



分享:C对单晶高温合金持久性能的影响

余竹焕 , 刘林
, 刘林
摘要
研究了5种不同含量的C对单晶高温合金凝固组织及持久性能的影响. 结果表明, 随着C含量的增加, 共晶数量明显减少, 碳化物数量增多, 且碳化物主要分布在枝晶间区域, 当C含量较高时, 在枝晶干上也有少量碳化物出现. 经过热处理后, 合金的枝晶间粗大的γ/γ′共晶基本消除, 枝晶间少量未被固溶掉的γ/γ′共晶, 达到了较好的均匀化效果; 碳化物形貌比铸态更为简单, 尺寸明显减小, 体积分数减小, 且分布更加弥散, 碳化物类型更加丰富, 出现了粒状和链状的M23C6碳化物. 随C含量增加合金的高温持久寿命先增大后减小, 当C含量为0.045%时, 高温持久寿命最大. 引起持久性能变化的主要原因是由于合金中未消除的共晶、碳化物及缩松的存在, 未消除的共晶以及碳化物都是裂纹萌生的位置, 而共晶和碳化物的数量随着C含量的增大又呈相反的变化趋势, 因此C的加入要适量.
关键词:
镍基单晶高温合金主要用于制造航空发动机的涡轮叶片[1-5], 通常其工作温度较高, 其主要的失效方式是高温下的蠕变断裂和疲劳断裂, 从而高温下的持久性能成为单晶高温合金高温性能的重要指标[6]. 早期发展的单晶高温合金(PWA1480, CMSX-2), 一般完全去除C等强化晶界的微量元素, 但是近年来的研究[7-11]发现, 微量C的加入可以降低晶粒缺陷、雀斑等的形成. 另外, C是强脱氧元素, 添加C可以显著地降低单晶合金中的O含量, 使合金的铸造性能明显提高[12,13]. 为此, 自第二代单晶高温合金开始, C被重新加入. 但目前有关C的作用规律仍存在分歧. Al-Jarba和Fuchs[11]研究认为, 在室温下, 随着含C量的增加, 室温下极限抗拉强度随之增大, 但在高温下极限抗拉强度不受含C量的影响. Liu等[14,15]认为, 在不同的应力及温度条件下, 蠕变性能随含C量的变化存在差异. 还有学者的研究[16-18]发现, 合金力学性能随含C量变化的规律存在差异.
虽有研究发现, 添加微量的C可以提高合金的持久性能, 但是对于不同的合金研究结果均有差异. 而且, 目前有关高温度梯度下C对高温合金持久性能的影响尚未见报道. 因此, 本工作通过在高温度梯度(360 K/cm)条件下, 对5种不同C含量合金的凝固行为和高温持久寿命进行了研究, 并探讨了影响合金持久寿命的主要因素及其机理.
1 实验方法
实验采用了5种不同C含量的单晶高温合金, 其化学成分如表1所示. 使用双区电阻加热结合液态金属冷却的定向凝固炉, 控制加热温度为1650 ℃, 抽拉速率为100 μm /s, 在温度梯度G约为360 K/cm的条件下, 制备了直径7 mm, 长为80 mm的单晶试样. 合金采用的标准热处理制度为文献[19~22]中报道的标准热处理制度: 1305 ℃+3 h, A.C. +1080 ℃+6 h, A.C.+870 ℃+20 h, A.C. (A. C.—空冷).
