



分享:基于二次枝晶间距变化特征的连铸方坯CET位置判断新方法

郭东伟1,2, 郭坤辉1,2, 张福利1,2, 张飞1,2, 曹江海1,2, 侯自兵 ,1,2
,1,2
1.
2.
从碳钢连铸坯实际凝固组织入手对典型枝晶二次枝晶间距(secondary dendrite arm spacing,SDAS)进行测量分析,并发现了铸坯表面向中心凝固过程中的SDAS突增现象。结合铸坯横断面二维温度场数值模型分析可知,柱状晶向等轴晶转变(columnar to equiaxed transition,CET)的过程会影响铸坯内部的传热过程,这种影响最终以典型枝晶SDAS突增的形式体现出来。基于典型枝晶SDAS突增现象,确立了铸坯内部CET定量判定的新方法,即将典型枝晶SDAS最大增加率的起始位置确定为铸坯内部CET起始位置。计算所得CET位置与铸坯内部温度梯度变化拐点的最大相对误差仅为8.3%,且与生长速率变化区间相对应,同时也与实际凝固组织形貌转变位置吻合,证明了该方法的有效性。
关键词:
连铸坯内部中心偏析缺陷的存在会对铸坯以及后续产品质量和性能产生影响[1~3],而中心偏析的形成与铸坯内部凝固组织特征密切相关。现有研究[4~7]表明,铸坯内部发达的柱状晶会导致较为严重的中心线偏析,而扩大铸坯中心等轴晶区有利于减轻中心偏析缺陷。因此,针对铸坯内部柱状晶向等轴晶转变(columnar to equiaxed transition,CET)的判断对于控制铸坯内部凝固组织,提高铸坯质量具有重要意义。
近年来,学者们针对合金内部CET判断进行了相关研究,提出了不同的CET判定方法。Hunt[8]提出了第一个确定性的CET判断模型并分析了合金成分、形核密度以及过冷度对CET的影响,认为当柱状晶前沿等轴晶粒体积分数达到0.49时即发生CET。在此基础之上,Shibata等[9]对Hunt[8]模型进行改进,提出了针对不锈钢连铸板坯等轴晶率预测的简化模型并探究了拉速、过热度等对板坯内部等轴晶率的影响。Niu等[10]对Hunt[8]模型进行了修正,针对38CrMoAl圆坯提出了结合CET判定、传热数值模拟以及数据检测的预测模型,该模型可以避免异质形核密度的不正确选择。然而,目前针对碳钢连铸坯内部CET判定模型的研究仍较少,且现有模型多是基于凝固过程参数的复杂计算并侧重于对铸坯整体CET位置进行判断,忽略了对于铸坯内部实际凝固组织的观察和表征以及实际凝固组织所具有的波动性。与此同时,随着数学模型和计算机技术的进步,合金内部微观结构形态的模拟得到发展。Luo等[11]通过耦合元胞自动机有限差分(cellular automaton-finite difference,CA-FD)模型对连铸钢坯内部凝固过程以及枝晶生长过程进行模拟,再现了连铸过程铸坯内部枝晶竞争生长和CET转变,并探究了过热度对于铸坯等轴晶率的影响。Hou等[12]建立了元胞自动机有限元(cellular automaton-finite element,CAFE)耦合模型,分析了高碳钢连铸坯内部凝固组织演变以及中心等轴晶区晶粒致密度,并探究了过热度和连铸拉速对铸坯等轴晶率的影响。