



分享:镍基Inconel-718合金TIG焊部分熔化区组织变化

叶欣 , 王敏
, 王敏
摘要
以轧制态、铸态、铸后均匀化三种状态的Inconel-718镍基合金薄板为对象, 进行钨极氩弧焊(TIG)接头部分熔化区(PMZ)的研究. 通过OM, SEM, EDS等手段观测不同焊接线能量下PMZ的微观组织. 通过EDS测得晶内奥氏体、偏析区、Laves相的合金元素含量后, 采用热力学软件Themo-Calc计算其理论固液相线温度, 比较当母材状态不同时焊接接头PMZ各相的液化及凝固温度, 分析液膜存在的温度范围大小. 结果表明, Inconel-718镍基合金TIG焊接接头PMZ存在微观组织遗传性, 铸态、铸后均匀化接头PMZ中仍然保持树枝晶的结构特征, 而轧制态接头PMZ中仍是等轴晶. 接头PMZ中皆析出链状Laves和颗粒状MC相, 母材中原有偏析区消失. 铸态母材固液相线间距最大, 铸后均匀化的次之, 轧制态的最小. 当母材状态、几何尺寸相同时, 随着焊接线能量的增加, PMZ宽度增大. 当焊接线能量相同时, 铸态PMZ宽度大于铸后均匀化和轧制态PMZ宽度.
关键词:
高温镍基合金Inconel-718凝固过程中Nb元素易产生偏析, 富集于晶界与枝晶间, 并析出低熔点的Laves相[1-3]. Inconel-718焊接接头热影响区(HAZ)中的部分熔化区(PMZ), 在焊接过程中晶界大量液化并形成液膜, 从而导致热裂纹敏感性增大[4,5]. 因此, 研究PMZ组织特征的演变规律, 对焊接液化裂纹的控制具有重要意义.
对Inconel-718合金焊接的研究表明, PMZ液化现象受焊接线能量与母材焊前状态的影响. 轧制态母材焊接线能量影响液化裂纹的研究中, Osoba等[6]与Idowu等[7]分别通过热模拟实验与激光焊接等方法, 发现晶界易在焊接过程中液化, 并且随着线能量增大, 液化范围扩大, 液膜厚度增加, 液膜凝固时间延长. 晶粒尺寸影响液化裂纹敏感性的分析中, Hong等[8]与Odabasi等[9]进行了晶粒为10~30 μm轧制态母材的激光焊实验, Huang等[10]进行了晶粒为90~3000 μm的铸造母材的电子束焊实验, 发现母材晶界上的大量富Nb相是晶界液化的重要因素, 晶粒尺寸较小的母材焊接时, 有更多的晶粒、晶界及晶界上的富Nb相经历焊接热循环. 为改善母材中Nb元素偏析与富Nb相集中对晶界液化的影响, Cao等[11]与Andersson等[12-14]通过不同的固溶、时效等焊前热处理方法, 增加母材强化相的同时, 使母材Nb元素分布均匀化并减少富Nb析出相, 进而减轻液化裂纹敏感性.
本工作以轧制态、铸态、铸后均匀化3种Inconel-718合金薄壁焊接构件为对象, 采用直流钨极氩弧焊(TIG)焊接方法, 系统研究不同原始状态的母材、焊接线能量对焊接接头部分熔化区微观组织的影响和规律, 以Themo-Calc软件计算分析Laves相、偏析区与枝晶轴奥氏体的理论固液相线温度, 探讨析出相行为机制. 从组织因素出发, 为热裂纹的萌生与扩展机理提供理论依据及实际工程应用技术支撑.
1 实验方法
实验母材为镍基Inconel-718合金, 主要化学成分(质量分数, %)为: Ni 50~55, Cr 17~21, Nb 5.0~5.5, Mo 2.8~3.3, Ti 0.9~1.15, Al 0.4~0.6, C ≤0.08, 余量为Fe. 原始状态分别为轧制态、铸态、铸造后均匀化处理(1090 ℃, 保温1 h). 试样尺寸为80 mm×40 mm×2.8 mm.
