



分享:重熔工艺对K452合金高温拉伸性能的影响

杨金侠
摘要
采用不同重熔工艺制备K452合金试样, 测试试样在900 ℃下的拉伸性能。结果表明:当浇注温度为1430 ℃时, 试样的抗拉强度从410 MPa变化到 510 MPa,延伸率从 3.5% 变化到 22.0%,实验数据较分散;试样中O和N平均含量较高,尤其N含量达0.0028%之多;断口上存在大量疏松。当浇注温度提高到1500 ℃时,拉伸性能得到提高,试样中O和N的平均含量有所降低,断口上疏松减少。当合金经过1590 ℃保温5 min的高温净化处理,浇注温度仍为1500 ℃时,试样的拉伸性能大幅度提高,O和N的平均含量明显降低,断口上没有观察到疏松,实验数据具有较好的一致性。
关键词:
K452是一种镍基沉淀硬化型等轴晶铸造高温合金,使用温度在950 ℃以下。合金中加入一些高熔点金属元素W、Mo、Nb等进行充分的固溶强化和沉淀强化,并添加B和Zr等微量元素进行晶界强化,可使该合金具有良好的高温强度和耐腐蚀性能[1,2]。标准热处理态的K452合金由γ基体、γ' 相、γ'/γ共晶、MC和M23C6碳化物等组成[3]。由于合金中Cr的名义含量高达22% (质量分数,下同),容易形成σ相,同时Al+Ti+Nb含量较低,γ' 相含量低于50%,工艺控制不当可能导致力学性能下降[2]。
与其它镍基沉淀硬化型铸造高温合金类似,K452合金中主要是γ和γ' 双相组织。这类合金的高温拉伸行为受γ' 相的影响较大。Pope和Ezz[4]认为γ' 相强化的镍基高温合金的屈服强度从室温到800 ℃不随温度发生变化,超过800 ℃后急剧下降。Sieb?rger等[5]发现,在高温下,由于γ' 相的部分溶解导致弹性模量E和剪切模量G急剧下降。Copley和Kear[6]提出,Mar-M200单晶的屈服行为不仅与温度有关,还与应力轴方向有关。Bettge等[7]认为,应变速率对IN738LC合金屈服行为的影响归因于变形机制的变化。高应变速率时,变形机制为层错切割γ' 相,导致了高的屈服强度;低应变速率时表现为位错绕过γ' 相机制,导致了屈服强度的大幅度降低。此外,他们还认为晶界碳化物在断裂过程中起着很重要的作用,但对中温脆性影响不大。储昭贶[8]指出,在DZ951合金断裂过程中,滑移面减聚(滑移面减少,并且两个滑移面发生聚合)是导致中温脆性的主要原因。He等[9]发现,M963合金的高温区的塑性低谷归因于γ' 相的粗化。Milligan和Antolovich[10]指出,高温合金PWA1480在低温屈服时的变形表现为{111}面上的a/2<110>位错对切割γ' 相,高温下表现为单一的a/2<110>位错绕过γ' 相,中温区表现为位错切割到绕过的过渡状态。Wang等[11]指出,K452合金在900 ℃下长期时效过程中MC碳化物发生分解,产生M23C6碳化物,析出σ相,但由于数量少,对拉伸性能影响不大。Qin等[12~14]认为,K452合金在900 ℃下长期时效过程中,碳化物和γ' 相的演变对高温拉伸变形行为有不利影响。这些研究成果对促进K452合金及类似高温合金的广泛应用具有重要的工程意义和理论指导作用,但是对K452合金性能的稳定性缺少关注。
随着航空工业的发展,对飞机发动机热端部件提出了更高的要求。最近10年来,随着新技术新工艺不断涌现,提高和改善K452合金的应用水平成为可能。作者[15,16]前期研究了不同精炼工艺下IN792合金中气体元素O、N和S含量的变化对合金的室温拉伸性能的影响,发现随着合金中O和N含量增加,疏松容易形成;提高精炼温度和延长精炼时间,使O、N和S含量降低,疏松形成倾向减轻,有利于提高合金的抗拉强度和屈服强度。还研究了熔体处理对DZ40M返回合金力学性能的影响,指出熔体处理将返回料中的N含量由0.0078%降到0.0024%,使显微疏松面积减少,提高了合金的强度和延伸率。牛建平等[17~19]认为,对W-Ni-Cr基合金进行纯净化处理,可使O、N和S的含量降低到0.001%以下。
