表 1 ?385 mm悬臂轧机主要技术参数
| 电机转速/(r·min−1) | 辊环直径/mm | 辊环宽度/mm | 轧制力/kN | 轧机传动箱总速比 | 设备的中心距/mm | 润滑油量/(L·min−1) | 轧制力矩/(kN·m) |
| 900~1700 | 345~380 | 130 | 870 | 水平:1:1.20 | 345~400 | 300 | 71 |
| 立式:1:1.00 |

福建省三钢集团有限责任公司(简称“福建三钢”)一棒原生产线采用扭转轧制,生产过程中存在轧制工艺控制不稳、主要经济技术指标落后等问题。另外,新国标实施后造成吨钢成本大幅提高,影响企业的经济效益[1]。鉴于此,福建三钢一棒线拟采用高速棒材单线轧制,通过控轧控冷实现微合金少量化,从而有效降低吨钢成本[2]。由于?18 mm螺纹钢的轧制速度达到25 m/s且进入轧机时的红钢温度为820 ℃时,才能满足控轧控冷工艺要求,因此调查研究后,确定最后2架精轧机采用?385 mm悬臂轧机,平立布置,其高轧制力和高速度符合现场的使用工况。然而,改造完成后的2架轧机运行时,辊箱油膜轴承多次烧损,立式轧机传动箱轴承损坏2次,频繁的故障导致生产线多次非计划停机,严重影响了生产线的正常运转。本文对2架?385 mm悬臂精轧机运行故障的原因进行了重点阐述与分析,并通过设备结构的改进和运行管理的优化,提高了设备的可靠性和使用寿命。
?385 mm悬臂轧机采用平-立交替布置形式,可消除轧件扭转,减少工艺故障,轧件运行稳定性加大。轧机为轧辊箱插入式结构。机架由轧辊箱和传动箱组成,轧辊箱插入传动箱即构成轧机机架。轧辊箱体通过法兰面板与传动箱连接。轧辊箱体内装有偏心蜗轮、蜗杆机构用来调整辊缝;偏心蜗轮、轴套内装有油膜轴承和轧辊轴。水平轧机与立式轧机的轧辊箱可以进行互换。
