



分享:激光摆动对激光熔化沉积钛合金微观组织及力学性能的影响

方远志1, 戴国庆1, 郭艳华1, 孙中刚 ,1, 刘红兵2, 袁秦峰3
,1, 刘红兵2, 袁秦峰3
针对激光熔化沉积冶金组织与缺陷,借鉴激光摆动焊接技术,提出一种激光摆动送粉增材制造TC4钛合金工艺,借助激光原位摆动改变熔池运动轨迹进而影响温度梯度和凝固速率,改善增材制造钛合金的微观组织。利用OM、SEM、EBSD和Vickers硬度计研究了激光摆动送粉增材制造工艺对TC4钛合金微观组织演变及力学性能的影响。结果表明,无摆动激光熔化沉积实验的最佳工艺参数为:激光功率1000 W,扫描速率8 mm/s,送粉速率6.92 g/min;直线型激光摆动的最佳工艺参数为:摆动频率200 Hz,摆动幅度1.5 mm。直线型激光摆动对熔池形貌改善显著,气孔和裂纹等缺陷较少,柱状晶数量和尺寸均有所减小,并且晶粒出现了等轴化的现象。相比无摆动样品,激光摆动后Ti-6Al-4V合金单道区域平均晶粒尺寸从5.20 μm减小到4.37 μm;硬度从418.00 HV提升到428.75 HV。
关键词:
增材制造技术是基于材料离散堆积的原理制造实体零件的技术,相对于传统的材料去除-切削加工技术,是一种“自下而上”材料累加的制造方法,可快速而精密地制造出任意复杂形状的零件,精简了制造工序,缩短了成品周期。目前用于制备金属零部件的增材制造技术主要包括电弧增材制造、激光增材制造和电子束熔化制造等[1~3]。其原理主要通过对零件进行三维建模,然后对模型数据进行分析,转化为多个二维平面,再使用热源逐层熔化金属粉末逐步沉积形成三维实体零件,它是一个由点到线,由线到面,再由面到体的过程。利用计算机辅助设计模型,激光增材制造技术可以利用金属粉末生产复杂的三维组件[4~6]。这一方法可以实现对加工参数的数字化控制,并通过高冷却速率以及循环再加热等手段实现合金微结构化。通过研究这一方法,可以实现循环再加热以及内生性热处理,为制备新型高性能合金材料提供新思路[7~9]。
激光增材制造技术虽然优点众多,但其特殊成型过程导致制备的钛合金通常含有孔洞、气孔、裂纹及熔化不均匀等冶金缺陷[10]。同时,增材制造凝固过程中冷却时间极短,熔池内过冷度极大,且液/固界面的成分过冷较差,导致自发形核率比传统熔炼法要低,使得成形后的原始β晶粒呈现为粗大的柱状晶,晶粒不均匀,且晶粒显现出极强的织构方向性。这些因素对增材制造钛合金的力学性能带来不利影响[11,12]。因此,如何调控钛合金的微观组织,细化晶粒,改善性能成为了近期研究的焦点[13~15]。
目前,研究者们尝试通过不同途径解决激光增材制造中的冶金缺陷。Qiu等[16]通过改变打印功率、扫描速率等工艺参数细化了原始晶粒,但仍然残留着较多的柱状晶。Xu等[17,18]通过不同的热处理制度,调控了增材制造样品的晶粒尺寸和组织均匀性,结果表明,将针状马氏体相分解转变为具有可调特征长度的层状 (α + β) 微观结构,可以提升整体的力学性能。Carroll等[19]通过优化工艺参数减少了钛合金的孔洞和空隙,获得了Ti-6Al-4V薄壁结构,且在横纵2个方向上抗拉强度都获得了提升。
除此之外,Yuan等[20]通过在Ti-6Al-4V增材制造过程中加入高强超声波,利用声流效应破坏了粗大的原始β晶粒,使破碎的晶界作为新生形核质点,达到了细化晶粒的效果,降低了β相的织构强度。Huang等[21]在选区激光增材制造的基础上提出了电磁搅拌调节微观组织的方法。结果表明,利用外加磁场对熔池的搅拌作用,试样中片层状组织长宽比降低,即α相出现等轴化的趋势。此外,Meng等[22]通过添加B4C作为形核剂调节钛合金组织,通过Ti和B4C形成TiB和TiC等增强相,促进不同元素的扩散,作为形核质点提高钛合金的自发形核率,并且可以在钛合金中形成三维网状结构,同时减小钛合金在凝固过程中的各向异性,大大改善了钛合金的抗拉强度和韧塑性。Zhang等[7]通过激光熔化沉积制备了Ti-8.5Cu合金,通过Cu原子形成的固/液界面大容量过冷区避免了高冷却梯度,并且以Ti2Cu作为异质形核点,形成柱状晶到等轴晶的转变。
上述研究表明,细化晶粒和增加形核点是提高增材制造钛合金力学性能的关键。然而这些方法均有不足之处,热处理和工艺参数调整并不能增加凝固过程中的形核点,也不能实现柱状晶等轴化;超声波外场辅助需要添加额外的装置和设备,增加了增材制造成本;添加形核剂无法适用于传统成分钛合金,并且析出相的均匀性无法保证。现有的研究发现焊接领域中的激光束摆动技术可以有效地抑制激光焊接中的气孔率并提高焊接质量[23~25],并且激光焊接与激光增材制造拥有相类似的原理。其原理在于利用高能量的激光脉冲对材料表面的微小区域进行局部加热,激光辐射的能量向材料的内部扩散,将材料熔化形成特定的熔池。
鉴于此,本工作将激光摆动引入增材制造,利用激光的原位摆动对熔池进行搅拌干预,达到影响温度梯度和凝固速率的目的。通过对比分析直线型激光摆动路径效果、不同增材制造参数、不同激光摆动参数,研究了内部冶金缺陷的抑制作用以及不同的激光摆动效果对组织的调节作用和对力学性能变化的影响。以期为改善增材制造钛合金的微观组织,实现晶粒细化和等轴化提供参考。
1 实验方法
本实验中使用的激光增材制造设备由ABB机器人、YLS-6000激光器、IPG PHOTONICS P30摆动焊接头及其操作系统和气体保护装置等组成。整个实验过程均在99.99%Ar惰性气体保护下完成,打印舱体中的O含量由外接氧气分析仪检测,打印过程中保持O含量低于285.8 mg/m3以防止钛合金在沉积过程中被氧化。
实验原料为150 μm级Ti-6Al-4V粉末,所用Ti-6Al-4V基板尺寸为250 mm × 250 mm × 25 mm。实验前对基板表面进行喷砂处理去除氧化层,并使用无水乙醇对基板表面进行清洗,确保样品的纯净度。根据Ti-6Al-4V激光焊接常用工艺,设计了9组不同的无激光摆动工艺参数(见表1):激光功率(P)为800、1000和1300 W;送粉速率(Vp)为4.62、5.77和6.92 g/min;扫描速率(Vs)为6、8 和10 mm/s;本实验离焦量为0。根据沉积质量选定初始的基础工艺参数,进行直线型摆动激光熔化沉积实验。如图1所示,针对不同的激光摆动频率f (150、200和250 Hz)和摆动幅度A (0.5、1.0、1.5和2 mm)进行单道正交实验(见表2),对比不同条件下的宏观和微观组织。根据直线型激光摆动的最佳工艺参数,进行多道搭接率成型实验,搭接率为40%,对比分析无激光摆动及直线型激光摆动试样的微观组织变化。
表1 无激光摆动单道试样的工艺参数
Table 1
| Sample No. | P / W | Vs / (mm·s-1) | Vp / (g·min-1) |
|---|---|---|---|
| 1 | 800 | 6 | 4.62 |
| 2 | 800 | 8 | 5.77 |
| 3 | 800 | 10 | 6.92 |
| 4 | 1000 | 6 | 5.77 |
| 5 | 1000 | 8 | 6.92 |
| 6 | 1000 | 10 | 4.62 |
| 7 | 1300 | 6 | 6.92 |
| 8 | 1300 | 8 | 4.62 |
| 9 | 1300 | 10 | 5.77 |
图1
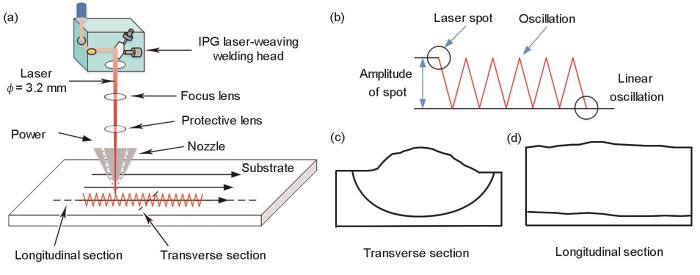
图1 激光摆动送粉增材制造示意图
Fig.1 Schematics of oscillating laser melting deposition
(a) oscillating laser melting deposition (?—diameter)
(b) trajectory of linear oscillation
(c) transverse section of the specimen
(d) longitudinal section of the specimen
表2 直线型激光摆动单道试样的工艺参数
Table 2
| Sample No. | f / Hz | A / mm |
|---|---|---|
| L1 | 150 | 0.5 |
| L2 | 150 | 1.0 |
| L3 | 150 | 1.5 |
| L4 | 150 | 2.0 |
| L5 | 200 | 0.5 |
| L6 | 200 | 1.0 |
| L7 | 200 | 1.5 |
| L8 | 200 | 2.0 |
| L9 | 250 | 0.5 |
| L10 | 250 | 1.0 |
| L11 | 250 | 1.5 |
| L12 | 250 | 2.0 |
利用Axio observer A1m 型金相显微镜(OM)对合金横截面(沉积与基板接触面区域和沉积中部区域)进行组织观察,金相试样的制备主要在金相预磨机及抛光机上进行,其流程为:首先在预磨机上从80号水磨砂纸磨到3000号,每道工序持续3 min左右,整个过程中保持通水冲洗及冷却;然后使用超声震荡器清洗2~3 min,吹风干燥后使用阻尼抛光布配合OPS抛光液抛光约20 min。随后进行金相腐蚀,所采用的腐蚀液是典型的Kroll溶液,其化学配比(体积比)为HF∶HNO3∶H2O=1∶2∶7,浸蚀时间为8~10 s。
使用Adobe Photoshop 2021软件,对照比例尺测量不同样品的熔池尺寸,具体分为熔高(H)、熔深(D)和熔宽(W),每个数据至少测量3次,最终结果取平均值。其中H 决定激光送粉过程中的沉积效率,影响试样的高度,且沉积层数越小,热累积效应越弱;D 指沉积区域与母材有效的熔化深度,D越大,母材的重熔程度越大,在向上堆积过程中获得的合金质量越好;W 指焊缝的宽度,具体表现为单道单层打印焊缝的有效宽度,是搭接量的重要参考指标。
利用配备场发射电子枪和EDAX/TSL分析系统的JSM 6500F型扫描电镜(SEM) 进行电子背散射衍射(EBSD)分析。该SEM的最小分辨率为0.02 μm,EBSD扫描旋转角度为65°~70°。EBSD扫描控制、数据收集、取向标定都由TSL OIM Data Collection 5.4软件实现。所用的抛光液化学成分配比(体积比)为HClO4∶CH3CH2CH2CH2OH∶CH3OH = 1∶6∶3,抛光时电压25 V,抛光时间45 s。在加速电压为20 kV、步长为0.6的实验参数下对样品进行测试分析,后续基于TSL/OIM v5.4软件包进行微观组织分析、晶粒尺寸和晶界角度的测量、晶粒取向分布及演化特征的表征。
将试样用砂纸研磨并进行机械抛光使试样表面平整光滑,与制备金相方法一致。使用TouchVicker-1000A单点自动Vickers硬度计对试样横截面进行测定,每个试样取10个测试点,间隔0.25 mm 进行测试,结果取平均值以确保实验结果的准确性。
2 实验结果与讨论
2.1 激光熔化沉积Ti-6Al-4V合金熔池形貌演变规律
图2为无激光摆动不同工艺参数下Ti-6Al-4V单道试样的宏观形貌和横截面OM像,熔池尺寸定量测量结果如表3所示。结果表明,当激光功率1000 W、扫描速率 8 mm/s、送粉速率6.92 g/min时,试样表面过渡最平整流畅,单道成型最均匀。相比于其他参数所得试样,此条件下的试样表面无肉眼可见气孔,横截面内部气孔尺寸较小,且主要集中在沉积顶部区域,成型质量较好。因此选定该参数作为基础加工参数进行后续的激光摆动送粉打印实验。
图2

图2 无激光摆动单道试样Nos.1~9的宏观形貌和横截面OM像
Fig.2 OM images of macro morphologies (left) and transverse section (right) of single-track samples Nos.1-9 (a-i) without laser oscillation (H—height of the molten pool, D—depth of the molten pool, W—width of the molten pool)
表3 不同工艺参数下无激光摆动单道试样的熔池尺寸
Table 3
| Sample No. | H / mm | D / mm | W / mm |
|---|---|---|---|
| 1 | 0.373 | 1.216 | 3.357 |
| 2 | 0.412 | 1.104 | 3.184 |
| 3 | 0.467 | 0.987 | 2.973 |
| 4 | 0.554 | 1.295 | 3.704 |
| 5 | 0.564 | 1.195 | 3.574 |
| 6 | 0.331 | 1.201 | 3.390 |
| 7 | 0.666 | 1.538 | 4.190 |
| 8 | 0.419 | 1.475 | 4.191 |
| 9 | 0.488 | 1.303 | 3.802 |
2.2 激光原位摆动熔化沉积Ti-6Al-4V合金熔池形貌演变规律
