表 1 预热器主要设计参数
| 项目 | 壳程 | 管程 |
| 最高工作压力/MPa | 0.026 | 0.78 |
| 设计压力/MPa | 0.100 | 0.88 |
| 物料名称 | 蒸汽 | 卤水 |
| 设计温度/℃ | 120 | 105 |

2015年某盐矿60万t/年真空制盐项目生产线在停车检修过程中对发生腐蚀的预热器情况进行分析探讨并进行维修。近期再次检修时发现2015年返修设备可以正常使用,这说明对设备腐蚀机理的分析是正确的,制定的返修方案是可行的,对同类设备的设计制造与维护检修具有重要的借鉴意义。
真空制盐母液回收工艺中预热器参数、零部件材质及规格见表1和表2[1]。
| 项目 | 壳程 | 管程 |
| 最高工作压力/MPa | 0.026 | 0.78 |
| 设计压力/MPa | 0.100 | 0.88 |
| 物料名称 | 蒸汽 | 卤水 |
| 设计温度/℃ | 120 | 105 |
| 零部件 | 材质 | 规格/mm |
| 壳体 | Q235-B | Di700×8 |
| 管箱 | S31603 | Di700×8 |
| 换热管 | TA3 | ?25×1 |
| 管板 | TA3/Q345R | δ6+30 |
管板Q345R材料化学成分符合标准值要求,见表3[2-3]。