辊缝的调节分为自动调节和手动调节。手动调节是通过手摇减速机带动一根左旋、右旋的蜗杆,使两组偏心轴套相对旋转,两轧辊轴的间距随偏心套的偏心相对轧线对称移动而改变辊缝,并保持原有轧线及导卫的位置不变。自动调节是通过液压马达旋转来带动。
辊环通过锥形衬套直接安装在悬臂的轧辊轴上,轧辊轴再以薄油膜润滑的滑动轴承内转动。?385 mm悬臂轧机的主要技术参数见表1。
| 电机转速/(r·min−1) | 辊环直径/mm | 辊环宽度/mm | 轧制力/kN | 轧机传动箱总速比 | 设备的中心距/mm | 润滑油量/(L·min−1) | 轧制力矩/(kN·m) |
| 900~1700 | 345~380 | 130 | 870 | 水平:1:1.20 | 345~400 | 300 | 71 |
| 立式:1:1.00 |
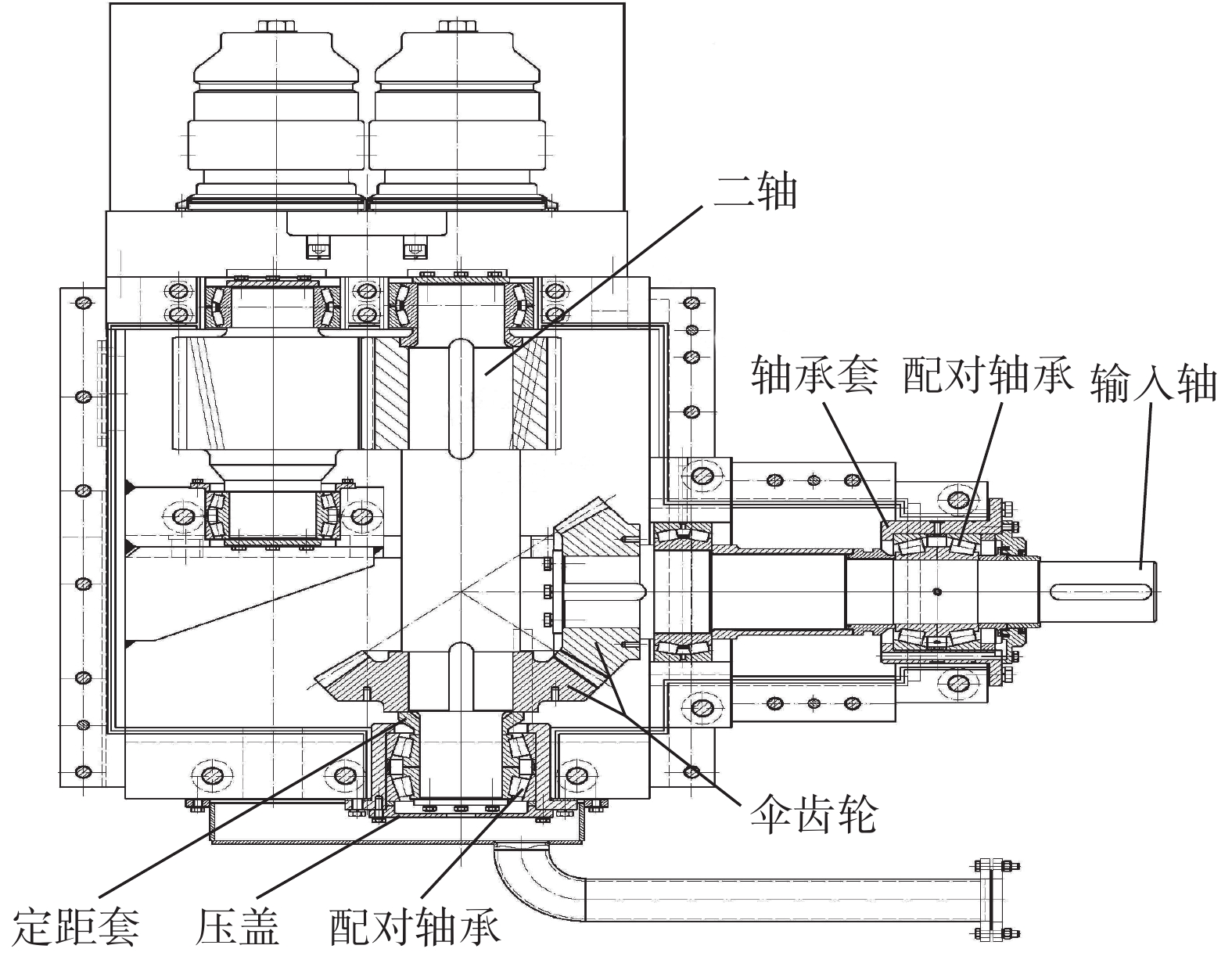
福建三钢一棒线单线控轧改造后,生产线调试运行阶段?385 mm立式悬臂轧机的传动箱发生过2次轴承损坏事故,分别为输入轴中的配对轴承和二轴下端的配对轴承。?385 mm立式悬臂轧机的装配图如图1所示。
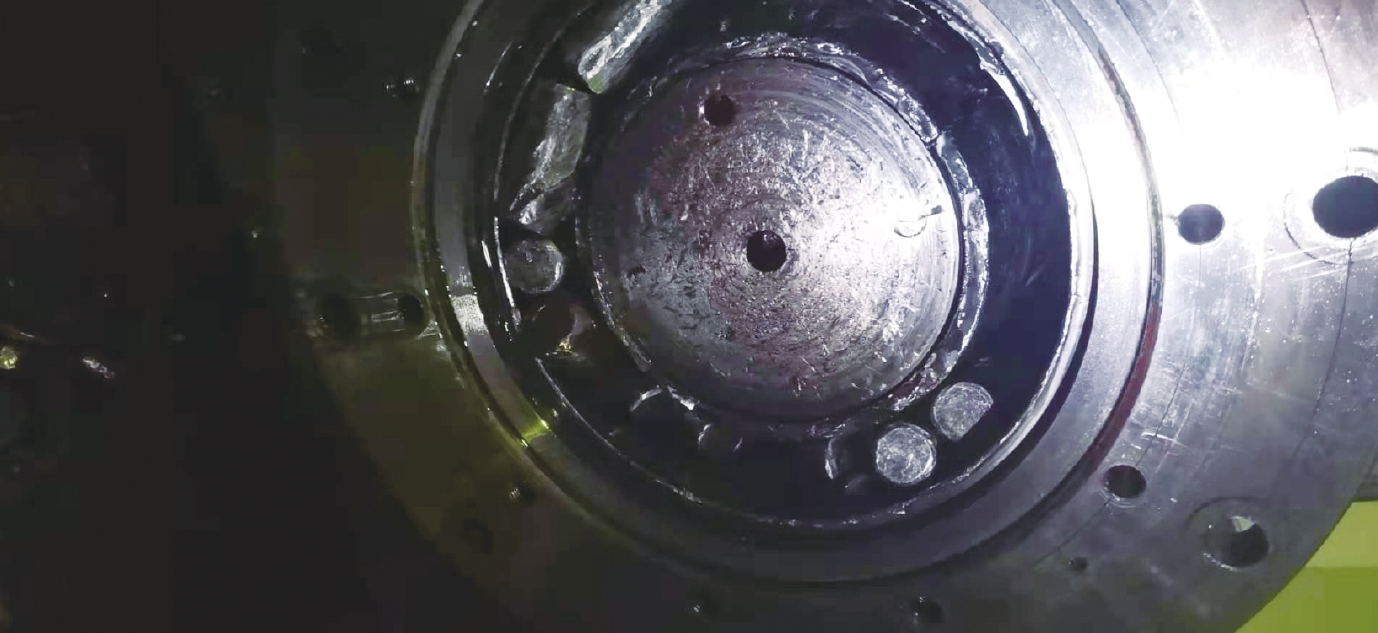
对两次故障产生的原因进行了检测分析。第一次故障时,输入轴中的配对轴承保持架断裂,造成轴承抱死,且轴承外圈轴承套变形,左侧轴承同步抱死,辊箱中的两根轧辊轴上下高度不一致,出现错辊现象,该故障还造成辊箱油膜轴承烧损,如图2所示。第二次故障时,二轴下端的配对轴承保持架断裂,也导致了辊箱油膜轴承烧损,且二轴轴颈磨损严重,定距套、压盖变形严重,伞齿轮表面出现剥落现象,如图3所示。
通过对2次故障进行总结分析发现,传动箱故障原因是厂家在对传动箱配对轴承进行设计、装配时,配对轴承外圈未压死,存在轴向窜动。轧机运行时,轴向窜动造成轴承保持架断裂,传动箱发生故障进而引发辊箱油膜轴承烧损。
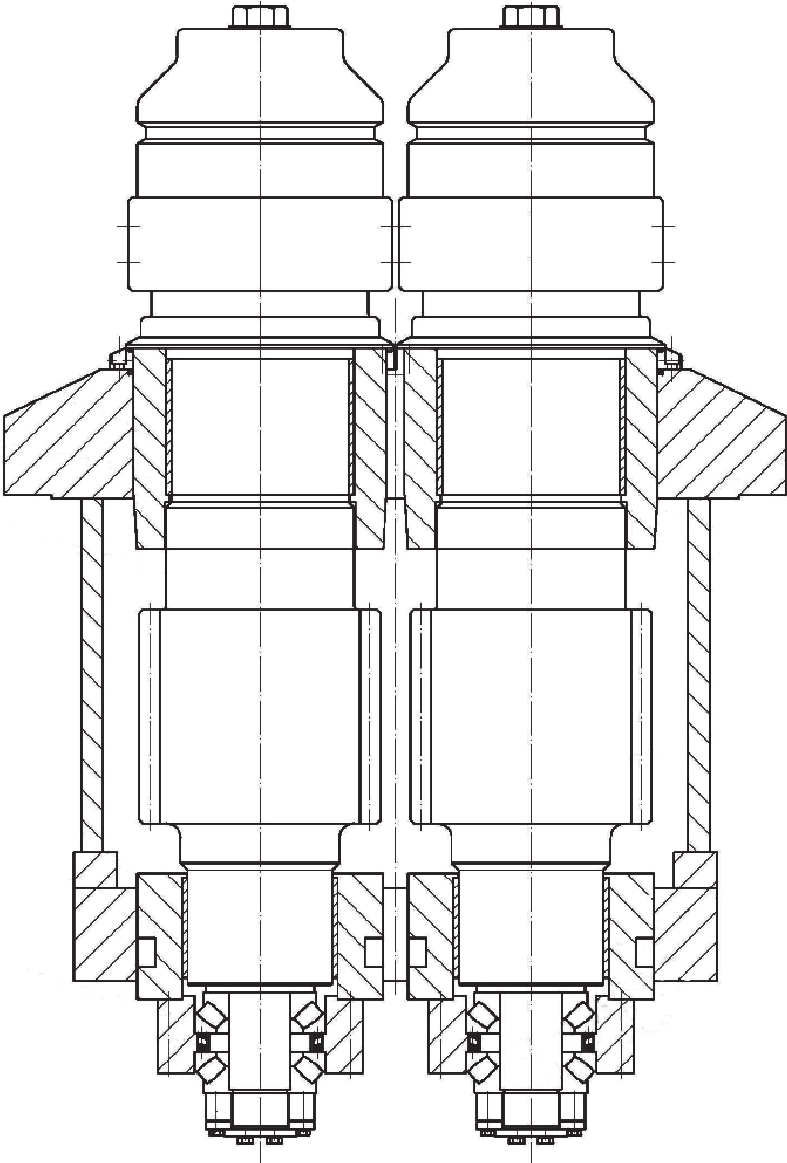