铸坯内部微观结构形态的模拟可以对枝晶生长和等轴晶区分布进行反映,从而对比不同工艺下的凝固组织特征情况,但是针对实际铸坯内部CET位置的判断仍缺乏统一有效的定量标准。另一方面,在实际连铸现场生产过程中多采用低倍检验的方法对铸坯质量进行判断,并通过铸坯实际凝固组织特征对等轴晶区域进行定性的判定;但是由于铸坯CET位置附近枝晶形貌较为复杂,其判定结果往往存在偏差。针对合金实际凝固组织,亦有学者[13~15]基于凝固组织的不同形态,采用合金内部晶粒纵横比来对合金内部CET位置进行判断。然而,碳钢内部凝固组织形态较为复杂,枝晶熔断、黏合现象较为普遍,晶粒纵横比的测量较为困难。因此,一种能够基于实际连铸坯复杂凝固组织对CET起始位置进行定量判断的方法,对于实际生产中指导生产工艺,提高铸坯质量非常重要。
基于以上背景,本工作以SCM440冷镦钢连铸坯为研究对象,从连铸坯实际凝固组织入手对铸坯内部二次枝晶间距(secondary dendrite arm spacing,SDAS)变化进行测量分析,同时,结合铸坯横断面二维温度场模型分析铸坯由表面至中心传热条件的变化并探究SDAS的变化原因。在此基础之上,提出了基于铸坯内部SDAS变化特征的连铸坯CET定量判断新方法,该方法可为实际连铸坯CET判断以及生产工艺调控提供方法和理论指导。
1 实验方法与温度场模拟
1.1 实验材料
采用尺寸为160 mm × 160 mm的SCM440冷镦钢为研究对象,其主要成分(质量分数,%)为:C 0.38~0.43,Si 0.15~0.3,Mn 0.60~0.90,P ≤ 0.002,S ≤ 0.002,Cr 0.90~1.20,Mo 0.15~0.30,Fe余量。按照图1所示方式在现场正常生产条件下取得2块连铸坯横断面试样,试样生产工艺如表1所示。由于浇铸过程中钢包钢水温度降低,需提高连铸拉速,因此2块试样工艺参数的主要区别在于过热度和拉速。No.1试样过热度较高,拉速偏低;No.2试样过热度较低,拉速偏高。同时,连铸过程中在铸机结晶器和二冷四区之后凝固末端分别施加电磁搅拌(参数分别为330 A、6 Hz和690 A、50 Hz)。在得到实际铸坯横断面试样之后,为获得连铸坯横断面凝固组织特征,采用国家标准(GB/T 226-2015)对2块试样进行热酸洗实验。热酸洗实验中酸液为HCl溶液(分析纯)∶H2O = 1∶1 (体积比)的溶液,酸蚀温度为60~80℃,酸蚀时间为15~20 min[16,17]。热酸洗实验之后在相同光源条件下使用SONY
图1

图1 连铸坯横断面取样方法示意图
Fig.1 Schematic of sampling method for cross section of the selected continuous casting billets
表1 SCM440连铸方坯主要生产工艺参数
Table 1
| Billet | Superheat | Casting speed | Specific water |
|---|---|---|---|
| No. | oC | m·min-1 | amount / (L·kg-1) |
| 1 | 42 | 1.8 | 0.68 |
| 2 | 40 | 2.1 | 0.68 |
1.2 凝固组织SDAS测量
获得低倍组织图像后,按照图2所示,在2块试样横断面左右侧分别取中心线、近内弧侧(距离中心线15 mm)和近外弧侧(距离中心线15 mm) 3个位置。每个位置处由铸坯表面至中心依次选取典型树枝晶,利用Image-Pro Plus 6.0软件采用截线法对所选典型枝晶SDAS进行测量,同时记录每个SDAS测量位置与铸坯表面之间的距离。
图2

图2 连铸坯试样横断面二次枝晶间距(SDAS)测量位置
Fig.2 Schematic of measurement position of secondary dendrite arm spacing (SDAS) in cross section of selected continuous casting billets
1.3 二维温度场模拟及验证
连铸过程中,铸坯内部凝固组织的形成与凝固过程的传热过程以及铸坯内部温度分布密切相关。本工作目的旨在能够基于连铸坯内部SDAS变化特征对铸坯内部CET位置进行定量判断,为了对研究结果进行验证与反映,利用ANSYS 2020R1 软件对2块铸坯横断面二维温度场进行计算模拟。
1.3.1 传热方程
本工作中铸坯试样凝固过程的传热计算基于有限元理论,计算过程中的二维传热方程为[18]:
式中,λ为热导率,W/(m·℃);
式中,
1.3.2 边界条件与初始条件
本工作建立了基于切片运动的非稳态传热模型来模拟铸坯横断面二维温度场,模型中单个网格的尺寸为3 mm × 3 mm。计算过程中假设铸坯切片由连铸结晶器经足辊区运动至二冷区,最终经切割点运动至上冷床阶段。切片的尺寸与实际连铸坯试样尺寸相同,即160 mm × 160 mm,切片厚度为30 mm。假设切片垂直于拉坯方向的2个面是绝热的,随着连铸凝固过程的进行,改变切片其他4个面的传热条件来模拟试样的实际连铸过程。结晶器、足辊区、二冷区以及空冷区的长度、边界条件以及相应参数计算公式如表2[18~20]所示。其中,qm、qf、qk和qa分别为结晶器、足辊区、二冷区以及空冷区的热通量,kW/m2;tm为切片处于结晶器中的时间,s;β为关于结晶器形状以及连铸参数的系数,kW/(m2·s1/2);hf和hk为足辊区和二冷区的传热系数,W/(m2·℃);w为冷却水流量,L/(m2·min);
Table 2
| Section | Length | Water amount | Boundary condition | Computational formula | |
|---|---|---|---|---|---|
| m | m3·h-1 | ||||
| No.1 | No.2 | ||||
| Mold | 0.9 | 114 | 114 | qm |
|
| Foot roller section | 0.5 | 4.16 | 5.19 | qf = hf(Tb - Tf) | hf = 153.6(w / 60)0.351 |
| First section of secondary cooling zone | 2.7 | 6.69 | 8.24 | qk = hk(Tb - Tw) | hk = 160 + 8.35w0.851 |
| Second section of secondary cooling zone | 2.9 | 2.08 | 2.48 | qk = hk(Tb - Tw) | hk = 200 + 10.44w0.851 |
| Third section of secondary cooling zone | 3.5 | 1.63 | 2.04 | qk = hk(Tb - Tw) | hk = 200 + 10.44w0.851 |
| Air cooling zone | 5.4 | - | - | qa = ?σ(Tb4 - Ta4) | ε = 0.8 |
式中,Tcast为钢包内钢水温度,℃。
1.3.3 模型验证
为了使模型更为准确地反映连铸坯凝固过程中的传热过程及铸坯内部温度分布,进而对其实际凝固组织进行分析,需对所建立的二维温度场模型进行验证。由于碳钢连铸坯内部实际凝固组织较为复杂,用二维温度场模型较难对其进行反映,同时,本工作主要利用横断面各点的温度及温度梯度变化对铸坯内部传热过程进行反映,因此,决定采用实际连铸坯表面中心温度与数值模拟温度对比的方式对模型准确性进行验证。在No.1铸坯现场生产过程中,在弯月面至铸坯上冷床冷却之间选取4个位置点,对4个位置点处铸坯右侧表面中心温度进行测量,并将其与数值计算结果进行对比,结果如表3所示。分析结果可知,铸坯表面的实际温度与数值模拟结果之差均在30℃以内,表明所建立的温度场模型是有效的,可以基于此温度场模型来研究实际铸坯凝固过程温度场的变化。
表3 No.1铸坯右侧表面中心测温结果与温度场数值模拟结果对比
Table 3
| Temperature measuring point No. |
Distance from the meniscus m |
Measured surface center temperature / oC | Calculated surface center temperature / oC |
|---|---|---|---|
| 1 | 11.67 | 1026 | 1002.23 |
| 2 | 13.65 | 998 | 979.00 |
| 3 | 26.90 | 823 | 793.20 |
| 4 | 28.90 | 776 | 754.32 |
2 结果与讨论
2.1 铸坯横断面低倍组织及SDAS变化
