



分享:陶瓷基复合材料辅助脉冲电流液相扩散连接的界面反应及接头强化机制

吴铭方 , 乔岩欣
, 乔岩欣
摘要
采用Cu-Zr箔/Cu箔/Cu-Zr箔中间层对Ti(C, N)-Al2O3陶瓷基复合材料进行了液相扩散连接实验, 研究了辅助脉冲电流对元素扩散、界面反应产物及接头强化机制的影响. 结果表明, 液相扩散连接过程中辅助脉冲电流条件下可以在较低的焊接温度和较短的焊接时间内实现更高的接头强度. 辅助脉冲电流液相扩散连接工艺显著改变了Zr和Cu在Ti(C, N)-Al2O3陶瓷基复合材料和钎缝中的扩散行为, 减少Zr的活性, 抑制其与Al2O3陶瓷颗粒发生激烈的化学反应. 辅助脉冲电流可以抑制陶瓷颗粒相溶解进入焊缝以及界面扩散过渡层和Zr-Cu反应层的厚度, 确保焊缝强化以及界面强化, 这是辅助脉冲电流液相扩散连接接头具有较高强度水平的关键所在.
关键词:
陶瓷材料具有优异的耐高温、抗腐蚀和耐磨损等性能, 在航空、航天以及核能等领域具有广泛的应用前景. 然而由于其本征脆性, 难以制备复杂的结构零件, 限制了其推广应用, 一般需通过与其它金属连接构成复合件才能充分发挥其独特性能. 陶瓷与异种材料, 特别是与金属材料连接时, 由于其脆性特征, 往往造成焊接接头存在很大残余应力, 严重削弱了接头承载能力, 甚至造成连接过程中陶瓷侧出现裂纹. 目前, 关于陶瓷与金属连接的研究报道较多, 方法主要涉及活性金属钎焊[1-3]、瞬间液相扩散焊[4-6]、固相扩散焊[7~9]、自蔓延高温合成[10-12]等. 虽然科研工作者在这方面做了大量研究工作, 但在界面反应的理论性、残余应力分析的准确性、接头性能评价的可靠性以及连接工艺的实用性等方面还有待于进一步深入研究[13].
Ti(C, N)-Al2O3陶瓷基复合材料是一种多相复合材料, 主要由Ti(C, N), Al2O3陶瓷颗粒硬质相和Ni, Mo, Co, Mo2C粘结相构成, 具有很高的硬度及耐磨性, 同时又具有良好的抗氧化和化学稳定性, 作为刀具材料和高温结构材料应用前景广泛. 与陶瓷材料一样, 其推广应用的最大瓶颈仍然是与金属材料焊接接头的质量可靠性问题. 目前, 陶瓷基复合材料与金属连接的研究报道较少, 借鉴陶瓷与金属连接研究的相关成果[14-16], 本工作尝试性提出采用辅助脉冲电流液相扩散连接Ti(C, N)-Al2O3陶瓷基复合材料, 旨在借助脉冲电流, 控制界面反应进程及元素扩散行为, 降低连接温度以缓解焊接接头残余应力峰值, 进而达到改善和提高接头性能的目的.
1 实验方法
实验采用的基体材料为Ti(C, N)-Al2O3陶瓷基复合材料, 弯曲强度850 MPa, 硬度94.7 HRA, 热膨胀系数9×10-6 ℃-1, 原始尺寸19 mm×19 mm×20 mm, 采用线切割制备成直径8.5 mm, 高20 mm的圆棒. 关于中间层材料, 其目的主要是实现与Ti(C, N)-Al2O3陶瓷基复合材料的冶金结合, 并降低残余应力. 作者[17,18]前期选用含Ti合金箔进行了实验研究, 发现Ti活性过强, 与Ti(C, N)-Al2O3陶瓷基复合材料反应激烈, 界面反应过程较难控制, 接头强度相对较低. 本工作中间层钎料选用厚度为50 µm的非晶态53Cu-47Zr合金箔(质量分数, %), Zr活性与Ti相比较弱, 同时以厚度500 µm的Cu箔作为缓解残余应力中间层.
所有材料焊前经金相砂纸研磨并用超声波丙酮清洗, 按照Ti(C, N)-Al2O3/53Cu-47Zr合金箔/Cu箔/53Cu-47Zr合金箔/Ti(C, N)-Al2O3对接接头形式装配并置于加热炉中进行辅助脉冲电流液相扩散连接实验, 真空度不低于13 Pa, 试样轴向施加压力载荷1 MPa, 直流电脉冲占空比(ON/OFF)为12/2, 升温速率100 ℃/min, 焊后试样随炉冷却, 焊接温度分别为850和900 ℃, 保温时间3~10 min. 作为对比研究, 采用相同的接头形式在真空炉中进行常规钎焊实验, 真空度不低于1×10-2 Pa, 工艺参数为: 加热温度980 ℃, 保温时间5~30 min, 试样轴向施加压力载荷1 MPa, 加热升温速率不高于3 ℃/min, 焊后试样冷却速率不超过1 ℃/min.