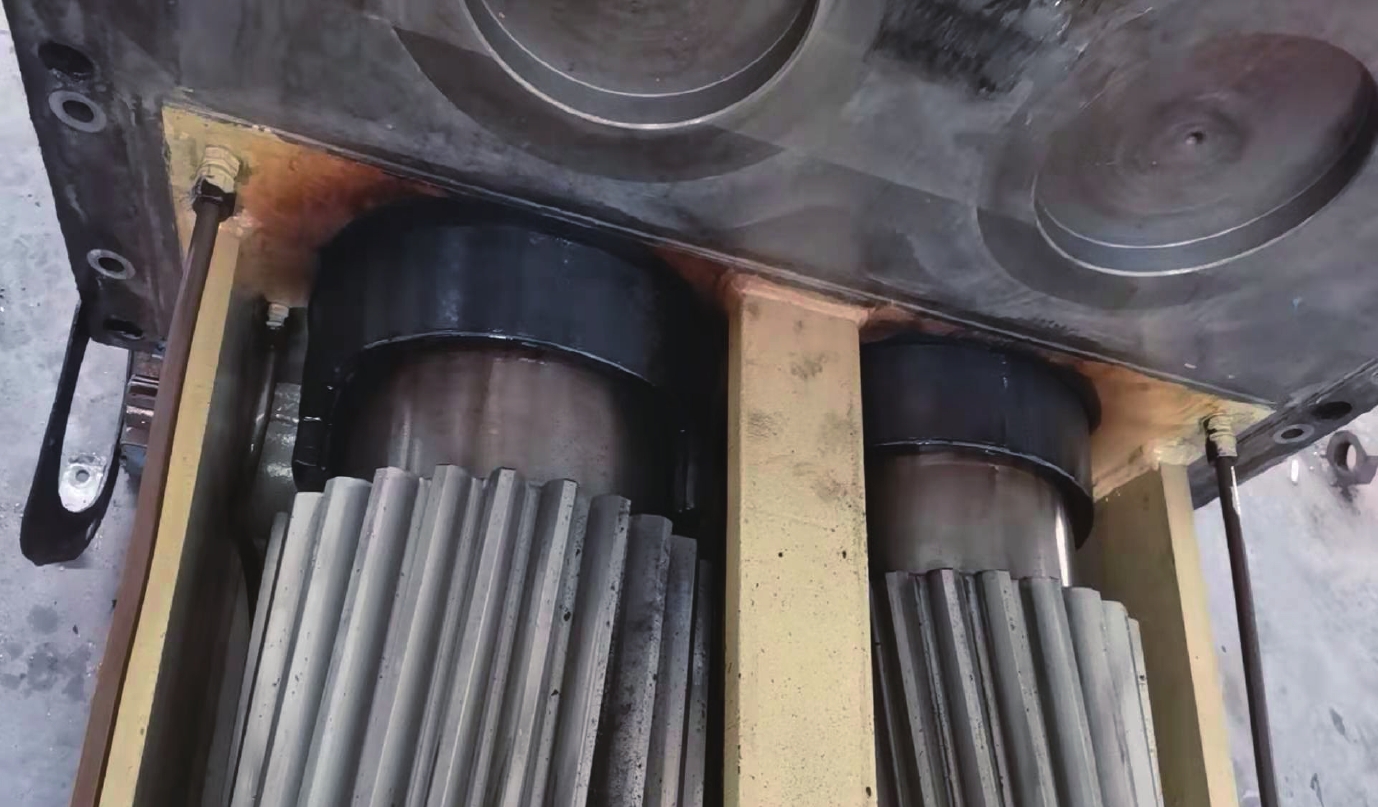
?385 mm悬臂精轧机调试运行阶段,共出现过5次辊箱油膜轴承烧损故障,辊箱装配图如图4所示。其中2次为立式悬臂轧机传动箱故障造成辊箱油膜轴承烧损故障,3次为水平悬臂轧机辊箱油膜轴承烧损故障,辊箱烧损情况如图5所示。
通过对水平悬臂轧机3次辊箱损坏故障进行分析发现,油膜轴承烧损有以下原因:
(1)锥套掉压[3]。零件方面,由于锥套加工不到位造成其内腔锥度与轧辊轴的锥度不匹配;辊环装配方面,辊环安装时,未按照要求对所有零件表面进行清洗,造成锥套与轧辊轴、辊环接触面积不够。生产时,在轧制力作用下,锥套掉压,辊环松动,出现相对滑动现象,进而破坏轧机的动平衡,造成辊箱油膜轴承烧损。
(2)油膜轴承间隙过小。对于油膜轴承而言,油膜轴承间隙的大小决定着油膜的薄厚,同时也影响着最小油膜厚度,进而决定着油膜轴承的承载力。轴承间隙过小,造成油膜较薄,无法形成稳定、刚性足够的油膜[4],造成锥、衬套之间产生边界摩擦或干摩擦,导致接触部分温度过高,进而发生辊箱油膜轴承烧损故障。
(3)换辊工具缺陷。换辊工具由装辊工装、卸辊工装及液压控制系统组成。专用液压控制系统用来实现辊环的安装和拆卸。由系统产生压力,作用在换辊工装(装辊和卸辊)上,使辊环上的锥套压紧或者松开。由于液压控制系统和装辊工装设计上的缺陷,造成锥套打压时出现虚假压力,导致装辊时锥套未装到位。
(4)润滑油黏度不足。油膜轴承油膜的形成,必须使轴的转动速度,润滑油的黏度及承载情况等匹配恰当。对于载荷大的油膜轴承,宜选用黏度大的润滑油。?385 mm悬臂轧机油膜轴承设计时使用的是美孚533#润滑油,黏度不足,导致油膜轴承无法形成油膜。
(5)油温波动大。通过调研可知油膜形成的最佳温度为40±2 ℃,现场作业时油温波动较大,偶尔偏离最佳温度,可能造成油膜无法形成。