表1 不同C含量单晶高温合金的化学成分
Table 1 Chemical compositions of single crystal superalloys with different carbon additions(mass fraction / %)
| Alloy | C | Cr | Co | Mo | W | Al | Ti | Ta | Ni |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.001 | 7.87 | 5.50 | 2.31 | 5.10 | 6.06 | 2.12 | 3.55 | Bal. |
| 2 | 0.006 | 7.82 | 5.34 | 2.25 | 4.88 | 6.02 | 1.94 | 3.49 | Bal. |
| 3 | 0.045 | 7.82 | 5.34 | 2.25 | 4.88 | 6.02 | 1.94 | 3.49 | Bal. |
| 4 | 0.085 | 7.85 | 5.47 | 2.30 | 5.03 | 6.00 | 2.09 | 3.56 | Bal. |
| 5 | 0.150 | 7.85 | 5.47 | 2.30 | 5.03 | 6.00 | 2.09 | 3.56 | Bal. |
将铸态和热处理态试样进行线切割, 经磨平、抛光和腐蚀后, 使用Leica DM-400M 光学显微镜(OM)和SUPRA 55型扫描电镜(SEM)观察显微组织, 并采用Sisc IAS V8.0图像分析软件对g/γ′共晶和碳化物体积分数进行定量分析. 将每种成分的合金制备3个同样条件 (100 μm /s) 的单晶试样, 之后对其进行热处理, 再加工成标准测试件, 最后进行持久实验, 实验条件为1050 ℃, 160 MPa. 对经过高温持久测试后断裂的试样断口进行长时间(超过24 h)的超声波清洗, 然后喷金以改善断口处的导电性, 使用SEM观察断口组织形貌. 在距试样断口的3.5 mm处切取0.2 mm的薄片, 在水砂纸上微磨成厚度50 μm以下的薄片, 再通过离子减薄制样, 利用Tecnai F30 G2型场发射透射电镜(TEM)分析碳化物的类型.
2 实验结果
2.1 C对铸态组织的影响
5种不同C含量试样的SEM像如图1所示. 可见, 随着C含量的增加, 铸态组织中的共晶数量减少, 而碳化物数量增加. 共晶和碳化物主要分布在枝晶间区域, 且当C含量比较高时, 在枝晶干上也出现了少量碳化物, 如图1d和e所示. 为了能够从定量的角度分析C对合金中共晶及碳化物数量的影响, 对5种不同C含量试样中的共晶和碳化物体积分数进行了测定, 其结果如图2所示. 可见, 定量分析的结果与SEM观察结果一致. 这是由于含C合金在凝固过程中, 枝晶干优先凝固, 碳化物是在50%或者70%的固体形成后开始形成的, 而共晶是在凝固的最后阶段形成的. 铸态合金中碳化物主要形成元素是Ta和Ti, 它们主要富集在枝晶间区域. 凝固过程中部分Ta, Ti与C结合形成碳化物, 在糊状区内的碳化物的形成使剩余液体中的Ta和Ti含量减少, 液体成分偏离共晶成分. 因此, 随着C含量的增加, 碳化物逐渐增多, 消耗了大量的共晶形成元素Ta和Ti, 使得共晶数量减少.

图1 不同C含量合金的SEM像
Fig.1 SEM images of alloys with carbon additions of 0.001% (a), 0.006% (b), 0.045% (c), 0.085% (d) and 0.150% (e)

图2 不同含C量合金中共晶和碳化物体积分数
Fig.2 Volume fraction of eutectic and carbide in the alloys with different carbon additions
2.2 C对热处理态组织的影响
图3为经过标准热处理后5种试样组织的OM像. 可以看出, 经过热处理后, 枝晶间粗大的γ/γ′共晶基本消除, 枝晶间有少量未被固溶掉的γ/γ′共晶和碳化物, 枝晶形貌也变得模糊不清, 达到了较好的均匀化效果. 根据前期研究[23]可知, C的添加降低了合金初熔温度, 而此处所采用的标准热处理制度是针对母合金(0.006%C)制定的, 可知, 经过热处理后在枝晶间尚存有少量共晶的原因在于C的添加使得合金的热处理窗口变小, 进而使得合金的固溶不充分, 不充分的固溶处理使得部分共晶存留于合金枝晶间区域, 而共晶含量的高低在一定程度上可以反映出偏析的严重程度, 共晶含量越高, 偏析越不易彻底消除, 进而会影响到合金的持久性能.