| 元素 | C | Si | Mn | P | S | 其他 |
| Q345R | 0.18 | 0.37 | 1.36 | 0.011 | 0.003 | 0.025 |
| GB713—2008 | ≤0.20 | ≤0.55 | 1.20~1.60 | ≤0.025 | ≤0.015 | ≥0.020 |
管板Q345R材料力学性能符合标准值要求,见表4[2-3]。
| 项目 | 拉伸实验 | 弯曲实验 | 冲击实验 | |||||||
| 抗拉强度/MPa | 屈服强度/MPa | 伸长率/% | b=2a | 180° | d=3a | 温度/℃ |
V型冲击功 kV2/J |
|||
| Q345R | 555 | 385 | 23.5 | 合格 | 0 | 172 | 154 | 138 | ||
| GB713—2008 | 490~620 | 315 | 21.0 | ≥34 | ||||||
| 注:当屈服现象不明显时屈服强度取σ0.2;b指试样宽度;d指压头直径;温度0 ℃指冲击实验温度。 | ||||||||||
缝隙存在于金属与金属、金属与非金属的结合处,既有宽到液体能够流入,又有窄到能够维持液体流入后静滞的区域,可以在很多介质中作为腐蚀发生的场所,其中以氯化物溶液最甚[4]。
热电厂0.6 MPa蒸汽经各支管进入首效加热室,料液沸腾后产生的二次蒸汽分别作下一效的加热蒸汽。