(6)油品质量不达标[5]。合格的油品质量是保证设备正常运行的前提。油品质量不达标将直接造成辊箱油膜轴承烧损故障。
(1)立式轧机传动箱改进措施:一是传动箱在装配时,配对轴承的外圈进行压死,防止轴向窜动损坏轴承保持架;二是二轴下端的轴承套上端高度增加10 mm,防止回油杂质流入轴承内,当杂质进入轴承内时,大颗粒的杂质将会破坏油膜轴承油膜的形成,导致油膜轴承烧损。
(2)辊箱改进措施:通过分析油膜轴承运行情况发现,靠近辊环端的油膜轴承烧损严重且更容易发生故障;远离辊环端的油膜轴承的使用情况相对较好。油膜轴承间隙是否合理是关系轧辊轴和油膜轴承间能否形成正常油膜的关键[6]。一般情况下对于棒材轧机来说,轴承间隙最好在轴颈直径的1‰~2‰之间[3],靠近辊环端的轴颈为?245 mm;因此,将油膜轴承的间隙由0.27~0.32 mm放大至0.40~0.45 mm,提高辊箱的容错率。
(3)油膜轴承油压:油压越高,油膜轴承的刚度越高,能够承载的轧制力越大[7]。因此提高油膜轴承润滑油的进油压力,将进油压力由0.45 MPa提高到0.6 MPa以上。
(4)提高润滑油的黏度:油膜轴承的承载能力与润滑油的黏度成正比,润滑油黏度低,油膜轴承承载能力下降,容易出现金属接触摩擦,导致油膜轴承烧损[8]。为了提高润滑油的黏度,将原先的美孚533#润滑油替换成美孚533#润滑油和美孚537#润滑油混合体,两者比例为2:1,进而将润滑油黏度由220 mm2/s提升至250 mm2/s。
(5)润滑油油温控制:油温上升时,润滑油黏度下降,导致油膜轴承承载能力下降。因此在供油管路上增加气动薄膜调节阀用来调节润滑油的油量和温度,保证油箱内温度稳定在40±2 ℃,回油温度不超过60 ℃。
(1)定期监测油品质量:制定油品化验制度,定期取样化验油品中水分、清洁度、黏度,保证油品质量符合要求。其中,油液含水量小于0.1%,过滤精度为10 μm,油液清洁度7~8级,黏度变化在±10%之间,如有指标超标立即对油液进行处理。