图3 不同含C量合金热处理后的OM像
Fig.3 OM images of dendritic microstructure for alloys after heat treatment with carbon additions of 0.001% (a), 0.006% (b), 0.045% (c), 0.085% (d) and 0.150% (e)
图4为不同C含量试样热处理后的深腐蚀SEM像. 可以看出, 碳化物体积分数变化规律与铸态的规律一致. 随着C含量的增加, 碳化物形貌包括小块状(图4a), 块状(图4b, d和f), 针状(图4g), 颗粒状或膜状(图4c, e和h). 其中图4b, d和f中的块状碳化物周围或上面存在很多类似于膜状的碳化物, 为了更精确地观察这些膜状(或链状)碳化物的具体形貌, 对其进行大倍数SEM观察, 结果分别如图4c, e和h所示. 因此这些碳化物也被称为颗粒状碳化物, 其尺寸约为150 nm. 对比前期的研究结果[24]可知, 与铸态碳化物形貌相比, 经过热处理后的碳化物形貌更为简单, 尺寸明显减小, 体积分数减小, 且分布更加弥散. 从组织的致密性、完整性和均一性来讲, 热处理态碳化物的尺寸、形貌比铸态对试样的力学性能更有利. 对比分析可知, 随着C含量的增加, 试样中的碳化物形貌逐渐呈多样化趋势, C含量为0.150%的试样中同时还存在针状碳化物(图4g), 可以看出, 这些碳化物为铸态楔形碳化物的分解残骸. 因此可知, 当C含量较高时, 碳化物体积分数比较高, 热处理没有能够充分分解掉碳化物, 使得在热处理态试样中依然存在部分细长的碳化物, 而这种形貌的碳化物对合金的性能是不利的.
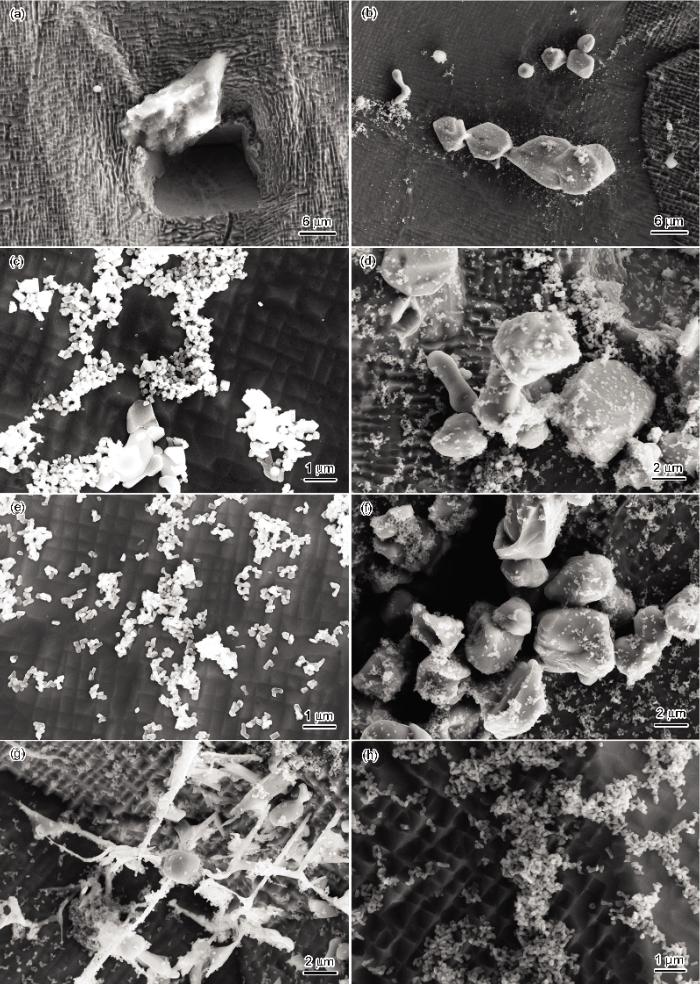
图4 不同C含量试样经热处理后深腐蚀碳化物形貌
Fig.4 Carbide morphologies of deep etched sample after heat treatment with carbon additions of 0.006% (a), 0.045% (b, c), 0.085% (d, e) and 0.150% (f~h)

图5 EDS分析得到的热处理后粒状碳化物的质量分数
Fig.5 Mass fraction of grainy carbide by EDS analysis after heat treatment
为了能够深入研究热处理后试样中的成分分布, 对颗粒状碳化物进行了成分测定, 其结果如图5所示. 可知, 粒状碳化物的主要元素是Cr, 也溶解了少量的W, Mo, Co和Ni, 可以判断此碳化物为M23C6型碳化物. 此碳化物是铸态初生MC型碳化物在热处理过程中转变而形成的. M23C6碳化物是中等或高Cr含量镍基高温合金在低温加工或760 ℃以上温度范围内长期时效生成的, 转变方程如下:
M23C6碳化物析出温度范围是650~1080 ℃, 析出高峰在900~1000 ℃之间. 在成分复杂的合金中, 随着合金成分和热处理的不同, Cr可以部分地被W, Mo, Co和Ni等元素代替.
