



分享:B清除大气等离子喷涂CuNi熔滴氧化物效应

董昕远, 雒晓涛, 李成新, 李长久
提出了粉末中添加B的成分设计,实现通过B牺牲氧化而保护合金元素不氧化从而发展高温CuNi熔滴自清洁氧化物效应。采用CuNi2B与CuNi4B 2种粉末,通过大气等离子喷涂工艺制备涂层,通过SEM、EDS、XRD和ICP-OES等方法研究了B含量与喷涂距离对CuNi涂层组织结构与性能的影响。结果表明,熔滴可加热至1900℃以上,粉末中B的引入可抑制飞行中高温熔滴中的合金元素的氧化,从而显著降低CuNi涂层中的O含量,而该效果受熔滴中B含量影响显著。采用4%B的CuNi合金粉末时,随着喷涂距离的增加,涂层中的氧化物显著降低,涂层中的O主要由熔滴沉积后的氧化引入,优化喷涂工艺制备的涂层O含量降低至0.43%,显著低于CuNiIn涂层的3.5%。当CuNi粉末含B为1.83%时,在距离超过100 mm,B含量降至0.5%以下时,不足以抑制等离子喷涂过程中飞行颗粒的合金元素氧化,故实现高温熔滴氧化保护的临界B含量约为0.5%。研究发现,B添加可引起合金熔点降低效应与去氧化物净化效应,从而显著增强了CuNi粒子间的冶金结合,提高了涂层的致密性;涂层B含量随粉末成分与工艺参数从0.26%增加至3.61%,而CuNi涂层硬度则随B含量增加从151 HV0.2线性增加至457 HV0.2。
关键词:
腐蚀及磨损是导致金属零部件在实际应用过程中过早失效的2个关键因素,而通过在金属零部件表面沉积一层致密无缺陷的金属涂层是提高基体金属耐腐蚀及耐磨损性能的有效方法。在诸如电镀、堆焊、激光熔覆、化学气相沉积与物理气相沉积及热喷涂等涂层技术中,热喷涂因具有不受零件尺寸限制而适用性强、沉积速率快且易于自动化等特点,已在航空航天、石油化工、机械制造及能源电力等工业领域得到了广泛应用[1~4]。其中,大气等离子喷涂(APS)除了上述优点外,不仅热源温度高,能量密度也高,可以将任何具有物理熔点的材料加热熔化而制备涂层,成为应用最广泛的热喷涂方法。因此,已广泛应用于耐磨损涂层、耐腐蚀涂层及各种功能涂层的制备[5~9]。其次,由于制备效率高,APS已经长期用于改善涡轮发动机榫头微动磨损的CuNi基涂层的制备[10]。然而,由熔融或接近熔融的粒子碰撞堆积而形成的热喷涂涂层通常呈现典型的层状结构,室温条件下沉积时,无论是陶瓷涂层[11]还是金属合金涂层[12]的粒子层间结合非常有限。大量研究表明,涂层中有限的粒子层间界面结合制约着涂层性能与服役效能的提高,如涂层的弹性模量、断裂韧性、热导率、电导率等,都小于相应块体材料的1/3[13,14],这使得涂层的耐磨损性能及冲蚀性能都显著低于同类烧结或铸造块体材料,而且粒子间有限的结合与粒子层间氧化物的存在使得涂层呈现脆性材料特征[15]。因此,如何提升金属涂层粒子间的冶金结合比率一直是热喷涂金属涂层制备中所面临的挑战性问题。
已有研究表明,影响等离子喷涂合金涂层中的粒子界面间结合的因素主要包括碰撞粒子温度[16]、基体温度[12]及粒子的氧化状态等[17,18],其中粒子温度与基体温度决定粒子与基体或先沉积粒子之间的界面温度。当完全熔化的高熔点的W或Mo粒子碰撞在镍基或铁基合金基体表面上时可以将基体局部熔化而形成冶金结合,但熔融Ni与Fe粒子分别碰撞在与自身相同的镍基合金与铁基合金表面上时,就无法引起基体熔化而形成冶金结合[19]。为了显著提升合金粒子温度,通过在熔滴碰撞铺展过程中引起基体熔化而形成冶金结合,Tian等[16]采用Mo包覆Ni20Cr粒子结构设计,将镍基合金粒子的温度显著提升到Mo的熔点以上的高温,采用气罩保护防止飞行粒子氧化,等离子喷涂制备了粒子间充分结合的 镍基合金涂层。结果表明,当获得无氧化物的高温熔滴,有望喷涂制备沉积粒子间冶金结合充分的涂层。