(2)增加监测手段:添加辅助设备实时监控?385 mm悬臂轧机的温度和振动情况,若其数值达到报警值时,立即停机并通知相关人员对轧机进行检查。
(3)制定标准作业流程:编写辊箱装配标准流程和辊箱使用标准流程,避免人为因素造成辊箱故障。
此外,总结制定了?385 mm悬臂轧机常见故障、原因及解决办法,如表2所示,大幅提高轧机的检修效率,提升设备生产效率和使用寿命。
| 故障 | 原 因 | 解决办法 |
| 噪音过大 | 地脚螺栓松动或各部件之间的连接螺栓松动 | 检查并拧紧螺钉和螺栓 |
| 传动装置不对中 | 检查并对中传动装置,最后润滑转动和滑动部件 | |
| 导向设备松动 | 检查并拧紧固定螺栓 | |
| 轴承及其间隙的状况 | 检查润滑油系统 | |
| 检查轴承的间隙 | ||
| 检查转动部件的平衡情况 | ||
| 齿轮及其齿隙的状况 | 检查润滑油系统 | |
| 检查齿隙 | ||
| 检查转动部件的平衡情况 | ||
| 过热 | 油温过高 | 检查集中润滑装置的冷却系统 |
| 轴承及其间隙的状况 | 检查并确保润滑正常 | |
| 检查设备的工作负载是否为预期负载 | ||
| 齿轮及其齿隙的状况 | 检查并确保润滑正常 | |
| 检查齿隙 | ||
| 停机 | 电源及线路故障 | 检查电气系统 |
| 主电机停机 | 检查主电机和电气系统 | |
| 集中润滑装置停机 | 检查润滑油系统 | |
| 轧制缺陷 | 轧槽与轧辊轴对中不当 | 检查并重行对中 |
| 导卫与轧辊轴对中不当 | 检查并重行对中 | |
| 轧制速度不正确,控制装置有故障 | 检查并对级联速度的轧制程序进行必需的调节,排除控制故障 | |
| 轧材温度不正确,辊环的冷却有问题 | 检查并调节出炉口的温度;清洗冷却水系统,并保持冷却水畅通 | |