图3为测量所得No.1和No.2铸坯横断面左右侧各位置处的SDAS变化。由图可知,铸坯中心SDAS整体大于边部,该过程主要体现铸坯凝固组织由外部较为细密的柱状晶转变为中心较为粗大的等轴晶。同时,观察发现,在2块试样所有选定位置处SDAS的测量过程中均存在某一位置(图3中箭头所指),该位置存在SDAS较大幅度的突变并伴随着SDAS的最大增加率。李博等[21]在高强石油套管钢内部点状偏析研究过程中对钢坯由表面至中心的SDAS进行了测量,发现在CET位置处SDAS有较大的增加速率,但SDAS突增的原因以及其与CET之间的联系并未详细给出。Ji等[22]研究了高碳钢内部枝晶形貌及中心偏析对后续热轧线材组织和力学性能的影响,在对高碳钢连铸方坯内部SDAS测量过程中也存在CET位置处的SDAS突增,但也未深入探究其与CET之间的联系。连铸坯内部SDAS可表示为[22]:
图3

图3 No.1和No.2铸坯横断面左右侧各位置的SDAS变化
Fig.3 SDAS changes on the cross section of the billets No.1 (a, c, e) and No.2 (b, d, f)
(a, b) near inner arc side (c, d) centerline (e, f) near outer arc side
式中,dS为铸坯内部二次枝晶间距,mm;G为铸坯凝固前沿温度梯度,℃/mm;v为铸坯凝固过程中的枝晶生长速率,mm/min;θ和α均为拟合系数。
由
2.2 铸坯横断面温度梯度与生长速率变化
2.2.1 温度梯度
图4为基于二维温度场模型得到的2块铸坯试样横断面左侧中心线位置处由表面至中心的温度梯度变化,此过程中计算所得温度梯度为铸坯由中心至表面方向温度梯度的矢量和。在实际凝固组织特征的分析过程中,本工作针对横断面左右侧分别选取了3个分析位置,即中心线、近内弧侧以及近外弧侧。在后续温度场数据的分析过程中,3个位置的温度场数据虽存在差异但不明显,因此,采用横断面左侧中心线的温度场数据作为代表,分析其与实际凝固组织特征变化之间的联系。观察图4可知,2块铸坯由表面至中心温度梯度变化均可大致分为3段。其中,A段为初始凝固阶段,在这一过程中,钢液通过浸入式水口进入结晶器接触水冷铜壁冷却,温度梯度迅速增加至较大值。随着凝固进行,凝固坯壳厚度逐渐增大,热阻也逐渐增加,铸坯内部温度梯度快速下降。连铸坯结晶器内初始凝固阶段的凝固组织主要为激冷层细小等轴晶以及初始柱状晶,与后续CET关联较小。因此,针对铸坯内部温度梯度变化,着重对B和C 2段进行分析。
图4
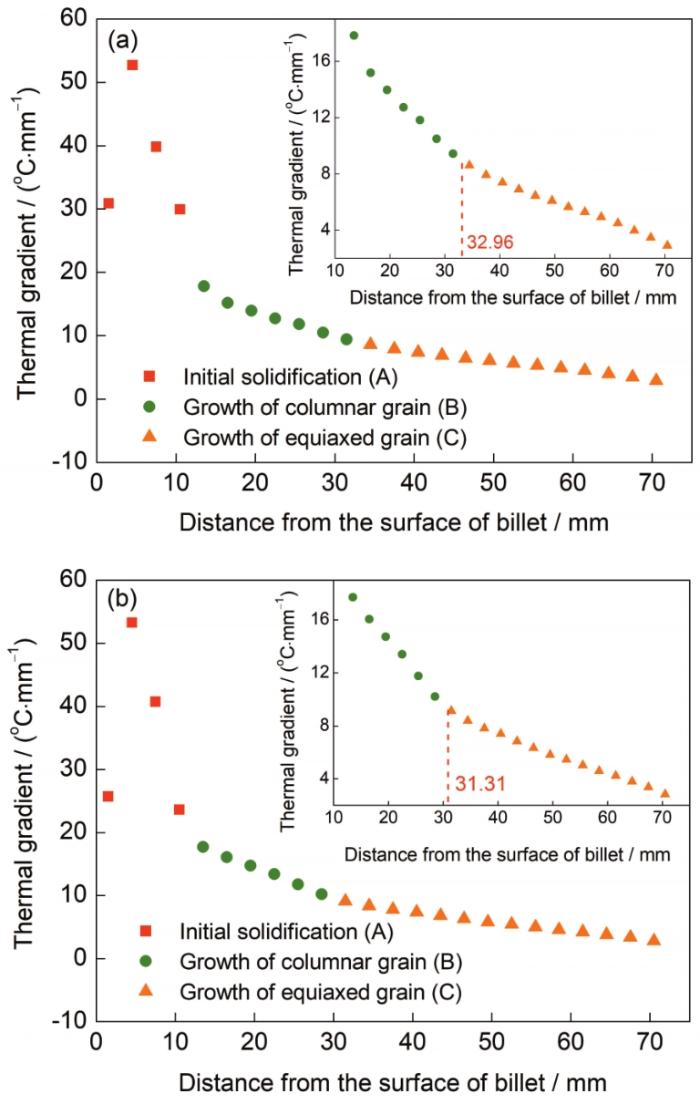
图4 No.1和No.2铸坯左侧中心线处的温度梯度变化
Fig.4 Thermal gradient changes on the left centerline of billets No.1 (a) and No.2 (b) (Insets show the high magnified images)
由图4局部放大图可知,B和C段温度梯度整体上存在减小的趋势,但2段过程中温度梯度的减小速率不同,B段温度梯度减小速率较快,C段温度梯度减小速率较慢,这与2段过程所对应的凝固组织特征有关。在铸坯由外向内凝固过程中,B段为柱状晶稳定生长阶段,此时铸坯内部热量以近似一维传热的形式向外较快传递,温度梯度较大,在此情况下,柱状晶快速生长,传热热阻逐渐增大,因此温度梯度减小速率也较快。C段为等轴晶生长阶段,此时,晶粒的各向同性使得一维传热被阻断,热量由内向外传输的效率降低,因此温度梯度减小速率减慢。总体而言,在铸坯由外向内凝固的过程中,伴随着柱状晶向等轴晶的转变,温度梯度的变化趋势也会随之发生改变,在温度梯度变化的拐点处则意味着柱状晶向等轴晶的转变点,即CET位置。对B和C段温度梯度变化曲线进行拟合并计算出拐点所在位置,可知2块铸坯试样内部温度梯度变化分别在距铸坯表面32.96和31.31 mm处发生转变,即No.1和No.2铸坯分别在距离铸坯表面32.96和31.31 mm的位置处发生CET。
2.2.2 生长速率
铸坯内部SDAS除与温度梯度有关,还受生长速率的影响,为了更为详细系统地探究铸坯内部凝固组织及传热条件的变化,基于本研究所选连铸坯二维温度场模型对横断面左侧中心线上枝晶生长速率进行计算,结果如图5所示。由于数值计算过程中实际枝晶的生长难以观测,本工作利用中心线上相邻网格达到钢液固相线的时间差来计算铸坯内部枝晶生长速率。由图5可知,生长速率变化的过程中,在D段出现短暂的降低,其后E和G段整体呈现逐渐增加的趋势,仅在过程中间F段存在生长速率的短时间内突降。结合之前分析可知,D段对应钢液在结晶器内的初始凝固状态。钢液刚进入结晶器时接触水冷铜壁,生长速率较快。随着后续凝固坯壳生长,钢液凝固速率逐渐降低,凝固组织生长速率减小。由于结晶器内初始凝固与铸坯内部CET关联较小,因此仅对生长速率在E~G段的变化进行讨论。
图5
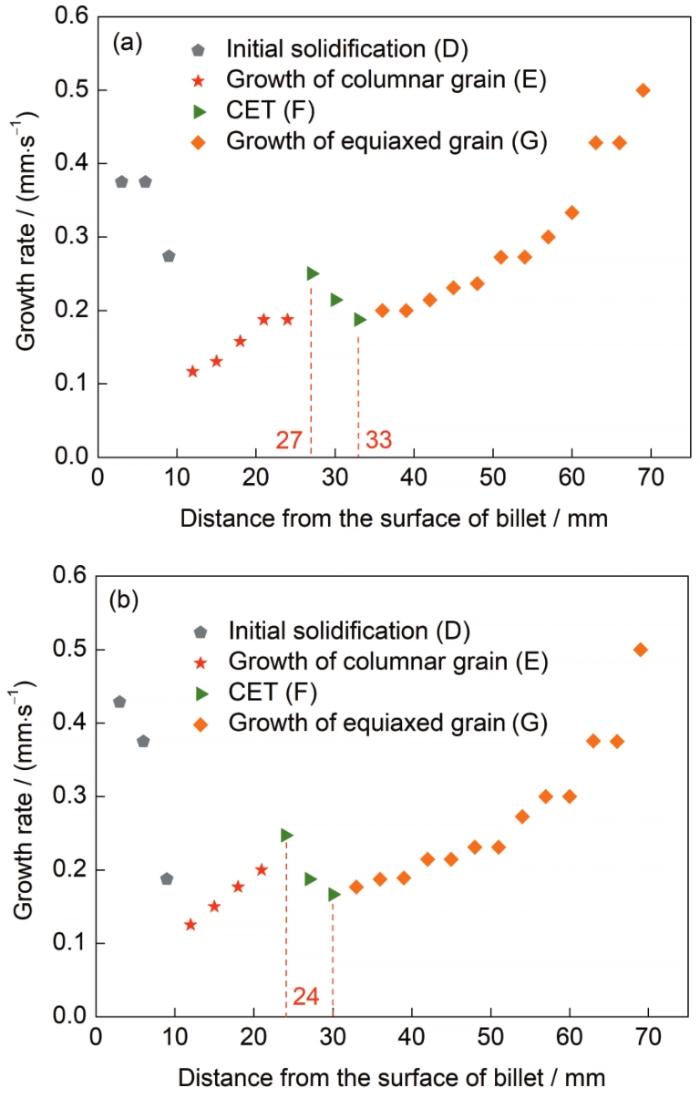
图5 No.1和No.2铸坯左侧中心线生长速率变化
Fig.5 Growth rate changes of solidification structure on the left centerline of billets No.1 (a) and No.2 (b) (CET—columnar to equiaxed transition)
当铸坯离开结晶器进入二冷区,随着外部冷却水对铸坯的冷却以及铸坯内部总热量的不断减少,生长速率整体上呈现增加的趋势。其中E段主要代表铸坯刚出结晶器时,铸坯内部柱状晶稳定生长的阶段。此时,热量沿柱状晶生长方向向外近似一维传递,伴随着外部冷却,凝固组织生长速率逐渐增大。G段代表铸坯内部等轴晶生长的阶段,此时铸坯内部热量相对更少,由于等轴晶的各向同性,铸坯内部由外向内近似等温凝固,因此该阶段凝固组织生长速率有较大幅度的增加。在柱状晶向等轴晶转变过程中,根据Hunt[8]提出的“机械阻塞”准则,当等轴晶粒体积分数达到0.49时,柱状晶前沿生长会被阻断从而发生CET,而柱状晶生长受阻则会造成内部凝固组织生长速率的短时间突降,这与F段相对应。同时,CET的出现使得热量沿柱状晶的一维传输被阻断,热量传递效率降低也会导致生长速率的减小。因此,F段所处的位置即为铸坯内部CET位置。
在2块试样实际生产过程中,No.1试样过热度较高,No.2试样过热度较低。根据已有的研究[7,23,24],较低的过热度有利于提高等轴晶形核数,促进CET转变并扩大等轴晶区,因此,No.2试样横断面等轴晶率更高。温度梯度和生长速率的分析结果显示,No.2试样温度梯度拐点与生长速率突降位置均更靠近铸坯表面,即其CET位置更接近铸坯表面,等轴晶区更大,这与现有研究[7,23,24]结果相符。结合以上对温度梯度和生长速率在由铸坯表面至中心一维方向上的分析可知,铸坯内部温度梯度和生长速率随着不同凝固阶段以及不同凝固组织特征而变化,且在CET位置处皆存在拐点或突变。温度梯度和生长速率均可对连铸过程中SDAS产生影响,则在由铸坯表面至中心方向上也会存在SDAS的拐点或突变,因此,可以根据连铸坯表面SDAS变化特征来对铸坯内部CET位置进行确定。
3 铸坯CET位置确定新方法
3.1 CET位置确定原则
如前所述,铸坯内部柱状晶到等轴晶凝固组织的变化会影响由铸坯表面至中心温度梯度和生长速率的变化。在CET位置处,凝固组织生长速率出现一定程度的降低,伴随着温度梯度的持续减小,结合
图6

图6 铸坯内部由表面至中心凝固组织典型形貌特征变化
Fig.6 Typical morphological changes of the solidified structure from the surface to the center of the billet
Hunt[8]提出的CET判定模型为:
式中,N0为非均质形核密度,m–3;ΔTN为形核所需过冷度,℃;ΔTC为枝晶尖端过冷度,可表示为:
式中,V为枝晶尖端移动速率,mm/min;C0为合金溶质质量分数,%;D为溶质元素在液相中的扩散系数;m为液相线斜率;k为溶质分布系数;Γ为Gibbs-Thomson参数。此处,根据前人研究结果[26]假设ΔTN在CET情况下相比于ΔTC可忽略不计,则有:
且
观察
基于以上分析,本工作基于铸坯内部SDAS突增现象,采用SDAS最大增加率原则对连铸坯内部CET起始位置进行确定,主要过程如图7所示。对于铸坯横断面上任一位置,由铸坯表面至中心依次挑选典型枝晶,并采用截线法计算SDAS。随后,根据
图7
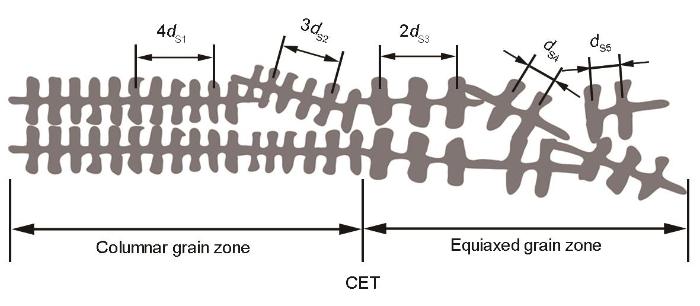
图7 基于SDAS变化的铸坯CET判断过程示意图
Fig.7 Schematic of billet CET determination based on the SDAS change (dSi —SDAS of typical dendrite)
式中,RSDAS代表SDAS增加率;dSi 代表典型枝晶SDAS,μm;d(Si + 1)代表相邻且更靠近中心的典型枝晶SDAS,μm。
3.2 CET位置准确性
根据上述CET确定新方法对2块铸坯CET位置进行确定,结果如表4所示。由表可知,No.2铸坯各位置所确定CET位置较No.1铸坯均更接近铸坯表面,即No.2铸坯等轴晶区更大,这与二维温度场分析结果相符。同时,按照表4所示结果在实际铸坯凝固组织中对CET计算位置进行标注,结果如图8所示。由图可知,所计算CET起始位置与实际铸坯凝固组织特征相吻合,即CET计算位置外侧为柱状晶组织,内侧为混晶组织。
表4 No.1和No.2铸坯横断面CET位置测量结果