焊接结束后, 采用线切割截取微观分析用样品和四点弯曲实验用试棒, 微观分析样品尺寸为8 mm×8 mm×3 mm, 采用HCl-75%HNO3溶液(体积分数)腐蚀样品以显现微观组织, 四点弯曲试棒尺寸为3 mm×4 mm×40 mm. 接头强度测试按照GB6569-86工程陶瓷弯曲强度实验方法进行; 焊接接头微观组织、元素分布以及断口分析使用JSM6480型扫描电镜(SEM)、JXA8100型电子探针(EPMA)和能谱(EDS)分析.
2 实验结果与分析
2.1 元素扩散及反应机理
焊接温度为900 ℃, 保温时间分别为3和10 min, 轴向施加压力载荷1 MPa条件下, 辅助脉冲电流液相扩散连接Ti(C, N)-Al2O3/53Cu-47Zr合金箔/Cu箔/53Cu-47Zr合金箔/Ti(C, N)-Al2O3接头微观组织形貌及EPMA结果如图1所示, 特征点EDS成分分析示于表1. 由图1a可见, 对于辅助脉冲电流液相扩散连接, 尽管保温时间仅3 min, 但Ti(C, N)-Al2O3陶瓷基复合材料界面已经形成连续致密的反应层, 厚度约1~2 µm, 以下简称界面反应区(IRZ). 53Cu-47Zr合金箔熔化后, Zr在界面富集明显并且向Ti(C, N)-Al2O3陶瓷基复合材料中发生了一定扩散, 深度2~3 µm, 以下简称扩散过渡区(DTZ), 在该区域含Al量很少, 而含Ti量基本不变, 说明Zr扩散进入Ti(C, N)-Al2O3陶瓷基复合材料中与Al2O3陶瓷颗粒发生了化学反应. 在Ti(C, N)-Al2O3陶瓷基复合材料界面Zr富集区, 53Cu-47Zr合金箔熔化后的Cu含量急剧降低, 进入Ti(C, N)-Al2O3陶瓷基复合材料后其含量显著增加. 基体材料中的Ti(C, N), Al2O3陶瓷颗粒相溶入焊缝现象基本不可见. 图1b反映了延长保温时间对元素扩散以及界面反应的影响, Zr在界面富集情况基本保持不变, 扩散进入Ti(C, N)-Al2O3陶瓷基复合材料的深度略有增加, 达到4~5 µm. Ti(C, N)-Al2O3陶瓷基复合界面反应层厚度也略有增加, 厚度约3~4 µm, Cu的扩散行为基本保持不变. 值得注意的是, 随着保温时间延长, Zr在焊缝中的分布呈现连续状, 对应含Cu量出现较大起伏.

图1 辅助脉冲电流条件下在900 ℃保温不同时间的Ti(C, N)-Al2O3接头微观形貌及元素线分布的EPMA分析
Fig.1 Microstructures (a, c) and element distributions by EPMA analysis (b, d) at interface on Ti(C, N)-Al2O3 joints bonding at 900 ℃ for 3 min (a, b) and 10 min (c, d) with auxiliary pulse current (The EPMA analysis is scanned along the lines in Figs.1a and c; CMC—ceramic matrix composite, DTZ—diffusion transition zone, IRZ—interfacial reaction zone)
图2为焊接温度为980 ℃, 保温时间分别为10和30 min, 轴向施加压力载荷1 MPa条件下, 无辅助脉冲电流液相扩散连接Ti(C, N)-Al2O3/53Cu-47Zr合金箔/Cu箔/53Cu-47Zr合金箔/Ti(C, N)-Al2O3接头微观组织形貌及EPMA结果, 特征点的EDS成分分析示于表1. 比较图1和2可以看出, 除了Zr在Ti(C, N)-Al2O3陶瓷基复合材料界面发生富集这一现象相同之外, 元素扩散的其它情况则明显不同, 表现在对于常规钎焊, Zr扩散进入Ti(C, N)-Al2O3陶瓷基复合材料的深度明显增加(该区域几乎检测不到Al), 达到了30~35 µm, 在焊缝中的分布形态基本不随保温时间的增加而发生变化, 即呈现断续的峰值状态. 在相同保温时间条件下, 界面反应层厚度明显大于辅助脉冲电流液相扩散连接. Cu元素的扩散趋势也发生了改变, 在Ti(C, N)-Al2O3陶瓷基复合材料界面Zr元素富集区域其含量急剧减少, 扩散进入Ti(C, N)-Al2O3陶瓷基复合材料中的量很少, EPMA元素线扫描图谱中几乎检测不到.