由于基体温度的升高直接提升碰撞铺展中的液/固界面温度,一般认为提高基体温度可增强结合。Wang等[12]在Ar保护的低压等离子喷涂条件下模拟研究了Ni20Cr粒子间的结合。结果表明,即使基体温度增加至550℃,沉积粒子界面结合率与100℃相比并未增加,这是由于在高温下基体表面不可避免形成的氧化膜阻止了冶金结合的形成。由于在大气气氛中升高金属基体温度必然增加其氧化趋势,因此,APS中不能采用升高基体温度的策略来提升界面结合。Zhang等[20]采用实验及流体动力学模拟的方法,研究了不同基体预热温度条件下,304不锈钢基体上等离子喷涂Ni粒子的熔滴铺展演变规律。结果表明,在沉积的单个粒子底部,由于熔滴氧化而存在的一层氧化物形成了大孔隙;其次,在粒子边缘,由于氧化物的存在阻碍了粒子与基体间结合的形成。因此,金属粒子层间的氧化物成为阻止冶金结合形成的控制因素。
Matthews[21]对比研究了传统等离子喷涂、外加保护罩及通入惰性气体形成气膜保护罩方法制备Ni-20Cr涂层时的氧化行为。结果表明,通入300 L/min Ar气流可显著减少涂层氧化,相比于传统APS,涂层中氧化物含量减少了65% (体积分数,下同),仅外加保护罩使涂层中氧化物减少了38%,其在氧化控制方面效果有限。另一方面,Liao等[22]采用Mo包覆304不锈钢粉末粒子,在电弧功率45 kW下,喷涂距离100 mm时获得了平均温度超过2635℃的熔融粒子,在304不锈钢基板上采用外加气罩保护的等离子喷涂制备了粒子间结合充分的涂层,其内聚强度与304不锈钢屈服强度相当。由于采用气罩保护主要有效抑制了金属合金粒子飞行中的氧化,Tian等[16]与Liao等[22]的结果意味着,只要粒子飞行中的氧化得到抑制,通过显著提升熔滴温度就有望沉积出粒子间冶金结合充分的金属合金涂层。
为此,针对如何在大气气氛中喷涂金属合金时获得氧化物含量低的高温金属熔滴,本研究结合用于微动磨损工况下服役所需要的CuNi合金涂层,受Zeng等[23,24]研究结果的启发,提出采用含B的合金粉末设计方法获取氧化物含量低的涂层。由于与Cu、Ni等合金元素相比,B与O具有更高的亲和力,利用该特征通过B的牺牲氧化,保护金属元素不氧化,并利用高温下B2O3可快速气化去除从而抑制熔滴合金元素在飞行中的氧化,以获得氧化物含量低的高温熔滴,显著降低涂层中氧化物含量,从而制备结合强度高、组织致密的合金涂层。
基体材料选用直径25.4 mm、厚度3 mm的304L不锈钢,喷涂前预先用丙酮清洗试样表面,然后用棕刚玉砂进行喷砂粗化处理,并进行超声清洗。喷涂粉末为气雾化制备的B含量不同的CuNiB粉末,并采用商用CuNiIn粉末进行对比实验。通过筛分使粉末粒径分别控制在10~30、30~50与46~105 μm的范围内,喷涂前将粉末置于干燥箱中干燥,温度80℃,时间30 min。
采用GP80等离子喷涂系统进行涂层制备,使用喷嘴为出口直径10 mm的拉瓦尔喷嘴,送粉气采用N2 (纯度> 99.9%)。根据前期工艺实验结果,为获取质量优异的金属涂层,喷涂功率设定为39 kW,送粉速率设定为60 g/min,Ar流量设定为45 L/min,H2流量设定为4~6 L/min。为了研究涂层制备过程中的氧化机制,在喷涂距离为80、100、120及140 mm条件下制备了涂层。