图3为不同的激光摆动频率和摆动幅度下直线型激光摆动单道试样的宏观形貌和横截面OM像。由图可见,在添加了直线型激光摆动后,试样的表面质量有明显提升,且没有气孔和裂纹等明显缺陷,同时,熔池运动随着激光摆动频率的增加而更加剧烈,在宏观形貌上表现为愈发密集的波纹效果,整体的打印过程更加稳定,表面飞溅的情况有所减少,熔道更加平整,整体的样品表面质量有明显改善。横截面OM像基本与宏观观察结果吻合,随着激光摆动幅度的增加,熔池宽度随之增加,而熔池高度逐渐减小,只有在激光摆动幅度为1.5 mm 后才会出现凝固底部沿打印方向垂直组织发散的现象,且激光摆动幅度越大,底部发散越明显。随着频率的增加,熔池的震荡效果增强,熔深也随之增加。值得注意的是,当频率为200 Hz 时,激光摆动幅度增加并不能对内部气孔缺陷进行有利的抑制。
图3

图3 直线型激光摆动单道试样Nos.L1~L12的宏观形貌和横截面OM像
Fig.3 OM images of macro morphologies (left) and transverse section (right) of single-track samples Nos.L1-L12 (a-l) with linear laser oscillation
图4为不同激光摆动频率和摆动幅度下直线型激光摆动单道试样的纵截面OM像。可以看出,激光摆动频率和摆动幅度的增加都可以显著减少试样中缺陷的数量,其原因在于激光摆动频率增加,单道沉积层的水平和垂直方向上的激光光束重叠率提高,增加了熔池的搅拌效果,使熔池内部气泡上浮,从而减少缺陷;激光摆动幅度变大时,激光能量密度保持不变,激光光束与熔池之间的作用面积增大,导致金属蒸发加剧,加速了在熔池中液态金属的回填,避免了因液态金属来不及回填而产生的缩孔。对于直线型激光摆动,当激光摆动频率从150 Hz逐渐提升到250 Hz之后,频率的提高带来的缺陷改善才比较明显,试样的整体质量最佳,且只要摆幅大于1.0 mm,无论在哪种激光摆动频率下,对缺陷的抑制作用均比较显著。
图4

图4 不同激光摆动频率和摆动幅度下直线型激光摆动单道试样Nos.L1~L12的纵截面OM像
Fig.4 Longitudinal section OM images of single-track samples Nos.L1-L12 (a-l) with linear laser oscillation under different frequencies and amplitudes
图5为直线型激光摆动单道试样的熔高、熔宽、熔深变化图。由图可见,激光摆动频率为150和250 Hz时,随着激光摆动幅度的提升,熔宽及熔高增加,熔深减小;激光摆动频率为200 Hz时,随着激光摆动幅度的提升,熔宽、熔高、熔深呈现先减小后增加的趋势。这表明,对于直线型摆动激光熔化沉积增材制造钛合金,可以筛选出最佳加工工艺为激光摆动频率200 Hz、摆动幅度1.5 mm。
图5

图5 不同激光摆动频率下直线型激光摆动单道试样的熔池尺寸
Fig.5 Molten pool sizes of single-track samples with linear laser oscillation under oscillation frequen-cies of 150 Hz (a), 200 Hz (b), and 250 Hz (c)
2.3 直线型激光摆动熔化沉积Ti-6Al-4V合金微观组织特征