| 辊环断裂 | 冷却水效果差(热冲击) | 清洗和正确放置喷嘴,清除管路中的杂质和沉淀物,使水过滤,使水冷却,喷水量达到要求 |
| 棒材卡在辊环之间 | 检查紧急系统的效果 | |
| 在卡住的情况下,火焰切割使用不当(热冲击) | 切勿在辊环附件使用火焰切割 | |
| 轧制卡住 | 轧槽与轧辊轴对中不当 | 检查并重新对中 |
| 导卫与轧辊轴对中不当 | 检查并重新对中 | |
| 轧制速度不正确 | 检查并对级联速度的轧制程序进行必需的调节 |
通过对?385 mm悬臂轧机的设备结构进行改进和日常运行管理上进行优化,大幅度地降低了轧机的故障率,辊箱从原先的每月损坏一次降低为平均三个月损坏一次。辊箱油膜轴承烧损一次的设备维修费约17万元,生产线的停机更换时间约150 min,辊箱故障率的降低极大地降低了生产成本,为企业增加了经济效益。
本文深入剖析了?385 mm悬臂精轧机运行中发生故障的内在机理,结合实际情况对造成设备故障的原因进行分析总结,并采取了相应的措施进行改进。通过对?385 mm悬臂轧机设备结构的改进和运行管理的优化,传动箱装配要求及结构的改进,辊箱油膜轴承间隙的放大,并配合轧机运行管理的优化,辊箱的损坏由每月一次降为平均三个月一次,极大地降低了设备运行的故障率,节省了设备维修费和生产线的停机更换时间,保证企业生产的正常运转,为企业增加了经济效益。
来源:金属世界 上海国检浦东检测技术有限公司 版权所有 【沪ICP备2022009160号】 百度统计
全国统一服务热线:19957375031
客服手机号:19957375031
电话:021-33362018 质量投诉 +86-573-86161208
邮箱:shhgj@chinazbj.com
地址:上海市闵行区莘建东路58弄2号502室
备案号:沪ICP备2022009160号
技术支持:追马网
 下载:
下载: