



分享:基于箔材反应退火合成的TiAl基复合材料板材研究进展

耿林, 吴昊, 崔喜平, 范国华
哈尔滨工业大学材料科学与工程学院 哈尔滨 150001
摘要
本文综述了利用纯Ti箔和铝基复合材料(Al-MMC)箔反应退火合成TiAl基复合材料板材的研究进展。该方法包括对多层Ti/Al-MMC复合板的变形和反应退火热处理,在避免对脆性TiAl金属间化合物直接变形的同时,制备出具有较高强度和延伸率的TiAl基复合材料板材。对合成过程中TiAl基复合材料板材的组织演化和形成机理进行了总结,重点阐明了铝基复合材料与Ti的两步热处理的反应机理,提出了消除Kirkendall孔洞的工艺方法,为大尺寸TiAl基复合材料板材的制备提供了可行的工艺方案。
关键词:
轻质耐热结构材料是近年来材料科学的研究热点,在航空航天和燃气轮机领域具有重要的应用价值。TiAl合金具有低密度,较高的比弹性模量,良好的高温强度、蠕变抗力、抗氧化能力和阻燃性能而被公认为是21世纪最具有发展潜力的高温结构材料[1,2,3]。
尽管TiAl合金具有十分突出的优点,但仍存在许多缺陷,如材料在1000 ℃以上强度相对较低。TiAl合金最为突出的问题是:由于TiAl金属间化合物的本质脆性(室温延伸率仅为1%~2%),难以通过传统的变形工艺进行材料的成形和加工,制备TiAl合金板材的难度很大。TiAl合金板材对轧制条件要求十分苛刻,需要采用包套轧制和等温轧制等特殊轧制工艺,因此大大提高了工艺成本和制造难度[4,5]。然而,TiAl合金板材的制备对于其进入实用化发展阶段有着关键的作用,是必须要解决的问题。
改善TiAl金属间化合物脆性的传统方法主要基于合金化法,其基本机制为:(1) 细化晶粒,以提高化合物的延展性;(2) 调控合金的显微组织,获得具有较大体积分数的细小的全片层组织,以均衡提高TiAl合金室温拉伸性能和断裂韧性;(3) 净化合金,降低O、N等间隙杂质元素的含量以降低TiAl基合金的环境脆性。当前设计的工程TiAl合金成分含有多种合金元素,添加的主要元素和含量(质量分数,%)为(44~48)Al、(0~2)(Cr、Mn)、(0~10)Nb、(0~1)(W、Hf、Mo、Zr)、(0~1)B、(0~0.2)C、(0~0.3)Si、Ti余量,其中Nb和Cr是增加室温塑性的元素,Mo是增加强度的元素,Nb和W是提高抗氧化性的元素,C、Si和Mo是提高抗蠕变能力的元素。其中最引人注目的是在TiAl合金中添加高含量、高熔点的过渡族元素Nb、Zr、Hf和Ta,特别是Nb的加入是提高TiAl基合金的室温塑性、高温抗氧化性能和抗蠕变性能的最有效的手段之一[6]。Paul等[7]考察了高Nb含量的TiAl合金,发现由于Nb的加入改变了层错能,合金中存在大量机械孪晶,并推测含Nb合金中孪晶活动的增加有益于材料在室温下的塑性。同时Nb的加入改善了TiAl合金抗氧化能力和高温蠕变性能,使高Nb含量TiAl合金使用温度提高到900 ℃。此外,其它元素诸如第三组元Cr、W、Mn等和第四组元Si、C、B等可以明显改善TiAl合金的室温塑性[8,9]。Cr、V、Mn占据TiAl相中Al的亚点阵,不但可以提高Ti原子电子云分布的对称性,而且使TiAl单胞体积下降,因而有利于提高合金塑性(可使室温塑性达到3.5%);B、RE (包括Y、La、Ce和Er等)元素对合金组织有显著的细化作用,可提高合金的变形能力。Hecht等[10]研究了B元素对高Nb含量Ti-45Al-8Nb-0.2C-0.2B (原子分数,%,下同)合金的细化作用,结果表明,0.2%B (原子分数)能使TiAl合金的微观组织细化明显,主要是形成的硼化物(Ti, N)B能成为α-Ti形核衬底促进形核,细化α-Ti晶粒到几十微米的数量级,从而在冷却时得到细小的TiAl晶粒使其塑性提高;同时Nb或其它β-Ti稳定元素的加入限制了α-Ti的包晶生长,有利于保证B对晶粒的细化效果。Muto等[11]对Ti-46Al-0.5Si-0.5X (X=Re、W、Mo)和Ti-47.5Al-0.5Re合金定向凝固后的组织和性能进行了研究,结果表明,包含Re、W和Mo的合金具有很好的室温和高温性能,尤其是Ti-46Al-0.5Si-0.5W和Ti-46Al-0.5Si-0.5Mo合金具有定向的TiAl/Ti3Al片状组织,室温塑性均超过20%,这代表了目前塑性的较高水平,且室温屈服强度超过600 MPa,1000 ℃蠕变性能与Ti-43Al-3Si相比提高50%。