图6a和b为最佳工艺参数下无激光摆动和直线型激光摆动单道试样的OM像。由图可见,单道区域的组织主要由基板(base material,BM)、热影响区(heat affected zone,HAZ)、沉积的柱状晶 (columnar grain,CG)区和等轴晶(equaixed grain,EG)区组成。激光沉积层主要为初始β晶粒,从上到下呈现2种不同生长状态,熔池底部原始晶粒直接外延长大形成粗大柱状晶,称为CG;近表面或熔池内部以残留或者部分熔融的Ti粉作为异质形核中心形核成细小的等轴晶,称为EG。
图6

图6 最佳工艺参数下的无激光摆动和直线型激光摆动单道试样的OM像
Fig.6 Low (a, b) and high (c, d) magnified OM images of single-track samples No.5 (a, c) and No.L7 (b, d) under optimum process parameters (CG—columnar grain, EG—equaixed grain, HAZ—heat affected zone, HAZ (α + β)1—primary (α + β) heat affected zone, HAZ (α + β)2—secondary (α + β) heat affected zone)
而基板内部存在原始组织区和HAZ,远离沉积区,其主要由初始α晶粒和(α + β)网篮组织组成的原始双态组织。HAZ分为2个区域:初始(α + β)热影响区(HAZ (α + β)1)和二次(α + β)热影响区(HAZ (α + β)2)。其中HAZ (α + β)2中(α + β)相场内出现的最高温度相对较低,显微组织变化较少,与基体组织相比,初始α晶粒尺寸基本不变,(α + β)片层组织略微变宽。这是由于该区域内部温度高于708℃ (α相溶解温度),此温度下α开始溶解成β相,因此(α + β)片层略微变宽。HAZ (α + β)1中的(α + β)相场内出现最高温度相对较高,但低于或略高于β 相转变温度。与基板和HAZ (α + β)2相比,网篮组织基本转变为α集束群组织结构,α片层宽度更细。据相关研究[26~28],在接近β相转变温度发生的热循环过程,Ti-6Al-4V合金增材制造过程中会发生网篮组织到α集束群组织的转变。
图6a和c为无激光摆动下单道试样的微观组织。与文献[29,30]中的单道试样微观组织形貌大体一致,不同的是与文献[31]相比,无摆动的单道试样β热影响区(HAZ β )在图6中显示的并不是很明显,激光在送粉的过程中达到的温度也同时将基板熔化,形成了自上而下的完全β柱状晶,且晶粒粗大。图6b和d为直线型激光摆动的单道试样微观组织。可以看出,直线型激光摆动的实施,使得整体柱状晶数量和尺寸均有所减小,并且晶粒出现了等轴化的现象。原因在于单道打印中,无激光摆动道次之间和层间的重熔区小,晶粒的长大通常由异质形核主导。激光摆动过程,沉积层内粗大的柱状晶在形成长大的过程中被高能量的激光打碎,形成了破碎的枝晶,而这些破碎枝晶会成为后续新生晶粒的形核质点,并且破碎边界附近的晶粒结构的生长方式主要是外延生长[32];同时由于激光摆动可以改变熔池的几何学流体行为,达到了预想的激光摆动对熔池产生的搅拌效果,而熔池内部流动更为复杂的直线型激光摆动的细化效果和等轴化趋势优于无激光摆动的原始状态。