结合表1和表5数据可知设备运行时壳程、管程内部温度在100 ℃以上。
| 表压力/MPa | 温度/℃ |
| 0.10 | 119.62 |
| 0.14 | 125.46 |
| 0.18 | 130.55 |
| 0.20 | 132.88 |
| 0.24 | 137.18 |
| 0.28 | 141.09 |
| 0.30 | 142.90 |
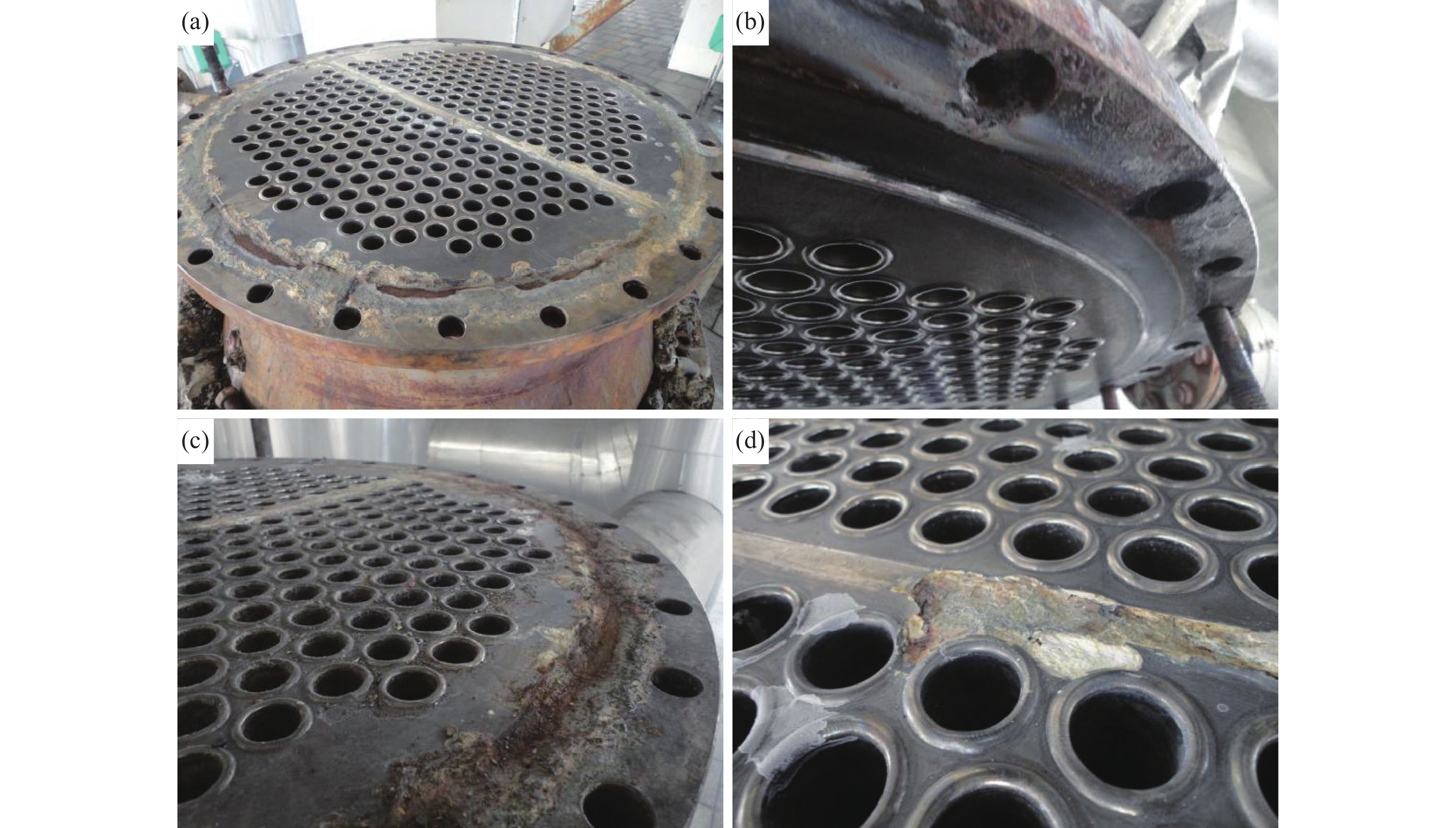
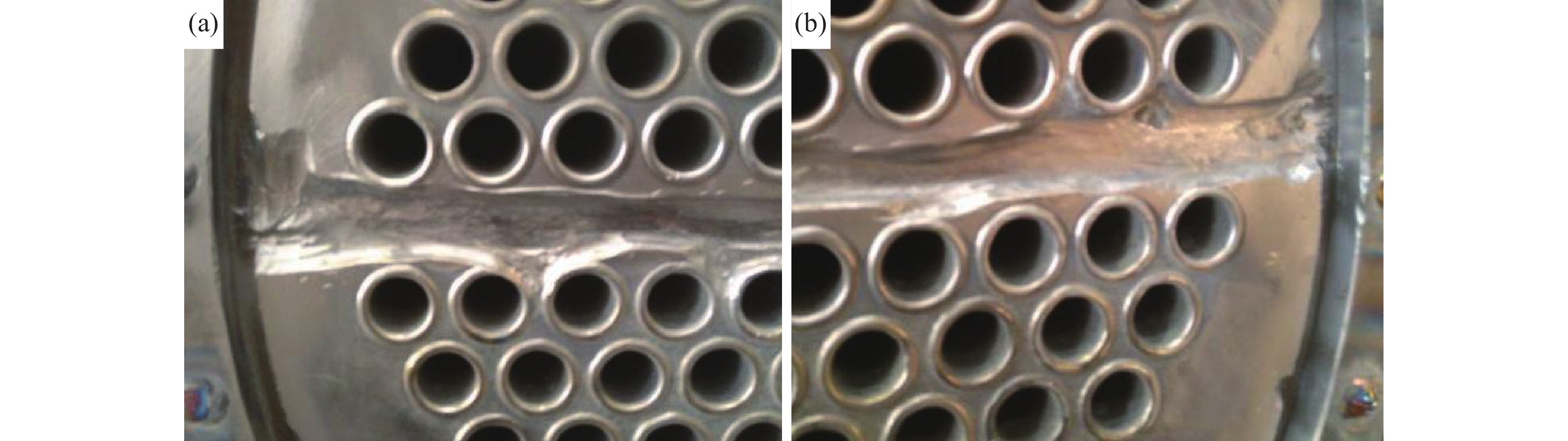
预热器管程主要工作介质卤水中Cl−含量较高,设备管程工作温度高。检修现场设备如图1所示。从图1(a)可以看出,预热器上管板与管箱焊环接触部位周圈腐蚀,其中部分位置已见钢,预热器下管板密封面未发生腐蚀(图1(b)),同时预热器上管板管板、隔板槽位置严重腐蚀,如图1(c)和图1(d)所示。上管板腐蚀严重,下管板基本完好,表明腐蚀的发生并非因为管板钛层材料物理化学性能不佳或使用过程中劣化所致。
仔细观察发现,腐蚀最严重的区域为管箱与管板密封面接触区域。由于垫片的存在,管板密封面并不直接与管箱接触,由此可知腐蚀发生在管板与垫片或管箱与垫片之间的狭小空间中。设备在工厂制作完毕,为节约成本,水压实验采用石棉垫片替代设备垫片,设备检验合格后直接交付客户使用。