本工作主要研究不同重熔工艺下O和N与疏松的关联性及疏松对900 ℃拉伸性能的稳定性和分散度的影响,旨在提升K452合金的应用水平和使用可靠性。
采用VIM70III-MC真空感应炉熔炼K452母合金锭,每炉取粉30 g;采用化学分析法检测化学成分,实测值(质量分数,%)为:C 0.12,Cr 20.90,Co 11.10,W 3.59,Mo 0.62,Nb 0.27,Al 2.48,Ti 3.64,B 0.015,Zr 0.040,O 0.0019,N 0.0017,Ni余量。采用ZG0.01真空感应炉重熔K452母合金锭,浇注成拉伸试棒。合金完全熔化温度在1349 ℃[1]。同时,合金中高熔点元素含量较高,容易偏析,因此重熔后的浇注温度需要比合金熔化温度高。依据文献[1,2],选取1430 ℃ (过热度81℃)和1500 ℃(过热度151 ℃),具体工艺参数见表1。为了更好地脱出气体元素,提高合金熔体的均匀化程度和流动性,工艺No.3采用了在1590 ℃静置5 min的高温净化处理工艺。对重熔的真空度进行控制,当炉内真空度值达到0.01 Pa以下时开始熔化,直至合金液凝固成一层固体外壳,炉内真空度都保持在此值以下。用TC-436氧氮测定仪测定母合金锭和拉断试棒中气体元素O和N的含量。按GB/T4338-2006标准加工成高温拉伸试样。在SANS-CMT5205型电子万能试验机上进行高温拉伸实验,试样加热到900 ℃保温15 min,温差±3 ℃,环境温度22 ℃。金相显微组织观察和拉伸断口分析分别在MF-3型光学显微镜(OM)和配有能谱分析仪(EDS)的Cambridge-S360型扫描电子显微镜(SEM)上进行。
表1 重熔工艺参数
Table 1 Parameters of re-melting processes
K452合金在900 ℃下的抗拉强度≥451 MPa,延伸率≥8%[1]。表2是采用重熔工艺 No.1浇注的10支试样中O和N含量及其拉伸性能,实验的温度范围在898~903 ℃,平均值为900.04 ℃,温度误差在标准要求之内。抗拉强度从410 MPa波动到510 MPa,平均值为471.5 MPa,有2支不满足技术要求。延伸率的变化范围比较大,从3.5%到22.0%,平均值为11.04%,有5支达不到标准要求。
图1 重熔工艺No.1浇注的试样No.5的断口形貌
Fig.1 Fractographs of sample No.5 using process No.1
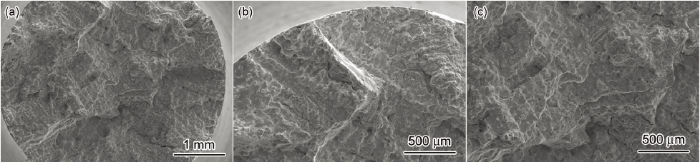
图1是重熔工艺No.1浇注的试样No.5的断口形貌。图1a显示从断口的心部到边缘存在多处孔洞聚集区。将孔洞区放大,发现孔洞表面光滑,形似拉长气孔,呈铸造特征和钟乳石形貌,这些空洞应为疏松(图1b)。图1c显示,断口上的疏松随机分布,试样沿疏松区断裂。这种疏松带有明显气孔形貌特征,推测其产生与气孔有关。3种工艺浇注的试样采用同炉母合金,O含量0.0019%, N含量0.0017%。采用工艺No.1浇注的试样中O和N平均含量仍然较高,分别为0.00141%和0.00171% (表2),可见试样中气体平均含量基本没有下降。而且同批试样中气体元素含量明显不同。疏松较严重的试样Nos.2、3和5中气体含量较高,其中试样No.2中最高,O含量达0.0019%,N含量达0.0028%。可见,疏松的形成与O和N含量高低有关。袁超等[20]认为,钴基合金K640S 返回料中N含量升高会导致K640S合金枝晶组织粗大,疏松增多,力学性能下降。在树枝晶生长过程中,各晶枝间相互穿插生长使其中的液体被封闭阻隔,当合金冷却收缩得不到液体补充时,就形成了微小的分散孔洞,称为疏松[21]。一般情况下,疏松主要集中在试样的最后凝固部位[15]。与此不同的是,工艺No.1浇注的试样断口上的疏松并不是集中在试样的心部,而是随机分布(图1)。工艺No.1的浇注温度较低,精炼时间较短,导致合金液黏度较大,流动性下降,因此,O2和N2溢出缓慢,容易聚合成气泡。如果气泡在合金液形成固态外壳之前,来不及逸出,就会滞留在合金中。当浇注温度较低时,合金液同时开始凝固,凝固速率较快,使补缩通道受阻,疏松容易形成。更为重要的是,气泡会干扰合金液的流动,影响热流的传输速率和方向,这些气体将合金液某区域随机分割成微观小熔池,使补缩更加困难,促进疏松形成。此外,气体的最后滞留位置没有规律性,即使是同一炉的试样,气体含量差别也会很大,如试样No.7的气体含量较低,拉伸性能较好。图2是该试样的断口形貌。在其上没有观察到疏松,推测与O和N含量较低有关。可见,气体含量不同是表2中实验数据分散度大的根本原因。