焊接方法为直流TIG焊, 纯Ar保护(纯度99.99%), 背面使用Cu衬垫, 填充焊丝牌号ERNiFeCr-2, 主要化学成分(质量分数, %)为: Ni 53.3, Cr 19.0, Nb 5.05, Mo 3.1, Ti 0.9, Al 0.4, C 0.04, 焊丝直径1.2 mm.
分别采用线能量2.4, 3.6和4.8 kJ/cm对轧制态、铸态、铸后均匀化(以下简称均匀化)处理3种状态母材进行焊接, 接头示意图如图1所示. 焊后用机械加工方法切取试样, 经平磨、抛光、腐蚀(1 g CuCl2粉末、20 mL HCl, 20 mL无水乙醇)后制成微观分析试样. 采用Imager A1m光学金相显微镜(OM)对接头进行宏观和微观观察, 测量PMZ宽度, 并用金相截线法测量晶粒平均直径. 用JSM7600F扫描电镜(SEM)和能谱仪(EDS)对接头析出相进行表征. 在SEM检测中对各试样的母材与接头PMZ区分别提取5个视场, 以EDS测得各个视场中奥氏体、偏析区、Laves相中的Fe和Nb元素含量, 并计算其相应对象的平均值, 用Themo-Calc软件计算固液相线理论温度, 研究焊接接头析出相熔点之间的关系.
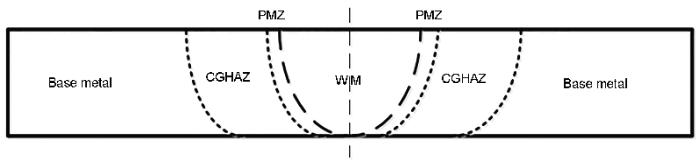
图1 焊接接头示意图
Fig.1 Schematic of welding joint (PMZ—partially melted zone, CGHAZ—coarse grain heat affected zone, WM—weld metal)
2 实验结果
图2为Inconel-718合金轧制态母材的微观组织, 可见轧制态母材晶粒为等轴晶, 晶粒平均直径约30 μm; 细小的颗粒为碳化物M23C6, 大部分均匀分布于晶界, 少量位于晶内; 在晶界与晶内还存在少量富Nb的块状MC, 未发现Laves相. 图3a为轧制态焊接接头结构形貌, PMZ中Laves相数量多于粗晶区. 图3b为PMZ区析出相微观形貌, 可见Laves相呈链状分布, 颗粒状MC相数量较少, 链状Laves相与大部分颗粒状MC相位于晶界.
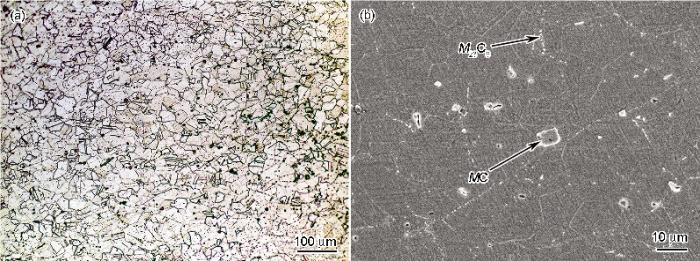
图2 Inconel-718合金轧制态母材的微观组织
Fig.2 OM (a) and SEM (b) images of base metal for wrought Inconel-718 superalloy
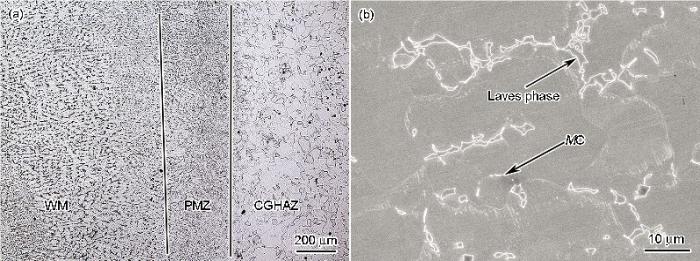
图3 Inconel-718合金轧制态接头的微观组织
Fig.3 OM (a) and SEM (b) images of weld joint for wrought Inconel-718 superalloy
图4为Inconel-718合金的铸态母材微观组织, 呈树枝晶结构. 二次轴枝晶间距平均值约为51 μm, 枝晶间存在大量偏析区, 偏析区中含有块状Laves与MC相, 其晶粒平均直径约2037 μm, 远大于轧制态母材. 图5为铸态接头PMZ的微观组织, 其依然保持明显的树枝晶结构, 但枝晶间偏析区消失, 二次轴枝晶间距平均值约为51 μm, 原位于偏析区中的块状MC和Laves相消失, 转变为颗粒状MC相与细长的链状Laves相, 大部分Laves相和MC相在晶界析出, 少部分位于晶内.