以上实验结果表明, 辅助脉冲电流液相扩散连接与常规钎焊相比, 元素扩散速率、界面反应进程、Ti(C, N)-Al2O3陶瓷基复合材料溶解行为等均发生了显著变化: (1) 活性元素Zr向Ti(C, N)-Al2O3陶瓷基复合材料中的扩散迁移速率明显降低; (2) 活性元素Zr在界面与Cu发生化学反应进程受到抑制; (3) 焊接过程中Ti(C, N)-Al2O3陶瓷基复合材料颗粒相溶解进入焊缝显著减少. 由此不难推断, 液相扩散连接过程中施加辅助脉冲电流是产生这些现象的原因所在, 即脉冲电流在连接区域形成的辅助电场, 改变了液相扩散连接过程中的传质过程和元素间的化学反应活性.
表1 图1c和2c中特征点A~F的EDS分析
| Position | Al | Ti | W | Zr | Cu |
|---|---|---|---|---|---|
| A | 2.1 | 31.2 | 2.6 | 41.6 | 22.5 |
| B | - | 1.2 | 0.5 | 59.6 | 38.7 |
| C | - | - | - | 5.3 | 94.7 |
| D | - | 62.4 | 2.9 | 29.8 | 4.9 |
| E | - | 5.2 | - | 51.1 | 43.9 |
| F | 3.9 | - | - | - | 96.1 |

图2 无辅助脉冲电流条件下在980 ℃保温不同时间的Ti(C, N)-Al2O3接头微观形貌及元素线分布的EPMA分析
Fig.2 Microstructures (a, c) and element distributions by EPMA analysis (b, d) at interface on Ti(C, N)-Al2O3 joints bonding at 980 ℃ for 10 min (a, b) and 30 min (c, d) without auxiliary pulse current
由表1可见, 在扩散过渡区(特征点A和D), 对于辅助脉冲电流液相扩散连接, 由于Cu大量迁移进入该区域与活性元素Zr发生化学反应, 降低了Zr活性, 有效控制了Zr与Al2O3陶瓷颗粒的反应进程, 因此该区域仍可以检测到Al. 而在常规钎焊条件下, 由于只有微量Cu扩散进入该区域, 因此活性元素Zr将与Al2O3陶瓷颗粒发生激烈的化学反应, 生成大量自由态Al原子扩散进入焊缝, 从而造成扩散过渡区含Al量急剧减少, 而焊缝含Al量明显升高. 在界面反应区(特征点B和E), 无论是辅助脉冲电流液相扩散连接还是常规钎焊, 主要反应产物为Zr-Cu金属间化合物. 值得注意的是, 钎焊条件下, Ti(C, N)-Al2O3陶瓷基复合材料溶解现象明显, 界面检测到一定的Ti含量. 在焊缝区域(特征点C和F), 2种焊接方法的主要物相为Cu的固溶体, 区别仅仅表现为钎焊焊缝含有少量Al, 这也证明了钎焊过程中, 在扩散过渡区Zr与Al2O3陶瓷颗粒发生了较为充分的化学反应. 由文献[19]可知, Zr与Al2O3将发生如下化学反应:

图3 Cu/Zr接头微观形貌及元素线分布的EPMA分析
Fig.3 Microstructures (a, c) and element distributions by EPMA analysis (b, d) at interface on Cu/Zr joints bonding at 870 ℃ for 10 min with (a, b) and without (c, d) auxiliary pulse current
结合文献[20~22], 计算得到上述化学反应的标准Gibbs自由能(ΔGT)表达式为:
式中, T为焊接温度. 将T=900 ℃代入上式得到Zr与Al2O3反应的ΔGT为-43559.87 J/mol. 因此, 从热力学角度来看, 式(1)完全有可能发生.
为了进一步比较常规加热和辅助脉冲电流加热元素扩散行为的差异性, 对Zr/Cu扩散偶在常规加热和辅助脉冲电流加热条件下进行了扩散实验, 界面微观形貌及元素分布如图3所示. 辅助脉冲电流加热和常规加热固相扩散工艺参数为: 温度870 ℃, 保温10 min. 由图3可见, 辅助脉冲电流加热与常规加热相比, Zr, Cu的扩散及反应行为发生了显著变化, Zr扩散进入Cu中以及Cu扩散进入Zr中的距离明显缩短, 同时由DTZ和IRZ构成的扩散反应区(DRZ)变小, 表明辅助脉冲电流抑制了Zr和Cu的互扩散能力. EDS分析表明, 对于辅助脉冲电流加热, 在Cu侧的扩散反应层中, Zr的原子分数普遍低于10%, 而对于常规加热, Zr的原子分数高于20%, 这也验证了上述结论的准确性, 同时表明辅助脉冲电流能够有效控制Zr与Cu之间发生化学反应生成金属间化合物, 对于常规加热扩散, Cu穿过Zr/Cu扩散偶初始界面, 在Zr基体界面形成富集带, 厚度达到数微米, 而辅助脉冲电流加热无此类现象发生. 文献[23]运用唯象理论分析了电场可以增强晶内溶质固溶能力, 阻碍溶质、空位在晶界偏聚, 从而可以强化晶界. 利用脉冲电流改善凝固组织的方法受到关注, 其原因在于电脉冲在金属熔体中所产生的电磁力起到细化晶粒的作用. 另外电脉冲可以干扰金属原子的正常迁移规律, 从而达到细化凝固组织的效果[24,25]. 本研究结果证实, 辅助脉冲电流将显著抑制金属原子间的扩散迁移及化学反应速率.