图7为无激光摆动和直线型激光摆动增材制造下的3道单层试样打印的截面宏观OM像。从图中可以看出,对于搭接样品,直线型激光摆动对微观组织影响极大。在无激光摆动的情况下,熔池的中上部区域仍然出现了粗大的柱状晶,仅仅在熔池的底部存在少量的等轴晶。熔化沉积态组织中初始β柱状晶贯穿层间,且主要由α'片层状和针状马氏体组成,为典型的激光增材制造TC4 钛合金组织(图7a)。而对于直线型激光摆动样品,微观组织中的柱状晶含量较少,且整体的晶粒尺寸较原始状态明显细化,并且由于微观组织内部晶体取向不同,宏观组织呈现出明暗交替生长的现象。同时可以看到第1道次(搭接实验从右往左开始)柱状晶占比较多;从第1道次开始,柱状晶在激光摆动光束作用下开始变细,出现细晶组织;第3道次柱状晶进一步变细,开始出现等轴组织。
图7

图7 无激光摆动和直线型激光摆动搭接试样的OM像
Fig.7 OM images of three-track samples without laser oscillation (a) and with linear laser oscillation (b)
从图7横截面的OM像来看,不同道次之间过渡清晰、均匀。激光摆动会导致熔池中的最高温度降低,温度梯度减小,并在熔池中形成新的流动[33],对比无激光摆动和直线型激光摆动路径下的组织变化,观察到直线型激光摆动下β柱状晶宽度最小,组织细化较为明显。同时在激光摆动单道沉积中展现的摆动“波纹”效果同样出现在不断重熔的层间熔合线间,展现了激光摆动在熔池凝固过程中的震荡作用。
图8和9分别为无激光摆动和直线型激光摆动搭接样品的反极图、极图和取向差角分布图。从图8a和9a可以看出,由于激光送粉增材制造过程中的高过冷度和极快的凝固速率,试样微观组织多为由针状α相组成的魏氏组织。根据极图中α/α'相的织构来看,无激光摆动样品显示的α/α'相在[11
图8
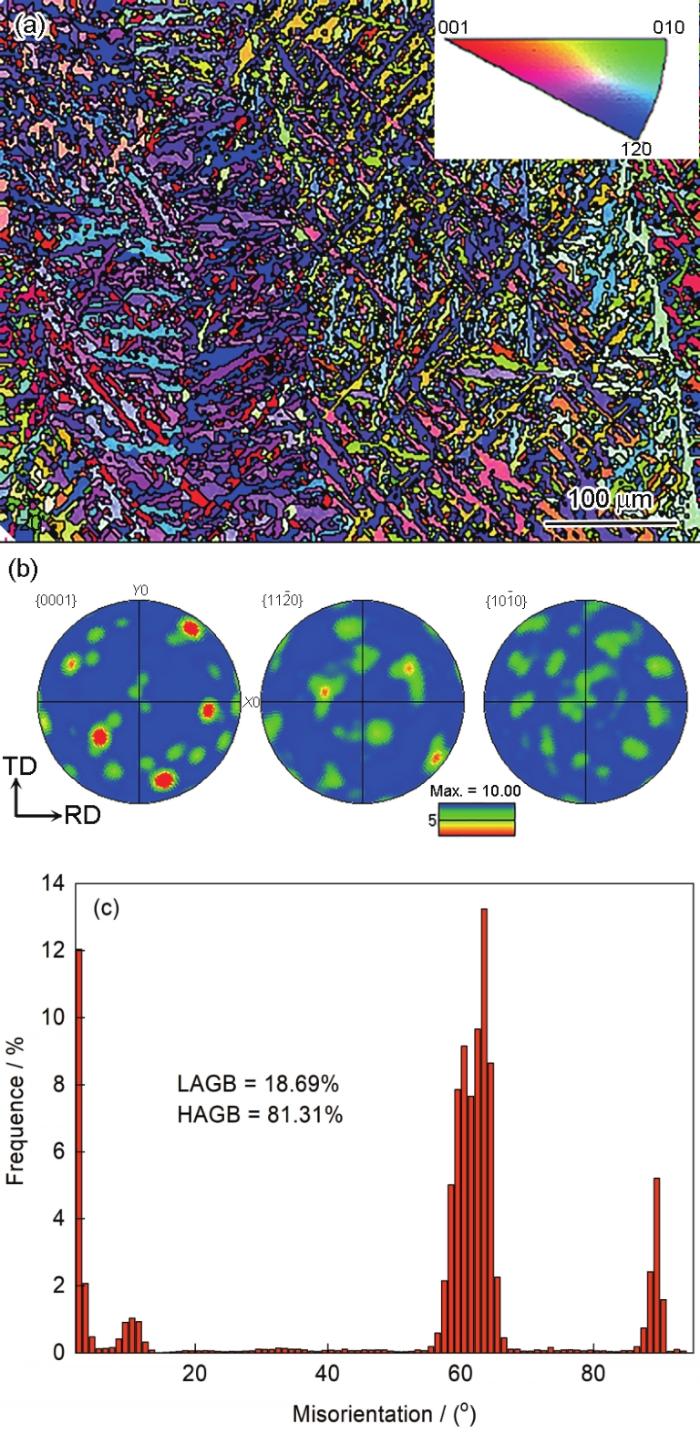
图8 无激光摆动激光熔化沉积搭接试样的EBSD分析
Fig.8 EBSD analyses of laser melting deposition (LMD) overlap specimens without laser oscillation
(a) inverse pole figure (IPF) of overlap zone
(b) texture intensity of overlap zone (TD—transverse direction, RD—rolling direction)
(c) distribution of misorientation difference of overlap zone (LAGB—low-angle grain boun-dary, HAGB—high-angle grain boundary)
图9
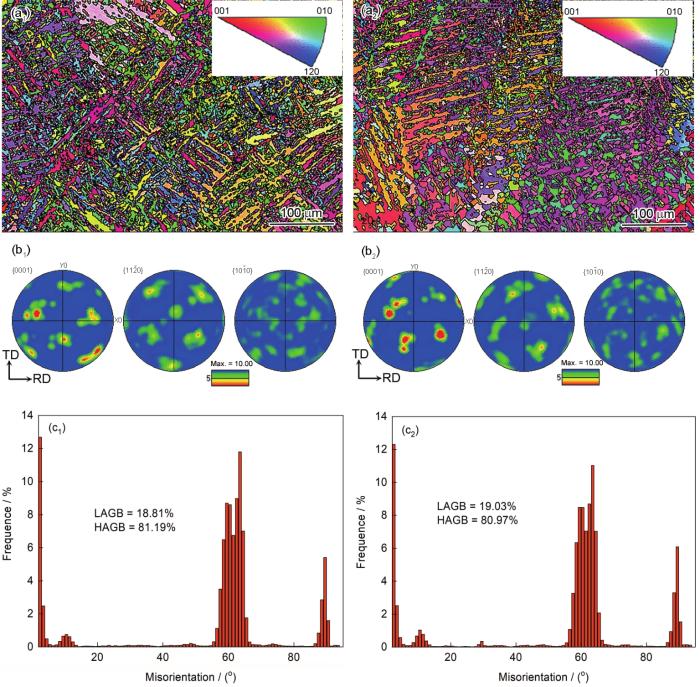
图9 直线型激光摆动搭接试样的EBSD分析
Fig.9 EBSD analyses of LMD overlap specimens with linear laser oscillation