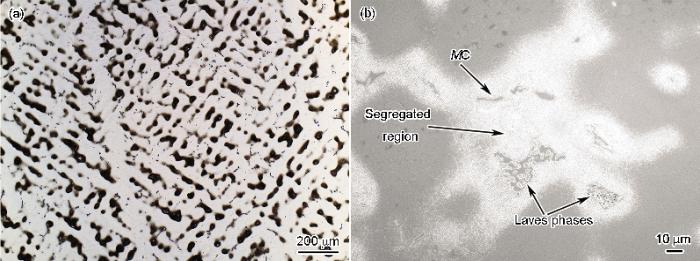
图4 Inconel-718合金铸态母材的微观组织
Fig.4 OM (a) and SEM (b) images of base metal for as-cast Inconel-718 superalloy
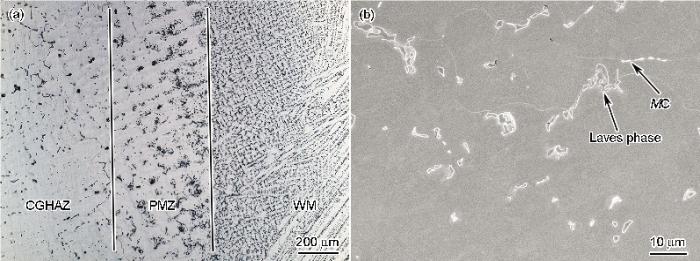
图5 Inconel-718合金铸态接头的微观组织
Fig.5 OM (a) and SEM (b) images of weld joint for as-cast Inconel-718 superalloy
图6为Inconel-718合金均匀化母材微观组织, 其仍显示树枝晶结构, 二次轴间距平均值约50 μm, 在枝晶间存在偏析区, 但偏析程度弱于铸态母材, 其奥氏体晶粒平均直径约为2085 μm, 与铸态母材的晶粒尺寸相当. 图7a为均匀化接头PMZ宏观形貌, 其依然大致保持树枝晶结构特征, 但与铸态接头PMZ相比, 其树枝晶结构特征并不太明显, 二次轴间距平均值约为50 μm. 由图7b可见, 枝晶间偏析区消失, 原偏析区中的块状MC和Laves相消失, 转变为颗粒状MC相与链状Laves相, 绝大部分的颗粒状MC相与链状Laves相位于晶界.
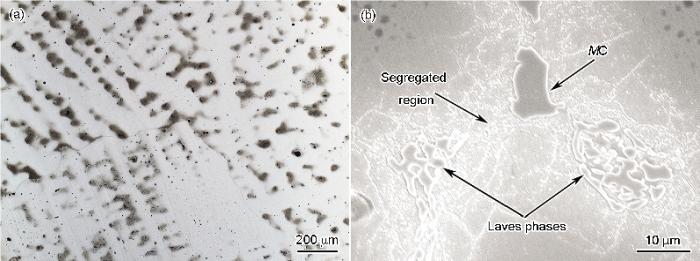
图6 Inconel-718合金均匀化状态母材的微观组织
Fig.6 OM (a) and SEM (b) images of base metal for homogenization Inconel-718 superalloy
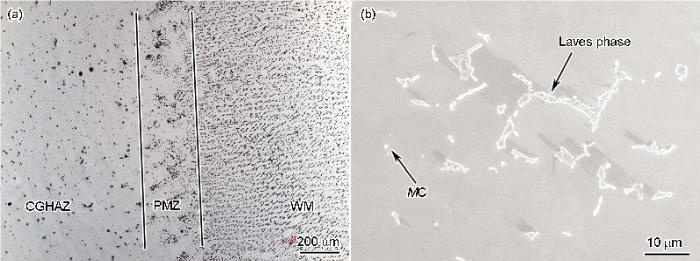
图7 Inconel-718合金均匀化接头的微观组织
Fig.7 OM (a) and SEM (b) images of weld joint for homogenization Inconel-718 superalloy
焊接实验中采用3种焊接线能量(2.4, 3.6, 4.8 kJ/cm), 及3种母材状态(轧制态、铸态、均匀化状态), 共得到9组接头金相. 每组测量20个PMZ区域宽度后, 求得算术平均值, 其结果如表1所示. 由表可见, 随着焊接线能量的增加, PMZ宽度增大. 在线能量不变的条件下, 铸态母材的焊接接头PMZ最宽, 轧制态与均匀化母材的焊接接头PMZ数值相当.