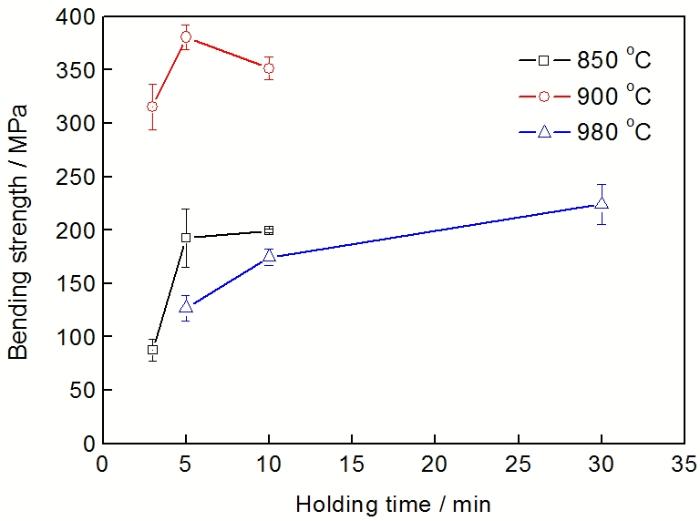
图4 加热温度和保温时间对Ti(C, N)-Al2O3接头强度的影响
Fig.4 Effect of heating temperature and holding time on bending strength of Ti(C, N)-Al2O3 joint
2.2 接头强化机制
为了比较辅助脉冲电流液相扩散连接与常规钎焊连接Ti(C, N)-Al2O3陶瓷基复合材料的效果, 对焊接试样进行了四点弯曲常温强度测试, 结果如图4所示. 对于辅助脉冲电流液相扩散连接, 在连接温度900 ℃条件下, 接头强度达到很高水平, 即使保温时间只有3 min, 但四点弯曲接头强度的平均值已经达到315.5 MPa, 说明辅助脉冲电流液相扩散连接与常规钎焊相比, 在合适的加热温度条件下可以显著提升焊接接头的强度.
常规钎焊以及辅助脉冲电流液相扩散连接典型接头断裂路径如图5所示. 对于常规钎焊, 样品在四点弯曲过程中, 微裂纹一般在焊缝Zr的富集区萌生和扩展, 而辅助脉冲电流液相扩散连接微裂纹一般在Ti(C, N)-Al2O3陶瓷基复合材料界面萌生并在其中失稳扩展.
结合上述分析, 常规钎焊接头强度弱化以及辅助脉冲电流液相扩散连接接头强度增强机制表现为: 在液相扩散焊过程中辅助脉冲电流, 改变了液态钎料53Cu-47Zr中Cu和Zr的扩散行为, 抑制了Zr向Ti(C, N)-Al2O3陶瓷基复合材料中的扩散迁移速度, 有效控制了活性元素Zr与Al2O3陶瓷颗粒的反应量, 显著缓解了复合材料中Ti(C, N)陶瓷颗粒以及Al2O3陶瓷颗粒的溶解量, 减少了钎缝中Al含量, 从而使焊缝得以强化; 降低了Zr的活性, 促进了Zr在焊缝中与Cu元素均匀作用, 控制了Zr向Ti(C, N)-Al2O3陶瓷基复合材料界面的迁移量, 从而有效减小了其界面反应层的厚度, 提升了界面强度.
3 结论
(1) 辅助脉冲电流液相扩散连接可以显著改变Zr和Cu在Ti(C, N)-Al2O3陶瓷基复合材料和钎缝中的扩散行为, 降低Zr活性, 从而对抑制其与Al2O3陶瓷颗粒发生激烈化学反应发挥了重要作用.
(2) 控制陶瓷颗粒相溶解进入焊缝以及界面Zr-Cu反应层厚度, 确保了焊缝强化以及界面强化, 这是辅助脉冲电流液相扩散连接接头具有较高强度水平的关键所在
来源---金属学报 沪公网安备31011202020290号
沪公网安备31011202020290号