表2 重熔工艺No.1浇注的K452合金中O和N含量及拉伸性能
Table 2 Contents of O, N and tensile properties of K452 alloy using re-melting process No.1
表3是采用重熔工艺No.2浇注的6支试样在同样温度条件下试样中O和N含量及其拉伸性能。抗拉强度从470 MPa波动到530 MPa,平均值为495 MPa,延伸率的变化范围为10.0%~20.0%,平均值为15.61%。与表2相比拉伸性能有所提高,实验数据分散度变小。工艺No.2将浇注温度提高70 ℃,合金中组成相的成分、分布、形貌、成分偏析程度、晶粒的状态和尺寸因浇注温度的提高会发生改变,这些变化导致合金性能的显著变化[22]。
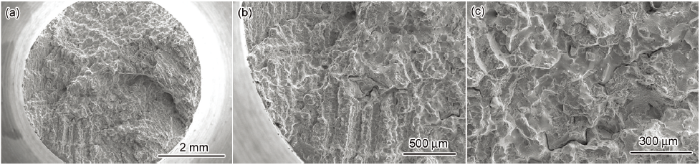
图3是重熔工艺No.2浇注的试样No.1的断口形貌。在断口上没有看到严重的疏松区,试样基本沿着晶界和枝晶间开裂。该工艺将浇注温度提高到1500 ℃,不仅有利于大量气泡逸出,而且合金趋向于顺序凝固,有利于合金补缩和气体溢出。O平均含量为0.0010%,最高的只有0.0012%,最低的仅为0.0007%;N平均含量为0.00091%,最高的只有0.0013%,最低的仅为0.0006%。可见,气体含量有所降低,疏松明显减轻,试样的拉伸强度和塑性有所提高。减小疏松相当于增加了合金的有效承载面积,使拉伸强度升高;减小疏松还增加了合金组织结构的连续性和致密性,使延伸率得到提高。
表4是采用工艺No.3浇注的6支试样中O和N含量及其拉伸性能。抗拉强度从490 MPa波动到530 MPa,平均值为501.6 MPa,延伸率的变化范围为18%~24%,平均值为21.67%,实验数据具有较好的一致性。
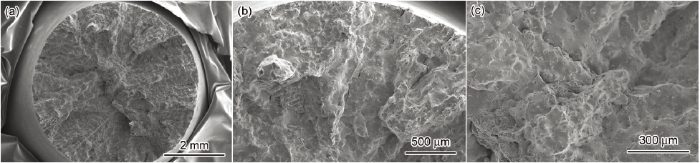
图4是重熔工艺No.3浇注的试样No.4的断口形貌。在断口上没有观察到孔洞与疏松区域,试样沿枝晶间断裂。与工艺No.2相比,重熔工艺No.3将精炼温度提高到1590 ℃,精炼时间延长到5 min,这种处理不仅使O和N更有效脱出,而且使合金成分和组织更加均匀,减轻了偏析,抑制冶金缺陷的产生,净化了合金组织。而且合金液黏度减小,流动性提高,有利于气体脱出和合金补缩。
图2 重熔工艺No.1浇注的试样No.7的断口形貌
Fig.2 Fractographs of sample No.7 using process No.1
图3 重熔工艺No.2浇注的No.1试样断口形貌
Fig.3 Fractographs of sample No.1 using process No.2
表3 重熔工艺No.2浇注的K452合金中O和N含量及拉伸性能
Table 3 Contents of O, N and tensile properties of K452 alloy using re-melting process No.2
表4 重熔工艺No.3浇注的K452合金中O和N含量及拉伸性能
Table 4 Contents of O, N and tensile properties of K452 alloy using re-melting process No.3
图4 重熔工艺No.3浇注的试样No.4的断口形貌
Fig.4 Fractographs of sample No.4 using process No.3