客户在收到设备后,为了节约时间,试车时并没有更换随设备发过来的设备垫片。设备试车成功后直接投产时又忘记更换主垫片,从而导致开车一年原设备上不锈钢管箱腐蚀严重无法使用,最后被迫将管箱更换为TA10材质。余存烨等[5]在6%NaCl溶液,pH为6,温度70~90 ℃,720 h后缝隙腐蚀诱发性顺序为Ti <氯丁橡胶<石棉<氟树脂,验证了垫片材质对设备防腐蚀性能的巨大影响。
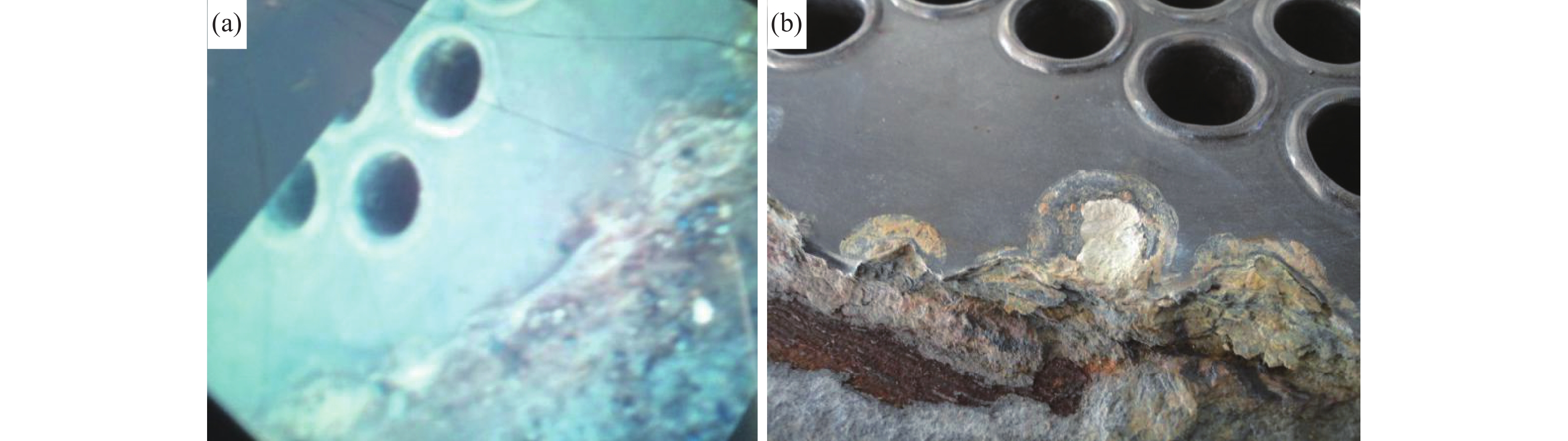
预热器的管板材质为TA3,腐蚀最为严重。设备在生产现场检修时刚打开设备观察到管板表面呈天蓝色,然而将设备从生产车间拆卸下来后发现表面腐蚀物已变为黄白色,如图2所示。
根据粟屋裕等[6]在研究沸腾氯化铵氯化钠溶液中钛缝隙腐蚀后认为由于Cl−与OH−在钛表面吸附会形成[ Ti(OH)xCly(H2O)p]q+重络合物离子,离解成Ti2O3与水,再由Ti2O3氧化成TiO2,反应过程为:
据此推断预热器管板端面的腐蚀物为TiO2,而腐蚀主要发生在密封面与垫片之间的狭小空间内。针对钛材的腐蚀查询相关资料,如表6数据所示,可以看出纯钛的耐腐蚀性最低,钛钯类合金的耐腐蚀性最好[7]。
| 介质 | 温度/℃ | 腐蚀率/(mm/年) | ||
| Ti | TA10 | Ti-Pd | ||