尽管合金化可以有效地改善TiAl合金的室温脆性,但是高含量Nb、Zr等元素的引入不可避免地提高了合金的密度,也提高了成本[12,13]。同时,TiAl合金的本质脆性导致其难于变形加工,即使在1100 ℃下进行高温塑性成形仍很困难[14],导致直接轧制TiAl合金锭制备板材的难度相当大。因此,如何保证较低的板材比重以及较好的板材成形能力是当前需要解决的问题。鉴于此,元素箔板叠轧工艺应运而生,该工艺采用塑性变形优良的Ti和Al箔为原材料,将Ti和Al箔交替排列成“三明治”的多层结构,再通过轧制复合及后续的反应热处理促使Ti与Al发生化学反应制备TiAl合金板材[15,16,17,18,19]。这种方法避免了对脆性的TiAl合金的直接变形加工,有望成功解决TiAl合金箔材和薄板的成形问题。本文综述了利用元素箔反应合成制备TiAl基复合材料板材的研究进展,并以Ti-(TiB2/Al)和Ti-(SiCp/Al)为例分析了反应退火过程中的组织演化过程及其对性能的影响规律。
以Ti、Al箔材为原料,通过反应退火法制备TiAl板材的方法主要是基于Ti与Al元素之间的扩散反应,基于防止低熔点Al的挥发及消除Kirkendall孔洞的考虑,其基本反应路径分为低温反应退火和高温反应退火两步,即:首先在较低的温度下(一般在Al熔点附近)使得低熔点的Al相转变为高熔点的TiAl3相,而后在较高的温度下(1100~1300 ℃)反应扩散得到TiAl片层组织。
以Ti-(SiCp/Al)为例解释Ti、Al元素之间的扩散反应行为(图1[20]),其中SiC颗粒的分解及相应硅化物和碳化物的生成机制已在文献[20]中报道。原始Ti、SiCp/Al箔材经机械打磨和化学腐蚀至设定厚度,而后在较低的温度下(400~500 ℃)热压扩散连接并轧制,得到界面结合良好的Ti-(SiCp/Al)板,如图1a[20]所示。低温反应退火温度选择在Al熔点附近,长时保温过程中Al与Ti相互扩散(图1b[20]),直至Al完全转变为Ti(Al, Si)3相(图1c[20]),其中Si是SiC分解产生的Si元素溶入所致,而SiC分解产生的C元素与Al形成Al4C3相(图1c[20])。Ti(Al, Si)3的生成过程主要分为2个阶段:(1) 在低温反应的最初阶段,Ti、Al反应放热使得局部温度超过Al熔点,液态Al与固态Ti以较快的反应速率直接生成TiAl3相,同时SiC分解产生的Si元素溶入导致Ti(Al, Si)3相的形成[21];(2) 当Ti/Al界面形成致密的Ti(Al, Si)3层后,Ti(Al, Si)3层的增厚主要依赖于Ti、Al之间的元素扩散,因而表现出抛物线型的生长动力学行为[22]。由于Ti、Al元素扩散速率的不同,原始Al层的芯部会出现大量Kirkendall孔洞,已被同步辐射原位观察证实,并应用于某些多孔材料的制备中[23]。低温热处理后的组织示意图如图1c[20]所示。
图1 反应退火法制备TiAl基复合材料板材反应机理示意图[
Fig.1 Diagrammatic sketch of reaction mechanism at various annealing stages[
低温反应退火阶段产生的孔洞严重影响了材料的力学性能,并且孔洞的存在也阻隔了Ti、Al元素的扩散路径,因此应对材料进行加压致密化处理。致密化温度选择为1200 ℃左右并施加约25 MPa的压力。致密化过程中,Ti(Al, Si)3层中的孔洞弥合,并在高温长时间保温过程中与邻近的Ti层发生扩散反应,生成了TiAl和Ti3Al层,直至Ti层完全消失,如图1d[20]所示。在高温致密化过程中,Al4C3与Ti进一步反应形成TiAlC三元相,而TiAl层中的Si元素析出形成Ti5Si3相,如图1d[20]所示。
均匀化热处理的参数接近于致密化热处理,旨在进一步促进TiAl3的分解和Ti、Al元素的扩散。研究[18]表明,该阶段多种TixAly中间相的生长是相互竞争的,主要取决于局部Al含量及反应扩散时间,最终得到TiAl和Ti3Al两相共存组织,如图1e[20]所示。最后进行片层化热处理,得到含有Ti5Si3和TiAlC三元相的片层状TiAl基复合材料,如图1f[20]所示。
以多层Ti-(TiB2/Al)复合板为例分析低温反应过程中的物相变化,发现TiAl3是低温热处理的主要反应产物,其层厚的增大遵循抛物线型的生长规律。
对多层Ti-(TiB2/Al)复合板在520~700 ℃下进行不同反应时间的退火,结果表明,TiAl3是低温反应退火的主要反应产物[24]。以650 ℃反应退火50 h为例,利用能谱(EDS)和透射电镜(TEM)确定反应产物的成分,如图2[24]所示。结合图2b的成分曲线可以基本确定图2a中最左侧黑色层是TiB2/Al基复合材料,中间深灰色的区域为反应层,最右侧浅灰色的区域为纯Ti层。图2b的成分曲线表明反应层的平均成分(原子分数)为24.72%Ti、75.28%Al,可知Al和Ti原子比接近3∶1,即生成的产物是TiAl3相。由图2可以看出,反应层厚度均匀,说明界面处反应速率基本一致,反应层与Ti以及TiB2/Al界面清晰,未出现分层开裂现象。反应退火后TiB2/Al复合材料层中产生大量Kirkendall孔洞,而Ti层未发现孔洞,这是由于Al比Ti的扩散速率快所致[23,25]。当低温反应退火结束后,Kirkendall孔洞聚集在原TiB2/Al复合材料层中间位置导致在原TiB2/Al位置出现多孔结构,如图2a[24]所示。进一步观察TiAl3/Ti界面,发现存在I和II 2层,厚度分别为1和3 μm,如图2a中插图[24]所示。EDS结果显示其成分(原子分数)分别为59.39%Ti-40.61%Al和75.91%Ti-24.19%Al,即生成的分别是TiAl和Ti3Al相。