在长期时效过程中, M23C6碳化物通常有2种形成方式: 一种是由MC型碳化物分解而来的; 另一种是从固溶剩余C的基体中直接析出的. 有研究[25]认为, 粒状或膜状析出的M23C6碳化物可以阻碍晶界滑移, 因此对合金的性能是有利的. 但在单晶高温合金中, 因为不存在晶界, 而且M23C6碳化物亦是裂纹的萌生地点[26], 因此, M23C6碳化物对单晶高温合金的性能是不利的.
2.3 C对持久性能的影响
图6为高温持久寿命与C含量的关系曲线. 可见, 随着C含量的增加, 合金的高温持久寿命先增大后减小, C含量为0.045%时出现峰值. 孙新涛[27]研究发现, C含量为0.01%的合金持久性能最好, 之后持久寿命随着C含量的增加而减小. Yu等[16]研究DD99合金时发现, 当含C量为0.03%时, 应力持久寿命出现峰值. 据此亦可知, 对于不同的合金体系, C含量对持久寿命的影响规律存在差异. 图7为延伸率和断面收缩率与C含量的关系曲线. 可见, 随着C含量的增加, 延伸率和断面收缩率基本持续增高, 因此, 加入C对合金的持久塑性有利.

图6 高温持久寿命与C含量的关系
Fig.6 Relationships between the rupture life and carbon content

图7 延伸率和断面收缩率与C含量的关系
Fig.7 Relationships among the elongation d, shrinkage y and carbon content
2.4 断口组织
图8为不同C含量试样断口附近的裂纹形貌. 可以看出, 不同试样的裂纹起源不同. 图8a和c为由共晶引起的裂纹, 图8b为由缩松引起的空洞, 图8d~g和i为由共晶和碳化物共存引起的裂纹, 图8h和j是由碳化物引起的裂纹, 图8e中的碳化物依形貌初步判断为M6C碳化物, 图8h可以观察到在热处理组织中发现的链状M23C6碳化物在试样中引发了细长的裂纹, 如图中箭头所示. 对比分析可知, 不含C (0.001%)试样中的裂纹主要起源于共晶及缩松, 而在含C试样中基本没有观察到因为缩松而引起的裂纹, 这就说明在合金中添加C之后, 可以减少缩松的出现, 这与Tin和Pollock[10]的研究结果一致. 当C含量比较低时, 裂纹的主要起因为共晶, 而当C含量较高时, 裂纹的影响因素主要是碳化物. 随着C含量的增加, 引起裂纹的碳化物的类型也逐渐增多, 如图9e中的M6C和图9h中的M23C6. 主要原因是随着C含量的增加共晶数量减少, 而碳化物增多. 虽然进行持久实验的试样经过了热处理, 但是热处理没有完全消除组织中存在的共晶组织, 因此随着C含量的增加, 裂纹的主要萌生地点由共晶向碳化物转变, 而碳化物又易出现在共晶附近, 如图8d~g和i所示.