表1 不同焊接线能量下3种状态的Inconel-718合金接头PMZ宽度
Table 1 Effect of heat inputs on PMZ width of welding joint for Inconel-718 superalloy with different treatments
| Heat input / (kJ?cm-1) | PMZ width /mm | ||
|---|---|---|---|
| Wrought | As-cast | Homogenization | |
| 2.4 | 0.218±0.022 | 0.335±0.022 | 0.247±0.028 |
| 3.6 | 0.292±0.019 | 0.426±0.028 | 0.339±0.016 |
| 4.8 | 0.401±0.013 | 0.541±0.015 | 0.423±0.031 |
3 分析讨论
3.1 轧制接头PMZ中的液化与凝固
热力学计算软件Themo-Clac可计算多元合金平衡态相图及各温度下的相平衡分数[15-18]. 虽然非平衡的加热冷却过程与平衡状态下的理论温度有所偏差, 但各温度间的相对大小关系是不变的, 因此可用平衡状态理论温度分析升温过程中各相的溶解与液化顺序[19-22].
本工作对轧制态、铸态、均匀化母材及其焊接接头PMZ中枝晶轴奥氏体、偏析区、枝晶间Laves相固液相线理论温度进行计算后发现, 轧制母材中未发现偏析区与Laves相, 计算升温过程时不考虑Laves相与奥氏体偏析对液化温度的影响. 图8为轧制态母材在平衡状态下计算所得γ, M23C6, MC相的溶解和液化的质量分数与温度曲线. 可见, 当温度高于1007 K时, M23C6溶解于γ相; 温度大于1451 K时, γ相的晶界与MC相皆开始液化, 这是因晶界表面能可降低相变激活能, 晶界将首先液化; 温度高于1540 K时, 块状MC相消失, 部分溶解于未完全熔化的γ相中, 另一部分直接液化为液相. 碳化物溶解于奥氏体时, 该处奥氏体合金元素浓度上升, 熔点有所降低. PMZ的最高峰值温度处于固液相线温度之间, 未达到奥氏体完全液化温度1630 K, 奥氏体中形成晶间与晶内液膜. 液态金属形成时的吸热作用和表面张力的机械作用, 致使晶粒长大过程受到阻碍和限制, 这时奥氏体晶界属于化学晶界[23,24].
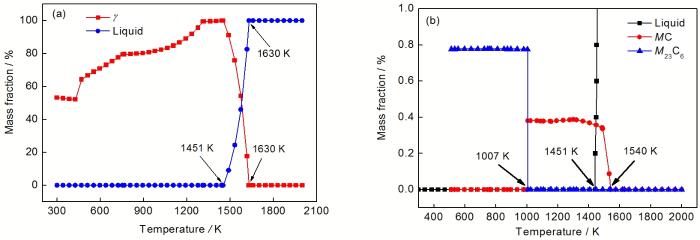
图8 Inconel-718合金相平衡分数图
Fig.8 Austenite (a) and carbide (b) equilibrium mass fraction diagrams for Inconel-718 superalloy
轧制态母材焊接接头PMZ中, 液膜在冷却过程中凝固, 析出富Nb的Laves相与碳化物MC相. 凝固过程涉及溶质元素再分配, 考虑析出相主要与Ni, Nb, C有关, 为此采用Themo-Clac软件计算Ni-Nb与Ni-C二元平衡相图, 分析Laves相与凝固过程中的析出相生成规律, 结果如图9所示. 可见, 随着合金中Nb含量的增加, 合金室温组织从γ→γ+Laves→Laves变化, 当合金含Nb量在28%~42%时(质量分数, 下同)合金熔点最低. 液相凝固时, 高熔点元素先析出, 局部熔化处结晶前沿溶质元素Nb富集, 在随后的结晶过程中析出Laves相. 对PMZ中, Laves相的EDS分析结果显示Nb含量约为31%, 正处于含Nb量28%~42%区间.