(1) 采用重熔工艺No.1浇注试样时,合金的拉伸性能较低,实验数据的分散程度比较大,在断口上存在大量的疏松,且随机分布。
(2) 采用重熔工艺No.2浇注试样时,合金的拉伸性能有所提高,实验数据的分散程度减小,拉断试样中O和N含量降低,疏松随之减轻。
(3) 采用重熔工艺No.3浇注试样时,合金的拉伸性能显著提高,数据一致性变好,拉断试样中O和N含量明显降低,在断口上没有观察到疏松。
 , 徐福涛
, 徐福涛
1 实验方法
Process No.
T1 / ℃
τ / min
T2 / ℃
1
1500
3
1430
2
1500
3
1500
3
1590
5
1500
2 实验结果与讨论
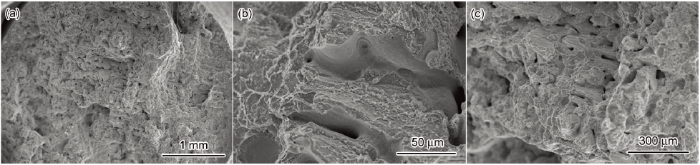
(a) total morphology (b) single pore (c) shrinkage in fractured field
Sample No.
wO / %
wN / %
T / ℃
Rm / MPa
A / %
1
-
-
901
455
4.0
2
0.0019
0.0028
898
410
Brittle fracture
3
0.0015
0.0018
903
485
4.0
4
-
-
900
495
12.0
5
0.0017
0.0015
902
455
3.5
6
-
-
899
450
19.0
7
0.0011
0.0013
903
510
20.0
8
0.0010
0.0009
899
495
22.0
9
-
-
900
480
8.4
10
-
-
898
490
6.5
Average
0.00141
0.00171
900.4
471.5
11.04
Changed scope
0.0010~0.0019
0.0009~0.0028
898~903
410~510
3.5~22.0
(a) whole fracture morphology (b) outer area (c) inner area
(a) whole fracture morphology (b) outer area (c) inner area
Sample No.
wO / %
wN / %
T / ℃
Rm / MPa
A / %
1
0.0011
0.0009
900
490
10.0
2
0.0007
0.0009
897
470
20.0
3
0.0011
0.0006
903
490
17.6
4
0.0009
0.0009
902
530
16.5
5
0.0012
0.0013
899
505
12.0
6
0.0010
0.0009
903
495
17.6
Average
0.0010
0.00091
900.7
495
15.61
Changed scope
0.0007~0.0012
0.0006~0.0013
897~903
470~530
10.0~20.0
Sample No.
wO / %
wN / %
T / ℃
Rm / MPa
A / %
1
0.0007
0.0006
902
500
23.0
2
0.0005
0.0006
899
530
23.5
3
0.0005
0.0004
903
500
24.0
4
0.0008
0.0006
901
490
23.0
5
0.0009
0.0004
902
490
18.0
6
0.0005
0.0006
900
500
19.5
Average
0.00065
0.0005
901.3
501.6
21.67
Changed scope
0.0005~0.0009
0.0004~0.0006
899~903
490~530
18~24
(a) whole fracture morphology (b) outer area (c) inner area
3 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