图2 轧制态Ti-(TiB2/Al)板材经650 ℃、50 h退火后的组织形貌和成分分析[
Fig.2 Microstructure and composition analysis of the multi-layered Ti-(TiB2/Al) sheet prepared by roll bonding and subsequent annealing at 650 ℃ for 50 h[
图3[24]是反应退火温度分别为600、630和650 ℃时处理不同时间的反应层厚度与退火时间关系曲线。图中实线表示实验测量的TiAl3层厚度实际值,虚线表示理论预测值。由图3[24]可知,在600~650 ℃范围内反应退火时,随退火温度升高,TiAl3层厚度显著增加,并且TiAl3层的增厚速率加快。退火初期(退火时间少于10 h) TiAl3层厚度快速增加。随保温时间延长(退火时间超过10 h),TiAl3层增厚速率趋于减缓。实际上当退火时间在10~30 h时,TiAl3层厚度增加变缓,而当退火时间从40 h延长到50 h,TiAl3层厚度只略微增加。通过对比同一时间不同温度TiAl3层的厚度变化,发现退火温度是影响TiAl3层增厚速率的最主要因素。所以要缩短反应退火时间应尽量选择较高退火温度;再综合考虑退火时要尽量避免Al大量熔化流出和减少疏松多孔结构TiAl3层的产生,即退火温度不宜远高于纯Al熔点。因此,多层Ti-(TiB2/Al)复合板低温反应退火的最佳温度应在Al熔点附近。
图3 600~650 ℃反应退火时TiAl3层厚度实验值与理论值随时间变化关系[
Fig.3 Comparison between experimental values and theoretical predictions of TiAl3 layer thickness as a function of annealing time annealed at 600~650 ℃[
在给定温度下反应层厚度对扩散时间的依赖关系可以通过以下的经验关系式描述[21]:
式中,Δx为反应层厚度(m);t为扩散时间(s);n为生长动力学指数,n=0.5为抛物线生长动力学,n=1为线性生长动力学;K为反应速率常数(m/s1/n)。
式(1)两边求对数可得:
K可以表示成如下的Arrhenius方程形式:
式中,A为预指数因子(m/s1/n);Ea为反应激活能 (kJ/mol);R为气体常数(kJ/(mol·K));T为反应温度(K)。
将图3[24]中不同低温反应退火工艺参数下的Δx和t值带入式(2),线性回归分析后得到3条吻合良好的直线,如图4a[24]所示。600、630和650 ℃对应的TiAl3层的n分别为0.54、0.51和0.48,考虑到实验误差,n应该是0.5,此时反应层TiAl3的生长是标准的扩散控制的抛物线生长动力学模式,主要是受Ti和Al扩散控制,扩散的主要方式是晶界扩散和晶格扩散。扩散控制的抛物线生长过程如下:反应退火初期(退火时间少于10 h)时,相对于整个TiAl3层的厚度(约为46 μm)来说,TiAl3晶粒是相当细小的,即TiAl3晶界含量很高。因此,扩散类型除了晶格扩散之外,大量的TiAl3晶界为Ti和Al提供了额外的扩散通道,加快了Ti和Al的扩散速率[26],此阶段TiAl3层快速增厚。而且Ti和Al通过TiAl3晶界扩散,相当于TiAl3中存在第二相质点,能够抑制退火过程中TiAl3晶粒的长大[27],这更有利于TiAl3层增厚。随退火时间延长,TiAl3晶粒粗化或者发生Oswald熟化,导致晶界辅助扩散减少,所以随退火时间延长,TiAl3层的增厚越来越缓慢。图4b[24]是低温反应退火时lnK与1/T的关系。经线性回归后得到吻合良好的直线关系,经计算,A为7.0×108 m/s1/2,Ea为254.9 kJ/mol,这与Fu等[28]用机械合金化方法制备Ti-(19~70)%Al (质量分数)的过程中TiAl3相的形成激活能((207±82) kJ/mol)相近,但明显高于Ti-Al扩散偶中Al在TiAl3层的扩散激活能(180 kJ/mol)[26],而处于Ti在其它金属和TiAl金属间化合物的扩散激活能(250~300 kJ/mol)[22]范围内。因此,低温反应退火过程中TiAl3层生长动力学主要受Ti在TiAl3层中的扩散行为控制。