图9b为Ni-C二元平衡相图. 可见, 随着合金含C量增加, 合金室温组织从γ+MC→γ+MC+M23C6→MC+M23C6转变, Inconel-718合金中, C含量低于0.08%, 在奥氏体晶格中位于间隙位置, 随着温度的下降C在奥氏体中溶解度下降, 高温时过饱和溶解的C析出, 其通过间隙扩散迁移所需激活能较低, 在晶界富集并析出碳化物以降低界面能. 当冷却速度较快时, 高温停留时间短, C元素不能充分扩散聚集, 使其浓度不足以产生M23C6相, 只能产生少量的MC相.
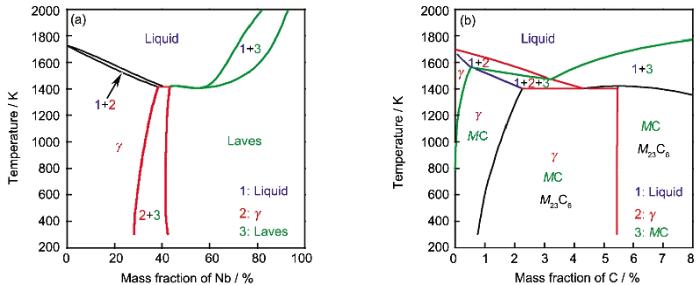
图9 Inconel-718合金元素平衡相图
Fig.9 Ni-Nb (a) and (b) Ni-C equilibrium binary phase diagrams for Inconel-718 superalloy
3.2 铸态与均匀化接头PMZ中的液化与凝固
对铸态与均匀化Inconel-718合金的母材与接头PMZ进行EDS分析, 取得枝晶轴奥氏体、枝晶间偏析区、Laves相的合金元素含量平均值. 采用Themo-Clac软件计算Ni-Fe-Nb三元平衡相图[25,26], 得到对应成分的固液相线理论温度, 计算结果如表2所示.
表2 Inconel-718合金铸态与均匀化的母材和PMZ区域元素含量与理论固液相线温度
Table 2 Element contents and theoretical solidus and liquidus temperatures on as-cast and homogenization in base metal and PMZ zone for Inconel-718 superalloy
| Type | Zone | Region | Mass fraction /% | Solidus | Liquidus | |
|---|---|---|---|---|---|---|
| Fe | Nb | K | K | |||
| As-cast | Base metal | Laves | 16.19 | 26.02 | 1391 | 1621 |
| Segregated γ | 17.30 | 8.17 | 1429 | 1586 | ||
| Intradendriticγ | 24.87 | 2.69 | 1553 | 1668 | ||
| Homogenization | Laves | 12.12 | 27.62 | 1376 | 1635 | |
| Segregated γ | 20.59 | 10.19 | 1423 | 1556 | ||
| Intradendriticγ | 25.21 | 4.87 | 1462 | 1631 | ||
| As-cast | PMZ | Laves | 21.54 | 26.30 | 1419 | 1625 |
| Intradendriticγ | 29.25 | 1.91 | 1593 | 1693 | ||
| Homogenization | Laves | 21.50 | 24.86 | 1430 | 1600 | |
| Intradendriticγ | 28.13 | 2.32 | 1572 | 1683 | ||
铸态母材均匀热处理后, 枝晶轴Nb含量提高固相线温度下降, 与偏析区固相线温度温差减小, 因为 PMZ中析出碳化物较少, 所以进入Laves相的Fe含量较多, 使PMZ中Laves相固相线温度高于母材Laves相. 在焊接加热过程中PMZ温度升高, 偏析区温度高于其固相线温度后开始液化. 因为枝晶轴有较低的熔化温度和较宽的固液相线温度范围, 导致枝晶轴奥氏体液化, 使其形状发生改变. 在PMZ凝固过程中, 由于液态薄膜快速冷却, 凝固时产生二次偏析, 先凝固的奥氏体中Fe含量较高, Nb含量较低[27]. 因此, PMZ枝晶轴Fe含量高于母材, Nb含量低于母材, 导致固相线温度升高. 并且由于凝固速度快, 枝晶轴奥氏体未形成新的偏析区.
