残余拉应力较低;二是高的层间温度阻止了马氏体相变在每道焊道焊完后立即进行,从而避免了马氏体相变降低拉应力的效果被后焊焊道的焊接热循环所消除和在随后焊道的焊接热循环中重新积累较大的拉应力。
(3) 层间温度对9%Cr热强钢管道多层多道焊残余应力分布的影响取决于热收缩和马氏体相变的综合作用,当层间温度较低时(低于Mf),热收缩占主导作用,此时接头的大部分区域以残余拉应力为主,只在末道焊道WM及其HAZ内形成较大的压应力;当层间温度较高时(高于Ms),马氏体相变占主导作用,此时接头以残余压应力为主。当层间温度介于Ms与Mf之间时,残余应力取决于2种因素共同作用结果。
 , 尹孝辉
, 尹孝辉
1 数值模拟方法
2 计算结果


3 残余应力的演化分析
3.1 数值Satoh实验
Case
Tp1 / ℃
Ti / ℃
Tp2 / ℃
I
1350
-
-
II
800
-
-
III
1350
102
1350
IV
1350
375
1350
V
1350
102
800
VI
1350
375
800

3.2 层间温度对9%Cr钢管道多层多道焊接头残余应力演化的影响

4 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