图4 600~650 ℃反应退火条件下线性回归分析后lnΔx和lnt关系、TiAl3反应速率常数(K)与1/T关系的线性回归分析[
Fig.4 Plots of lnΔx versus lnt under annealing at 600~650 ℃ for different time by means of linear regression analysis (a) and plot of the rate constant (K) for TiAl3 layer versus the annealing temperature (T) under reaction annealing at 600~650 ℃ by linear regression analysis (b) (Ea—activation energy, Δx—thickness of the reaction layer, t—diffusion time)[
将Ea和A带入式(3)中,得到600~650 ℃反应退火时TiAl3厚度Δx和t的关系:
根据式(5)计算出的不同反应退火制度下TiAl3层的理论预测厚度如图3a中的虚线[24]所示。由图可见,当600和630 ℃反应退火时,理论预测值和实验值拟合良好,说明600~630 ℃退火时,式(5)能很好地描述TiAl3层的实际增厚规律。而当650 ℃反应退火时,当退火时间少于20 h时,理论预测值与实验测量值拟合很好,随退火时间延长,理论预测值比实验测量值高,尤其退火时间50 h时远高于实验测量值。原因是由于Al在TiAl3层的扩散速率比Ti快得多,随退火时间的延长,在TiB2/Al复合材料层中累积的Kirkendall孔洞越来越多,从而降低了TiAl3层的增厚速率。而理论预测方程中没有考虑这一因素,这就是随反应退火温度升高和退火时间延长TiAl3层厚度很难估算的主要原因。
低温反应退火过程中,TiAl3层的形成和生长是一个扩散控制的过程[29,30]。实际上,TiAl3层的形成和生长是典型的反应扩散模式。TiAl3层的形成和生长依次按以下两步进行:(1) 首先在Ti/(TiB2/Al)界面处形成一个TiAl3连续层:低温反应退火初期,Ti和Al发生互扩散直至固溶体Al(Ti)和Ti(Al)过饱和,此时在Ti/(TiB2/Al)界面局部区域沉淀析出TiAl3颗粒,并且在很短的反应退火时间后TiAl3颗粒转变为TiAl3连续层;(2) TiAl3连续层沿着垂直于Ti/(TiB2/Al)界面的生长增厚。当TiAl3连续层形成以后,Al/TiAl3和TiAl3/Ti界面存在于多层Ti-(TiB2/Al)复合板中,Al/TiAl3和TiAl3/Ti界面分别向Al和Ti层移动导致TiAl3层的增厚。在低温反应退火过程中,多层Ti-(TiB2/Al)复合板中TiAl3层的生长示意图如图5[24]所示。由图可知,Ti在Al层(临近于TiAl3层)中的平衡浓度(CAl/θ)最高仅0.12% (原子分数,下同)。Al在TiAl3层有0.58%的浓度差别,即从临近TiB2/Al层的74.78%上升到临近Ti层的75.36%,形成浓度梯度;Al在Ti层(临近TiAl3层)中的平衡浓度高达11.7%。相应地,Ti或者Al在各个界面的浓度均能通过Ti-Al二元相图得到。可见,Ti和Al在各相或者各层中存在浓度梯度,这为Ti和Al的扩散提供了驱动力。因此,Al不断扩散通过TiAl3层,在Ti层中累积,当临近TiAl3/Ti界面处的Al在Ti中浓度超过临界平衡浓度(CTi/θ)时,在TiAl3层与Ti层界面处就会析出TiAl3相,同时过饱和的Ti(Al)固溶体中的Al含量降低到CTi/θ或者以下,Al在TiAl3层(临近Ti/TiAl3界面)中的浓度也相应恢复到Cθ/Ti (毗邻Ti层的TiAl3中Al的平衡浓度)。此过程中实现了TiAl3向Ti层中生长。同样地,Ti也不断地向Al层中扩散形成Al(Ti)固溶体,当Ti在Al中的浓度超过平衡浓度CAl/θ时,在TiB2/Al层与TiAl3层界面处,TiAl3相从过饱和Al(Ti)固溶体中析出,同时Ti在Al中的浓度降低到CAl/θ或者以下,Ti在TiAl3层(临近Al/TiAl3界面)中的浓度也相应恢复到Cθ/Al (毗邻Al层的TiAl3中Al的平衡浓度)。此过程实现了TiAl3向TiB2/Al层中的生长。这时,Ti和Al在各界面再次出现浓度梯度,促使Ti和Al继续扩散。以上过程反复进行,TiAl3层不断增厚。可见,TiAl3层的生长是反应扩散的过程。
图5 Al熔点以下退火时Ti/(TiB2/Al)扩散偶中TiAl3层的生长模式示意图[