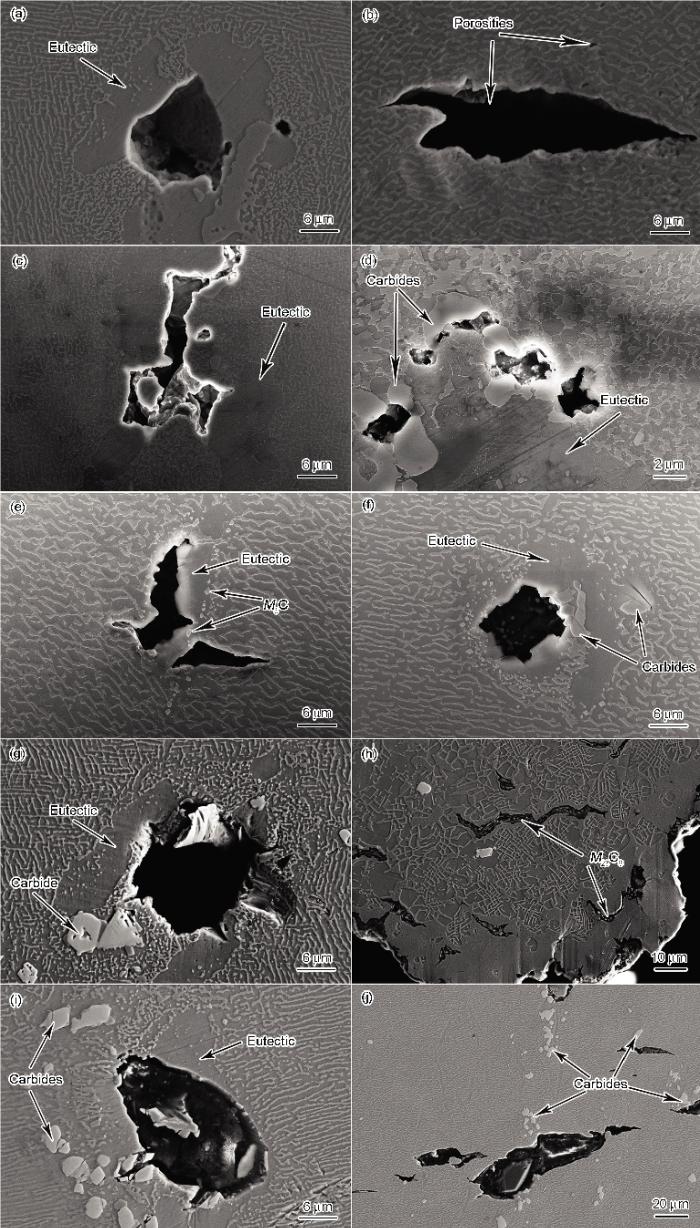
图8 合金断口附近的裂纹形貌
Fig.8 Crack morphologies near the fracture with carbon additions of 0.001% (a, b), 0.006% (c, d), 0.045% (e, f), 0.085% (g, h) and 0.150% (i, j)

图9 含0.045%C合金持久试样中的M6C碳化物的TEM像和EDS分析
Fig.9 TEM image (a) and EDS analysis (b) of M6C carbide in the rupture sample with 0.045%C
3 讨论
依前文的分析可知, 在合金中加入C后, 合金中的共晶含量降低, 但仍有一定含量. 添加C后合金的初熔温度降低, 导致合金热处理窗口减小, 不充分的固溶处理使合金的枝晶间区域仍然存在部分共晶. 由于共晶本身的脆性, 导致合金在变形过程中成为薄弱环节. 同时, 合金中的共晶组织是在凝固的最后阶段形成的, 因此, 合金中的组织和低熔点物质都会富集在共晶处, 成为持久蠕变过程中的薄弱环节. 不同C含量合金中的共晶含量也不同, 并且共晶在持久断裂中的地位也不同.
在多晶高温合金中, 二次碳化物作为强化相, 起到阻碍晶界滑移的作用. 但在单晶高温合金中因为不存在晶界, 其作用机理也不同. 在单晶高温合金中加入不同含量的C, 形成的不同的碳化物在高温合金中的作用是很复杂的, 它对高温合金的持久性能和塑性都有很大的影响. M6C碳化物是合金持久实验过程中裂纹优先起始的场所. 为了从成分上进一步确定图8e中碳化物的类型, 对其进行了TEM测试. 图9为图8e中碳化物的TEM像和EDS分析. 可见, 含C合金中部分MC型碳化物在热处理和持久实验过程中发生了转变, 转变成富含W和Mo的M6C碳化物:
因为由MC碳化物转化的M6C碳化物遗传了MC型碳化物的不规则形状, 而且与合金基体没有明显的取向关系, 针对断裂后的持久试样做了TEM测试, 从成分测试的结果以及碳化物的形貌可知, 此碳化物为M6C型碳化物.