| 湿氯气 | 87.78 | 0.0016① | 0.00088② | — |
| 2%NaCl+5%NaClO+4%NaCl | 沸腾 | 0.7112 | 0.06090② | 0.0609② |
| 70%ZnCl2 | 87.78~93.33 | — | 0.0050~0.0076 | — |
| 注:① 焊接式样,②无缝隙腐蚀。 | ||||
根据实际使用情况,TA3材料已不能满足该工况下使用。而更换材质为TA10后管箱基本没有发生腐蚀,说明TA10合金可以满足该工况下的使用要求。
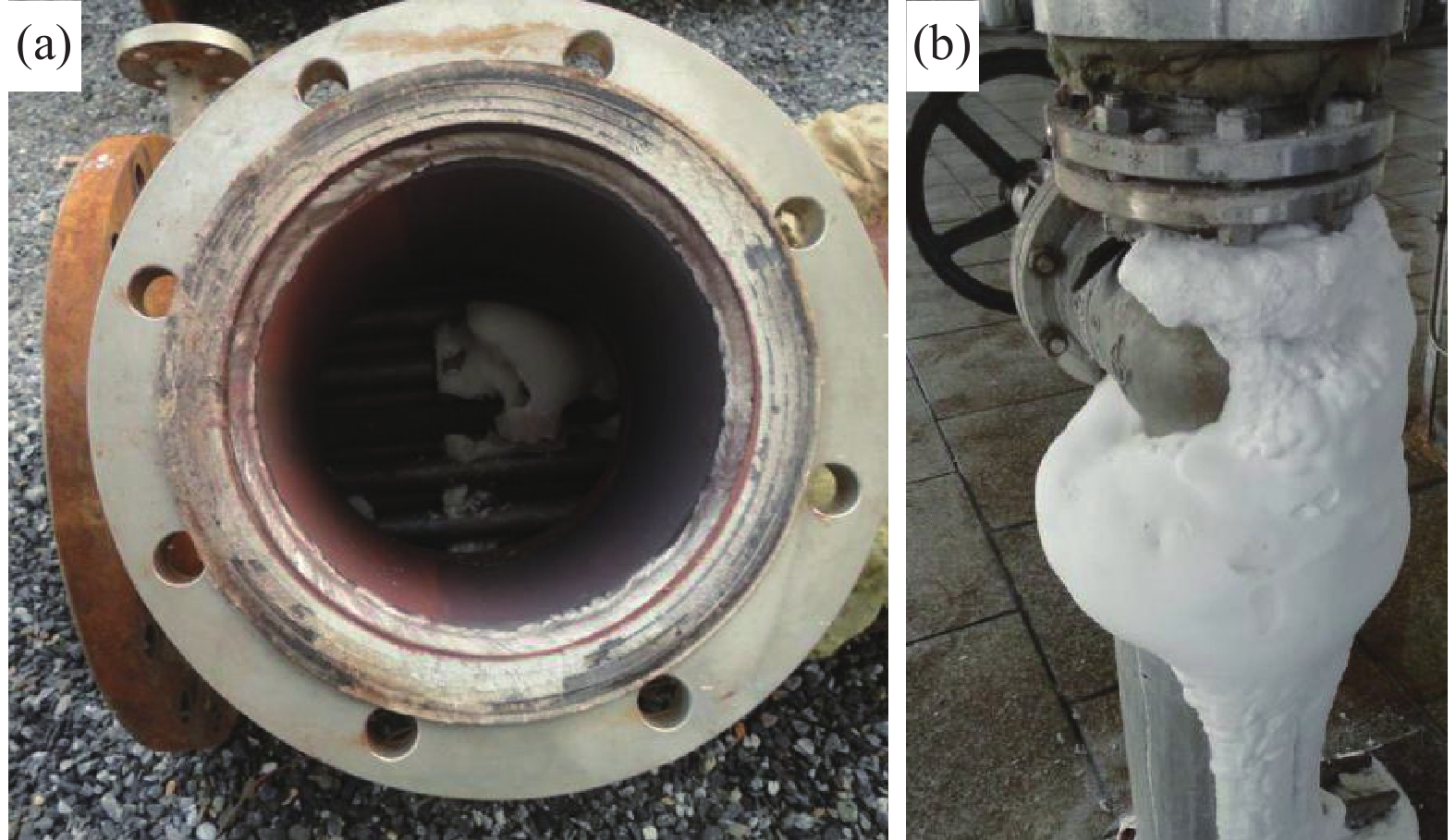
从与设备连接的壳程管道可见白色盐结晶说明管程卤水已泄露至壳程如图3所示。
由于壳程并未发生肉眼可见的泄漏,作者推测这种现象是由于卤水溶液长期积存在这些部位引发缝隙腐蚀后日积月累形成的。因为缝隙腐蚀通常发生在微米级的间隙中,当腐蚀液进入这些不易进入的部位时,机械强度会降到允许极限以下,保护涂层从金属表面脱落,破坏工程结构中机械连接的整体,导致设备遭到破坏,影响正常的工作和生产秩序[8]。
此外,也有可能是垫片密封不严导致的物料泄漏,从而对管程产生反向腐蚀,进而引发管程腐蚀大面积发生。
拟定预热器返修方案:
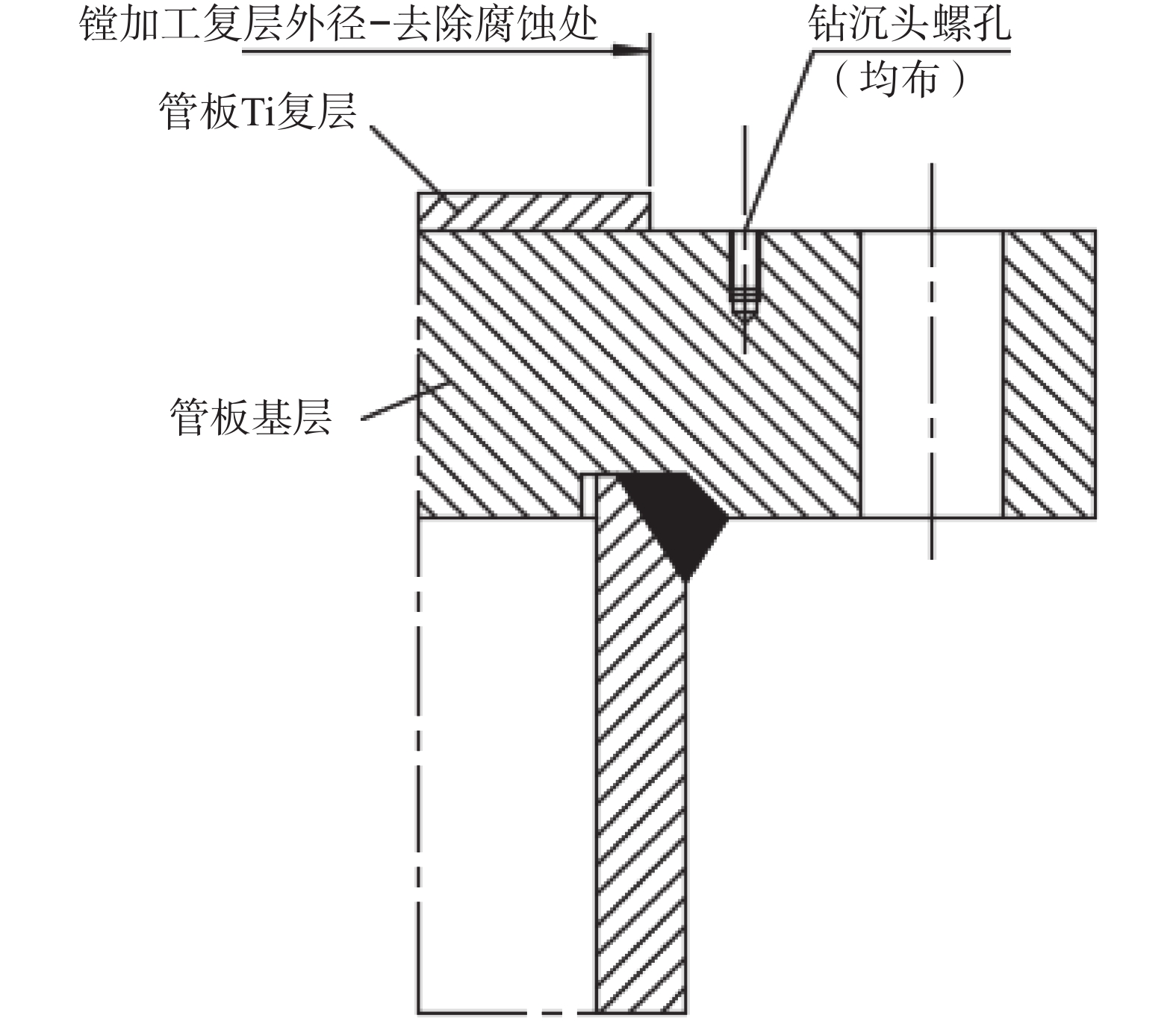