Table 4
| Billet No. | Side | Measured CET position / mm | Average | ||
|---|---|---|---|---|---|
| Near inner arc | Centerline | Near outer arc | |||
| mm | |||||
| 1 | Left | 30.12 | 32.33 | 31.13 | 30.82 |
| Right | 29.25 | 31.32 | 30.74 | ||
| 2 | Left | 29.27 | 28.58 | 28.03 | 28.71 |
| Right | 28.98 | 28.99 | 28.40 | ||
图8
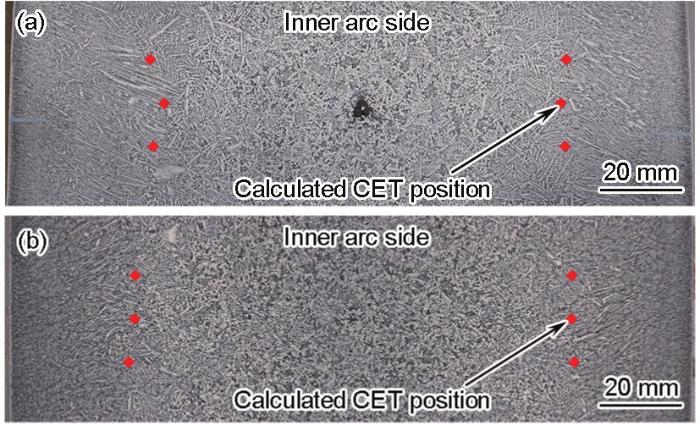
图8 No.1和No.2铸坯CET计算位置
Fig.8 Calculated CET positions of actual billets No.1 (a) and No.2 (b)
为了更为定量地对计算所得CET位置进行验证,将2块铸坯各CET计算位置平均值与温度梯度拐点位置进行对比,可知No.1和No.2铸坯CET位置测量平均值与温度梯度拐点值对应程度分别为93.5%和91.7% (最大相对误差为8.3%)。随后,将CET计算位置与生长速率突降区间进行对比,可知2块铸坯横断面各位置处计算所得CET位置均处于生长速率突降区间内。由此对比结果可知,SDAS出现最大增加率位置与温度梯度拐点位置、凝固组织生长速率波动区间位置基本吻合,结合前文分析,可以将其作为连铸坯CET位置判断的依据。
综上所述,本工作对SCM440冷镦钢连铸坯横断面不同位置处SDAS进行测量分析,基于典型枝晶SDAS最大增加速率建立了连铸坯CET位置定量判断的新方法:将铸坯内部典型枝晶SDAS最大增加率的起始点作为CET的起始位置。将新方法测量结果与铸坯内部凝固组织以及传热参数的数值计算结果进行对比,证明了该方法的有效性。基于连铸坯实际凝固组织的CET定量判断新方法可以为实际生产中连铸坯低倍质量评价以及工艺参数改进提供指导。
4 结论
(1) 冷镦钢铸坯内部CET位置处存在典型枝晶SDAS的突增现象,并基于此提出了将典型枝晶SDAS最大增加率起始位置作为铸坯CET起始位置的新方法。
(2) 采用新方法对所选铸坯CET位置进行计算并据此判断2块铸坯等轴晶区分布情况,可知2块铸坯等轴晶区分布情况与实际凝固组织观察结果相符,且计算所得铸坯CET位置与铸坯横断面实际凝固组织特征转变位置相吻合。同时,将计算所得CET位置与温度场数值计算结果进行对比,可知计算所得2块铸坯CET平均位置与温度梯度变化拐点的最大相对误差为8.3%,各CET计算位置均落在生长速率突降区间内,即本工作所提出的CET定量判定新方法是有效的。此方法使铸坯CET位置判定结果更为准确,有利于铸坯质量的精细化控制。
来源-金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