铸态合金中的初生MC型碳化物在热处理或服役过程中会发生转变, 或形成M6C, 或形成M23C6. 含W和Mo比较高的合金易形成M6C, 含Cr量高的合金易形成M23C6.
综上分析可知, 合金中的裂纹主要由缩松、共晶和碳化物引起. 而共晶组织会严重影响合金的力学性能. 共晶含量的多少在一定程度上标志着显微偏析程度的大小, 可通过热处理工艺来消除铸态下的共晶[28]. 在本研究中, 经过热处理后, 合金中的共晶基本消除, 但合金中依然有残留的共晶组织存在. 造成此现象的原因有2个: (1) 单晶高温合金在经过标准热处理后, 共晶组织一般都不会彻底消除, 只能减少, 最终的合金中依然会残留有部分共晶组织; (2) 在本实验中所采用的热处理制度是针对不含C合金的热处理制度, 而研究发现, 添加C后合金的初熔温度有所下降[23], 使得合金的热处理窗口减小, 从而使得合金的热处理能力降低. 因此, 经过热处理后的合金中依然有少量的共晶存在.
添加C对持久性能的影响可以从以下几个方面进行分析: (1) 随着C含量的增加, 合金中的共晶组织减少, 单纯从元素偏析影响的角度来讲, 共晶所引起的元素偏析减轻, 对合金的性能是有利的; (2) 随着C含量的增加, 合金中的缩松及其它缺陷减少, 在本研究中发现随着C含量的增加, 合金中因缩松而引起的裂纹显著减少, 对合金的持久性能是有利的; (3) 随着C含量的增加, 合金中的碳化物增多, 且碳化物的类型呈多样化趋势, 而这些不同类型的碳化物都可以成为裂纹的萌生地点, 因此, 在单晶高温合金中对合金的性能是不利的.
在本研究中随着C含量的增加, 共晶、碳化物及缩松这3个因素的综合效应使得当C含量为0.045%时合金的持久寿命最高. 前期研究[23]亦知, 当C含量为0.045%时合金中γ′相尺寸最大, 说明在本合金中当γ′相尺寸为560 nm左右时合金中的持久性能最好. 也说明微量的C对合金持久性能是有利的. 但是C的加入要适量. 综合前面的分析可知, 在不同的合金体系中, C含量的最佳值均有差异. 因此, 不同合金体系中C的具体的影响程度及影响机理有待进一步的深入研究.
4 结论
(1) 随着C含量的增加, 合金中的共晶数量减少, 碳化物数量增多. 共晶和碳化物主要分布在枝晶间区域, 当C含量较高时, 在枝晶干上也分布有少量碳化物.
(2) 经过热处理后, 合金枝晶间粗大的γ/γ′共晶基本得到消除, 枝晶间有少量未被固溶掉的γ/γ′共晶和碳化物, 枝晶形貌也变得模糊不清, 达到了较好的均匀化效果. 经过热处理后的碳化物形貌比铸态更为简单, 尺寸明显减小, 体积分数减小, 且分布更加弥散, 碳化物类型更加丰富, 出现了粒状和链状的M23C6碳化物.
(3) 随着C含量的增加, 合金的高温持久寿命先增大后减小, C含量为0.045%时持久寿命最大. 引起持久性能变化的主要原因是由于合金中未消除的共晶、碳化物及缩松的存在, 在不含C合金中缩松和共晶是裂纹的萌生地点. 当含C量逐渐增加时, 合金中裂纹的起源逐步由共晶向碳化物转变. 未消除的共晶以及碳化物都是裂纹萌生的位置, 而这2个因素随C含量的增大呈相反的作用. 因此, C对合金持久性能的影响是多种因素综合作用的结果, 所以C的加入要适量
来源--金属学报 沪公网安备31011202020290号
沪公网安备31011202020290号