接头冷却过程中液相快速凝固, 液膜两侧的奥氏体向液相中推进, 奥氏体间空隙变窄. 富集Nb的液膜被包围于狭窄空隙中, 因此最终形成的Laves相呈链状.
均匀化接头PMZ中Laves相Nb含量低于铸态接头, 固相线温度较高. 说明均匀化接头PMZ中液膜凝固温度较高, 在相同的冷却速度下更早完全凝固.
3.3 焊接线能量对各接头PMZ宽度的影响分析
依据以上分析, Inconel-718合金轧制态母材中, 固液共存温度区间在奥氏体固液相线之间. 铸态与均匀化母材中, 固液共存温度区间在奥氏体液相线以下, Laves相固相线以上. 3种状态母材固液相线理论温度及其固液共存温度区间如表3所示. 可见, 铸态母材完全液化的温度最高, 且固液共存温度区间最大; 轧制母材完全凝固的温度最高, 且固液共存温度区间最小.
表3 Inconel-718合金母材固液相线理论温度及其固液共存温度区间
Table 3 The theoretical solidus and liquidus temperature and solid-liquid coexistence temperature range of base metal for Inconel-718 superalloy
| Base metal | Liquidus of austenite | Solidus of low melting phase | Temperature range |
|---|---|---|---|
| K | K | K | |
| Wrought | 1630 | 1451 | 179• |
| As-cast | 1668 | 1391 | 277 |
| Homogenization | 1631 | 1376 | 255 |
在母材状态、试件几何尺寸相同的条件下, 随着焊接线能量的增加, 焊接温度场中等温线(面)的分布越稀疏, 即温度高于固相线且低于液相线宽度越大, 所以PMZ宽度增大. 在焊接线能量不变, 仅改变母材原始状态的条件下, 因为铸态为奥氏体枝晶加析出相两相组织, 奥氏体熔点不变, 而铸态枝晶间低熔析出相熔点最低, 使部分液化区间变宽, 所以其PMZ区最宽.
虽然轧制态固液相线范围较窄, 但其晶粒尺寸较小, 晶界的比表面积大, 这会降低固相液化的激活能, 且晶界有大量M23C6与MC相析出, 这些碳化物熔点比奥氏体更低, 所以低熔点相的实际熔化温度比计算的理论温度低, 造成轧制态焊接接头与均匀化焊接接头PMZ宽度相当.
4 结论
(1) Inconel-718镍基合金钨极氩弧焊(TIG)焊接接头部分熔化区(PMZ)存在微观组织遗传性, 铸态、均匀化接头PMZ中仍然保持树枝晶的结构特征, 而轧制态接头PMZ中仍是等轴晶.
(2) 铸态和均匀化焊接接头PMZ区中, 母材中原有的偏析区消失, 形成链状Laves与颗粒状MC相. 轧制态接头PMZ区中, 在均匀的单相奥氏体基体上析出链状Laves相与颗粒状MC相.
(3) 铸态母材固液相线间距最大, 均匀化的次之, 轧制态的最小.
(4) 在母材状态、几何尺寸相同的条件下, 随着焊接线能量的增加, PMZ宽度增大. 当线能量不变, 母材原始状态不同时, 铸态PMZ区最宽, 均匀化与轧制态的相当.
来源--金属学报 沪公网安备31011202020290号
沪公网安备31011202020290号