(a1, a2) IPFs of single-track and overlap zones, respectively (b1, b2) texture intensities of single-track and overlap zones, respectively (c1, c2) distributions of misorientation difference of single-track and overlap zones, respectively
为了对比无激光摆动和直线型激光摆动的α/α'晶粒形态大小,对2种条件下的α/α'晶粒尺寸进行定量分析,无激光摆动试样平均晶粒尺寸为5.20 μm,直线型激光摆动试样单道中间区域平均晶粒尺寸为4.37 μm,搭接区域平均尺寸为4.25 μm。通过对比,可以看出,直线型激光摆动的平均晶粒尺寸更小,并且小晶粒占比更高,有一定的细化效果。这是因为在激光摆动下,熔池内部的温度梯度发生了改变,熔池中的能量密度同时发生了变化。由文献[34]可知,激光粉末床熔化(LPBF) TC4合金会产生高密度的细板条状α/α'相,其尺寸和取向取决于激光能量密度。低能量密度下,凝固过程中显著的热梯度和内应力在层沉积过程中诱发了高密度的β晶粒形核质点,试样微观组织为近等轴状的β晶粒,晶内为网篮状的板条α/α';高能量密度有助于粉末熔化,但同时会消除异质形核质点,促进柱状β 晶粒的长大。直线型激光摆动产生了类似效果,激光摆动带来熔池内部的温度梯度下降,熔池尺寸的变化导致汇聚在一点的能量密度也随之下降。
2.4 直线型激光摆动熔化沉积Ti-6Al-4V合金微观组织演变对硬度的影响
图10为无激光摆动和直线型激光摆动下Ti-6Al-4V合金的Vickers硬度。由图可见,无激光摆动搭接样品的平均硬度为(418.00 ± 3.50) HV,而在添加了直线型激光摆动后Ti-6Al-4V合金硬度的上升幅度较显著,平均硬度为(428.75 ± 2.55) HV。合金硬度的变化可以归结于微观组织的演变,当加入直线型激光摆动后,合金中的缺陷数量显著减小,微观组织更均匀,这种情况下合金的晶界含量会远高于无激光摆动的试样,因此会发生细晶强化效果。在这2种机制共同作用下,直线型激光摆动可以有效提升合金的硬度。
图10
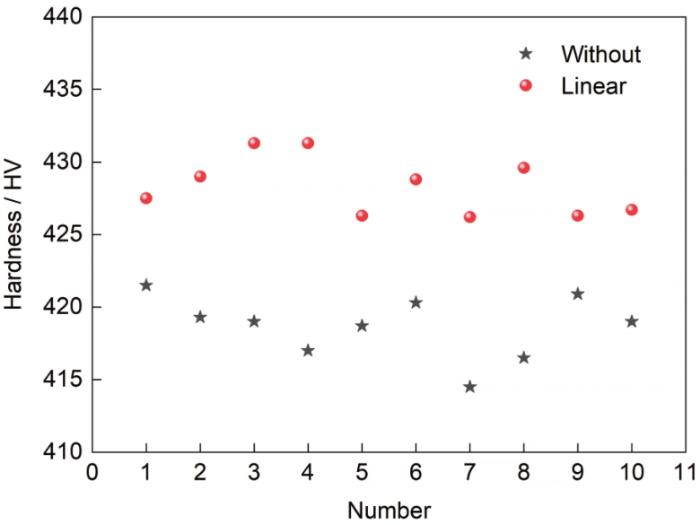
图10 无激光摆动和直线型激光摆动下Ti-6Al-4V合金的Vickers硬度
Fig.10 Vickers hardnesses of Ti-6Al-4V alloys without laser oscillation and with linear laser oscillation
3 结论
(1) 对于Ti-6Al-4V合金激光送粉增材制造,其基础工艺参数中激光功率为1000 W,扫描速率为8 mm/s,送粉速率为6.92 g/min。直线型激光摆动的最佳激光摆动参数为:激光摆动频率为200 Hz,摆动幅度为1.5 mm。
(2) 添加直线型激光摆动后,熔池流动更加剧烈,对缺陷抑制效果更加明显,并且凝固时温度梯度减小,柱状晶生长方式也发生改变,有显著的细晶效果,柱状晶数量和尺寸均有所减少。通过EBSD进一步分析,发现单道区域晶粒尺寸从5.20 μm减少到4.37 μm,且在[11
(3) 相比无激光摆动样品,激光摆动后Ti-6Al-4V合金的平均硬度从418.00 HV提升到428.75 HV。
来源--金属学报 沪公网安备31011202020290号
沪公网安备31011202020290号