Fig.5 Schematic illustration of growth of TiAl3 layer in Ti/(TiB2/Al) diffusion couple annealed below the melting point of pure Al. The equilibrium concentration of Ti in Al near the TiAl3 layer (labeled CAl/θ) is 0.12% (atomic fraction), while the values of Al in TiAl3 adjacent to the TiB2/Al layer (labeled Cθ/Al) and Ti layer (labeled Cθ/Ti) are 74.78% and 75.36%, respectively. The equilibrium concentration of Al in Ti adjacent to TiAl3 (labeled CTi/θ) is 11.7%[
当多层Ti-(5%TiB2/Al)复合板(体积分数)经650 ℃、50 h反应退火后,TiB2/Al的厚度平均减少80 μm,而Ti板厚度减少21 μm。TiB2/Al板与Ti的收缩体积比为3.8∶1。理论上,对于形成1 mol TiAl3,Al与Ti的体积比为2.8∶1。明显地,TiAl3向TiB2/Al层中生长的速率比向Ti层中的生长速率更快。又由于TiAl3向TiB2/Al层中的生长受Ti在TiAl3层中的扩散控制,因此,TiAl3层的总体增厚可能主要受Ti在TiAl3层中的扩散控制。这也与计算得出的激活能结果一致。TiAl3在TiAl3/Ti界面的形核率比在Al/TiAl3界面的形核率高是TiAl3向TiB2/Al层的生长的速率比向Ti层的生长速率快的主要原因。此外,通过界面处的TEM分析发现了TiAl3在形成过程中存在有序-无序转变[24]。
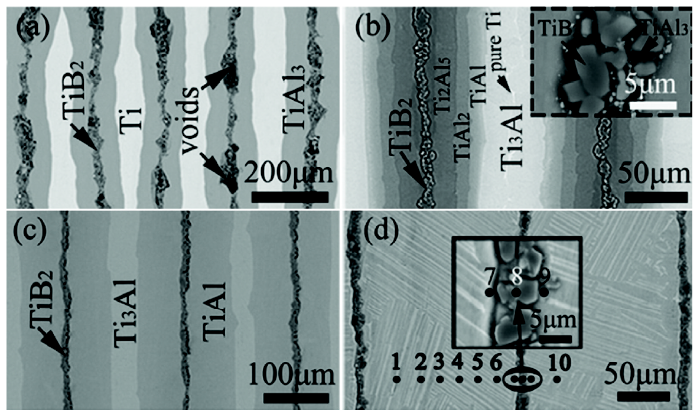
经低温反应退火后,多层Ti-(TiB2/Al)复合板中单质Al全部消耗,转变成多层Ti-TiAl3-TiB2复合板,如图6a[31]所示。低温反应退火处理后的材料再经950~1200 ℃反应退火和1225 ℃、2 h、60 MPa致密化处理时,首先Ti层中的Ti原子和TiAl3层中的Al原子发生互扩散,只是Al在TiAl3层中的扩散速率比Ti在TiAl3层中的扩散速率快得多;随Ti和Al原子扩散进行,Ti/TiAl3界面生成TiAl和Ti3Al层,如图2a[24]所示。进一步地,Ti/TiAl3界面形成Ti3Al、TiAl、TiAl2和Ti2Al5等金属间化合物,其中TiAl2和Ti2Al5层的形成是以TiAl为基础的,如图6b[31]所示。随着反应的进行,TiAl3层中的Al继续向Ti层中扩散,Ti3Al、TiAl和TiAl2层不断生长,并且Ti2Al5层消失。当TiAl3未消耗完全时,TiAl和TiAl2层发生竞争性生长且TiAl2层的生长速率比TiAl快[32]。Martin等[33]研究表明,TiAl2相的扩散速率约为TiAl相的1.4倍。当TiAl3层全部消耗后,TiAl2层厚度达到最大值。随后Ti3Al中的Ti继续扩散,TiAl2中的Al也继续扩散,Ti3Al和TiAl2不断减少,TiAl相不断增加。研究发现,TiAl层的生长速率服从抛物线生长动力学规律;反应后期,TiAl层的增厚速率逐渐缓慢,达到TiAl和Ti3Al两相平衡,如图6c[31]所示。同样地,多层Ti-(SiCp/Al)复合板在反应退火中也表现出类似的相变过程,如图7[32]所示。
图6 Ti-(TiB2/Al)层状板材反应退火中的组织演化过程[
Fig.6 Representative microstructures of the microlaminated Ti-(TiB2/Al) composite sheet[
图7 Ti-(SiCp/Al)层状板材反应退火中的组织演化过程[
Fig.7 Microstructures and phase identi?cation of Ti-(SiCp/Al) laminated composite during annealing[
综上所述,多层Ti/Al复合板的低温和高温反应退火过程中反应路径可以表示如下:
在TiAl合金中,全片层(fully lamellar,FL)组织具有较好的断裂韧性、抗裂纹扩展能力和良好的高温强度,细小的(α2+γ)全片层组织具有最佳的综合力学性能。为得到全片层组织,依据Ti-Al二元相图,确定片层化处理温度宜选在1400 ℃。因此,将高温反应退火后层状的TiB2-TiAl-Ti3Al复合板在1400 ℃、22 min的条件下进行片层化热处理。
图6d[31]是1400 ℃、22 min片层化热处理后垂直于轧制方向的复合材料板的微观组织照片。微观组织明显分为灰色和黑色两层交替排列,灰色层显示为片层结构,黑色层是由少量的灰色物质连接着大量颗粒组成,如图6d中插图[31]所示。利用扫描电镜(SEM)进行EDS检测,结果表明,黑色层中颗粒成分(原子分数)为68.6%B、31.4%Ti,少量的灰色物质成分(原子分数)为(47.6~50.7)%Ti、(52.4~49.3)%Al,结合图8[31]可以确定颗粒为TiB2相,少量的灰色物质为γ-TiAl相,即图6d[31]中的黑色层为少量的γ-TiAl连接着大量的TiB2颗粒聚集层,定义为TiB2-rich层。图6d的插图[31]表明TiB2-rich层中没有观察到孔洞,说明形成了致密的结构,TiB2-rich层厚度约为5 μm。图8b[31]表明TiB2颗粒与γ-TiAl之间存在特定的取向关系
图8 TiAl片层组织的形态及TiAl基体和TiB2颗粒的界面结构[
Fig.8 TEM images of microlaminated TiB2-TiAl composite sheet[
全片层TiAl合金由片状的γ-TiAl和α2-Ti3Al交替排列组成,如图8a[31]所示,片层间存在γ/γ和α2/γ 2种相界。片层组织晶粒尺寸为50~150 μm,平均晶粒尺寸为90 μm,片层间距为0.1~0.5 μm。所得到的α2/γ片层晶粒尺寸比传统铸造方法[34]制备的α-TiAl基合金的晶粒小得多,与热处理细化的晶粒尺寸相当[35,36]。热轧制及反应退火法制备的微叠层TiB2-TiAl复合材料晶粒细化的原因在于致密的TiB2-rich层的存在明显限制了片层晶粒的晶界迁移,这意味着片层晶粒尺寸随TiAl层厚的变薄而减小。通过调整TiB2/Al复合材料板中TiB2的体积分数以及改变TiB2/Al复合材料板和Ti板的厚度能有效控制TiB2-rich和TiAl层的厚度。因而通过增加TiB2/Al复合材料板中TiB2的体积分数以及减少TiB2/Al复合材料板和Ti板的厚度能实现TiAl层的片层晶粒细化。
由于TiB2颗粒的引入,TiAl基复合材料组织呈现微叠层结构, TiB2-rich层和TiAl层之间的性能会表现出较大差异,因而对图6d中不同区域进行了纳米压痕实验,测试结果如图9[31]所示。除TiB2-rich层(图6d中点8)外,随Ti含量增加,TiAl层的纳米硬度(Hn)升高而弹性模量(E)降低,而变形能力(hf/hmax)变差(hf为卸载后压痕的深度;hmax为压头的最大位移)。原因在于Ti含量升高,Ti3Al相含量增加,Ti3Al的硬度高于γ-TiAl而弹性模量低于γ-TiAl且Ti3Al较脆。TiB2-rich层(图6d中点8)的纳米硬度和弹性模量分别达到8.5 GPa和367.8 GPa,但其变形能力下降。因此TiB2-rich层可能是裂纹萌生的区域。
图9 微叠层TiB2-TiAl复合材料板不同区域的纳米压痕实验结果[
Fig.9 Elastic modulus and nanohardness (a) and plastic deformation capability (b) of the microlaminated TiB2-TiAl composite sheet measured by the nanoindenter at different positions numbered in
图10[31]为TiB2-TiAl复合材料板的拉伸性能及断口形貌。室温下拉伸,TiB2-TiAl复合材料板的断裂方式为沿片层断裂、穿片层断裂2种模式,如图10b[31]所示。750 ℃拉伸的抗拉强度和屈服强度达到最大,其屈服强度最大值为340 MPa,相比于Jakob和Speidel[37]利用Ti和Al元素箔反应烧结及热等静压致密化的TiAl基复合材料相同温度的屈服强度提高20%,甚至比Chaudhari和Acoff [38]利用元素板叠轧及反应退火法制备的TiAl基复合材料的室温屈服强度高10%。这是因为TiB2-rich层细化了TiAl的晶粒,根据Hall-Petch关系,微叠层TiB2-TiAl复合材料板材的强度提高,同时,形变过程的局域应变集中被抑制,提高了材料的加工硬化能力。研究[7,39~41]表明,1/2<110]普通位错、1/2<112]和<011]超位错及1/6<112]孪晶位错是TiAl基合金3种变形模式。多晶TiAl合金的室温拉伸,在片层晶粒中1/2<110]{111}普通位错滑移是主要的变形方式,其次是1/6<112]{111}孪生,室温变形结构中1/2<112]和<011]超位错密度很低,对形变的贡献不大。在高温下,变形产生的位错主要是1/2<110]普通位错,该位错不仅可以滑移还可攀移,即1/2<110]普通位错运动加快。多晶TiAl基合金高温变形时随着温度升高孪生倾向显著增强。在足够大的应变下,1/2<112]和<011]超位错可以借助相邻γ畴或γ片层中的1/6<112]{111}孪生或1/2<110]{111}滑移引起的切变而产生的约束应力而发生滑移。因此在高温下孪生、普通位错滑移和超位错滑移3种变形方式均可能发生。因此,随温度升高,TiAl层塑性提高,TiB2-rich层中的TiAl塑性亦增加,初始裂纹萌生倾向减缓。初始裂纹萌生减缓和TiAl层的塑性增强是微叠层TiB2-TiAl复合材料板延伸率增加的主要原因[42]。
图10 微叠层TiB2-TiAl复合材料板的力学性能及室温和750 ℃下的拉伸断口形貌[
Fig.10 Comparison of ultimate tensile strength (σUTS), yield strength (σy) and elongation (δ) of the microlaminated TiB2-TiAl composite sheets measured at room temperature and 750 ℃ (a) and the fracture surfaces at room temperature (b) and 750 ℃ (c)[
多层Ti-(SiCp/Al)复合板经过低温热处理、致密化及片层化后,其微观组织由TiAl片层和碳化物层组成,如图7c[32]所示。TiAl片层组织中弥散分布着白色的Ti5Si3颗粒,碳化物主要由Ti2AlC和Ti3AlC组成,碳化物呈连续层状分布,在形变过程中是裂纹萌生来源,后续研究应控制连续层状分布碳化物相的生成。整个相变过程及合成机制已在之前的工作中报道[20]。
图11a[32]为该TiAl基复合材料板材三点弯曲实验的载荷-位移曲线。与传统TiAl金属间化合物不同的是,当载荷超过最大值时,合成的TiAl基复合材料板材并不是立即失效,而是出现了一系列较小的载荷-位移峰。因此断裂不是灾难性的,即使在开裂之后,板材仍然保持一定的载荷传递能力,这在工程应用中是尤为重要的[43,44,45]。三点弯曲实验中裂纹的分布及扩展如图11b~f[32]所示。裂纹倾向于在TiAl片层组织或碳化物层中萌生,这主要是由于它们的本征脆性及其少量孔洞和Ti5Si3颗粒的存在。因此在室温下TiAl片层及碳化物层均没有表现出明显的塑性变形。在层间界面处及片层团簇间裂纹偏折频繁地出现(图11c[32]),在某些界面处发现了裂纹尖端的钝化(图11f[32])。这些现象都有利于材料韧性及断裂功的提高[46,47]。
图11 (Ti2AlC+Ti3AlC)-TiAl层状材料的三点弯曲实验结果及增韧机制[
Fig.11 Mechanical response and toughening mechanisms in the (Ti2AlC+Ti3AlC)-TiAl composite[
图12[32]为该TiAl基复合材料板材750 ℃拉伸后的侧面拉伸形貌。宏观上看,材料表现出脆性断裂的特征。TiAl片层的失效形式主要以穿片层和沿片层断裂为主,而碳化物层中则出现了平行于拉伸方向的贯穿裂纹(图12c[32])。尽管在750 ℃下片层TiAl组织仍然无法提供足够的塑性变形能力,但是由于高温下晶体点阵软化[48]和位错可动性的提高[49,50]导致的TiAl基复合材料局部微屈服也可以有效地缓解应力集中。因此,裂纹萌生倾向于在碳化物层中出现。高温拉伸变形中该复合材料板呈现Z字形的裂纹扩展路径,同时伴随着局部的二次裂纹萌生(图12a[32])。在碳化物层中,孔洞的存在导致了几何的不连续性,进而诱发了应力集中和裂纹在碳化物层中的萌生及扩展(图12[32])。在TiAl片层组织中发现了穿片层和沿片层的断裂,裂纹的偏折也出现在片层团簇间。尽管成功合成了预期的TiAl基复合材料板材,并获得了较为稳定可靠的室温及高温力学性能,但是脆性陶瓷相或增强体的聚集以及部分孔洞的存在仍然影响着材料的力学性能。层状结构设计有效地调控了材料形变过程中的应力应变分布行为,有利于提高TiAl基复合材料的强度和韧性。
图12 (Ti2AlC+Ti3AlC)-TiAl层状材料高温拉伸断口侧面形貌[
Fig.12 BSE micrographs of the morphology (a) and crack path (b~f) during high-temperature tensile tests in a direction perpendicular to the plane of the composite (Arrows indicate the directions of crack propagation)[
本文综述了采用元素板材反应退火方法制备TiAl基复合材料板材的研究进展。该方法以纯Ti板和铝基复合材料板为原料,通过调控低温和高温反应热处理工艺,最终得到了增强体分布新颖(微粒、微叠层)、全片层团簇细小的TiAl基复合材料板材,使其在硬度、断裂韧性及高温力学等方面表现出独有的性能优势,因此证明该反应退火技术在制备大尺寸脆性板材方面具有极大地发展潜力。但仍存在一些问题需要改进,以期使该技术在解决航空航天轻质高强耐热板材的需求的瓶颈问题中发挥作用。在所制备的多种体系的TiAl基复合材料的组织分析过程中发现,增强相TiB2颗粒、碳化物、Ti5Si3颗粒等以多孔、连续微层形式存在,导致TiAl基复合材料的高温塑性差,强度优势未充分发挥。
由于Kirkendall效应的存在,铝基复合材料中的增强体在反应退火过程中易被推挤至Al层芯部。以SiC (参与原位反应)为例,反应退火过程中Si固溶至Ti-Al金属间化合物中,而后以Ti5Si3的形式析出。其中的C元素诱导了Ti-Al-C三元陶瓷相的生成。由于陶瓷相高熔点、高模量的特点,板材致密困难,不利于性能的发挥,因此下一步的工作拟以Al-Si合金取代SiC/Al或TiB2/Al复合材料,避免生成含C的多孔连续微层,从而制备层状弥散分布Ti5Si3颗粒增强TiAl基复合材料板材。
传统TiAl板材的成形工艺主要依赖于对TiAl铸锭的直接轧制变形(特殊轧制或等温轧制工艺)。其较低的室温塑性使得板材成形困难。而元素板材反应退火方法反其道而行之,先对塑性较好的Ti板和Al板进行板材成形,而后反应热处理原位生成TiAl,从而实现了脆性TiAl板材的成形与制备的一体化。此外,通过控制原始Ti板和Al板的单层厚度和层厚比,有望调控最终TiAl板材片层团簇的尺寸,以期获得更高性能(尤其是室温塑性)更大尺寸的TiAl基复合材料板材。

1 箔材反应合成TiAl基复合材料板材的基本原理

(a) after hot-pressed (b) during initial annealing (c) after initial annealing
(d) after densification processing (e) after homogenization treatment
(f) after the final laminarization annealing
2 低温反应退火原理及反应动力学
2.1 低温反应退火微观组织演化

( a) representative backscattered electron image of the sample
(b) composition pro?les of the reaction region along the white line in
2.2 低温反应退火动力学


2.3 低温反应退火机制

3 高温反应退火原理
( a) initial annealing at 660 ℃ for 5 h
(b) densification treatment under 50 MPa at 1200 ℃ for 2 h after
(c) second annealing at 1200 ℃ for 25 h after
(d) ?nal homogenization treatment at 1400 ℃ for 22 min after 
(a, d) after the initial annealing at 660 ℃ for 1 h
(b, e) after a densi?cation process under 40 MPa at 1225 ℃ densi?cation for 2 h
(c, f) after a further reaction-diffusion annealing at 1200 ℃ for 10 h
4 基于Ti-TiB2/Al体系的TiAl基复合材料板材的制备及力学行为

(a) morphology of lamellar structure and the phase identification
(b) relationship between TiAl and TiB2 interfaces determined by HRTEM


5 基于Ti-SiC/Al体系的TiAl基复合材料板材的制备及断裂行为

(a) three-point bending load-displacement curve
(b~f) schematic illustration of multiple toughening mechanisms (Arrows indicate the direction of crack propagation)

6 结论与展望
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