(1)去除腐蚀管板表面所有缺陷,如图4所示。
(2)对腐蚀严重的隔板槽和管板密封面,在露钢部位采用类似复合板接头结构,采用TA10合金垫板将基层垫平[9]。
(3)在原来管板密封面及隔板槽位置新作TA9合金焊环及隔板槽。
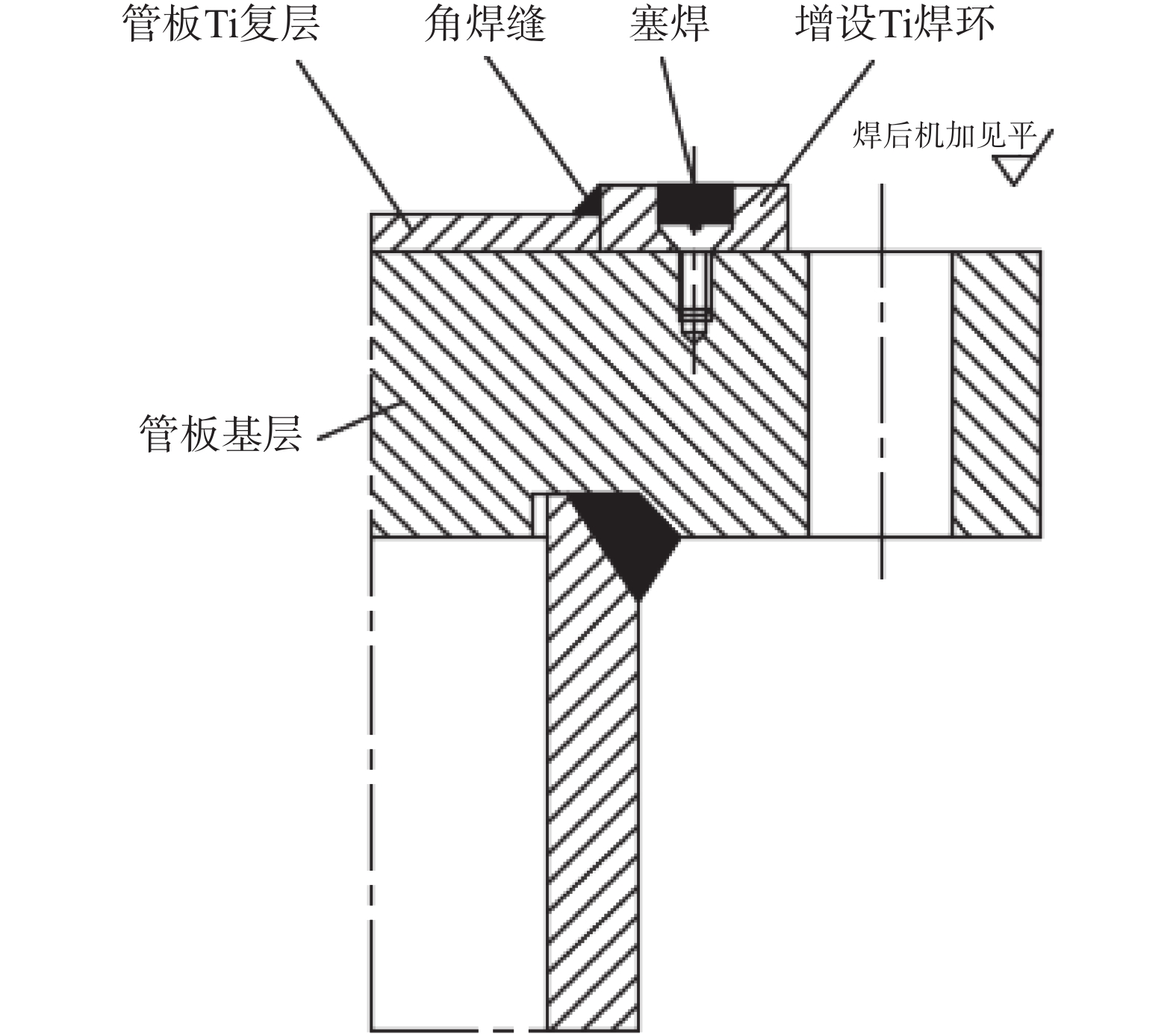
(4)将新做焊环及隔板槽通过TA10垫板,过渡连接和原管板钛层焊接为一个整体,如图5所示。
(5)在新作TA9焊环端面重新加工密封面与新作TA10管箱适配,确保密封性能完好。
(6)在新作TA9隔板槽端面加工隔板槽与新作TA10管箱适配,确保密封性能完好。
(7)管箱垫片采用钛钯合金类垫片。
针对拟定的返修方案,设定返修流程:
(1)腐蚀管板前期处理。
①标示并划定缺陷区域。
②镗腐蚀管板区域,并砂轮抛光复层表面微腐蚀污染影响区域,如图6所示。
③钻沉头螺孔。
(2)新增TA9焊环。
①弧段实配下料。
②依原管板端面配作拼焊成环。
③并配钻沉孔,如图7所示。
(3)设备检修。
①打磨管板腐蚀区域,如图8所示。
②用TA2沉头螺钉把接焊环与管板基层贴实。
③焊环沉钉处塞焊、焊环与管板复层焊接。
④在管箱隔板位置增加与焊环厚度相同的TA9钛板条,确保隔板与隔板槽贴合,如图9所示。
⑤焊缝处进行PT检验。
⑥TA9焊环端面进行镗加工见平,如图10所示。
2015年预热器检修完毕水压实验合格后即交付客户使用。近期客户对生产线停车检修后发现2015年返修的预热器依旧能正常使用。
⑴制盐行业换热器类设备,壳程介质为蒸汽时,同一条生产线上的换热器管板设计选材建议采用S31603+TA10复合板或TA10管板。
⑵制盐行业换热器类设备,管程工作介质为卤水且壳程为热蒸汽时,同一条生产线上的换热器管箱材质建议采用TA10。
⑶制盐行业换热器类设备,制造过程或返修更换换热管时推荐采用先胀后焊的工艺。
⑷制盐行业换热器类设备,管箱管板连接用非金属垫推荐采用填充改性聚四氟乙烯(RPTFE)垫片。金属垫片推荐采用缠绕垫、齿型垫或金属环形垫。
⑸对于发生类似腐蚀或泄露的热交换类设备,如果管板基层没有腐蚀至发生泄漏,换热管角焊缝泄漏点少,不影响换热效率时,可以考虑采用在原管板端面新增建一个新的耐腐蚀密封面,绕开原来发生腐蚀的密封面,既可以延长设备使用寿命,又可以降低设备检修成本和检修时间。
来源:金属世界
上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957375031
客服手机号:19957375031
电话:021-33362018 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网