将制备的CuNi4B典型涂层取样镶嵌后磨制抛光,并用王水腐蚀60 s。采用S-3400型扫描电子显微镜(SEM)及配备的能谱仪(EDS)观察CuNiIn及CuNiB粉末形态、涂层显微组织特征,并分析涂层化学成分及元素分布。采用XRD-6100型X射线衍射仪(XRD)对粉末和涂层进行物相分析。采用ELEMENTRAC ONH-P型氮氧分析仪检测粉末及涂层中的O含量。采用Aglient 5110型电感耦合等离子体质谱仪(ICP-OES)检测粉末与涂层中的B含量。使用TECNAR-2000型测温测速系统(DPV-eVOLUTION)测试飞行粒子的温度。通过Image J软件采用涂层断面照片定量统计了涂层中的孔隙率。显微Vickers硬度测试依照GB/T 4340.1-2009标准,采用HV-1000显微硬度仪从涂层横截面测试,载荷为200 g,保载时间为15 s,测量10点求其平均值,每个测量点之间间隔大于50 μm。
CuNiIn、CuNi2B和CuNi4B粉末形貌如图1所示。可见,3种粉末形貌均为球形,能够保证较好的流动性。采用EDS测试的CuNiIn、CuNi2B及CuNi4B合金粉末成分如表1所示。
图1 CuNiIn、CuNi2B和CuNi4B粉末粒子的SEM像
Fig.1 SEM images of CuNiIn (a), CuNi2B (b), and CuNi4B (c) powders
表1 原始粉末化学成分 (mass fraction / %)
Table 1
图2为APS制备的CuNiIn和CuNiB涂层中O含量随喷涂距离的变化。由图可见,随着喷涂距离的增加,CuNiIn涂层中的O含量逐渐增加,这符合一般的喷涂沉积金属合金涂层的规律。等离子喷涂过程中涂层的O主要来源于2种不同的氧化机制,即高温金属熔滴飞行中的氧化与熔滴碰撞基体后在凝固冷却过程的氧化[25]。粒子飞行过程中,与空气中的O接触发生剧烈的氧化反应形成氧化物,随着喷涂距离的增加,飞行粒子的氧化持续发生,氧化物含量逐渐增加,从而导致涂层中的氧化物对应的O含量随喷涂距离的增加而增加。而对于熔滴沉积后的氧化,则随表面温度越高、高温暴露时间越长而越显著,因此,随距离的增加,等离子射流对基体的热影响减弱,熔滴热焓降低,氧化趋于减弱。因此,CuNiIn涂层中的O含量随距离的增加主要由熔滴飞行中的氧化所致。对于采用含1.83%B (质量分数,下同)的粉末制备的CuNi2B涂层,测得喷涂距离为80~140 mm条件下4种涂层的O含量分别为1.65%、0.85%、1.30%和1.50%,其含量显著低于CuNiIn涂层,说明B一定程度限制了熔滴的氧化。而对于采用含3.86%B的粉末制备的CuNi4B涂层,与CuNiIn涂层相比,其O含量显著降低,且随着喷涂距离的增加呈现降低的趋势。Li等[26]研究超音速火焰喷涂NiCrAlY涂层氧化机制及其对涂层中O含量的影响表明,粒子飞行中的氧化受其尺寸的影响显著,由此引入的O含量随粒子直径的增加呈指数减小,而熔滴沉积后引入涂层中的O含量受粒子尺寸的影响较小,为0.5%~0.6%。因此,如果上述规律适用于本研究的金属涂层,由于CuNi4B涂层中的O含量,在喷涂距离80~140 mm的范围内约为0.5%,则可以认为涂层中的O含量都是由熔融粒子碰撞基体沉积后的氧化所引起,即飞行中的熔融粒子中没有氧化物。这一结果意味着CuNi中掺入4%B后,B元素的引入有效抑制了粒子飞行过程中合金元素的氧化,使得涂层的氧化物仅源于熔滴沉积后的氧化。
图2 CuNiIn和CuNiB涂层中O含量随喷涂距离的变化
Fig.2 Changes of the oxygen content of CuNiIn and CuNiB coatings with the increase of spray distance
图3为CuNiIn和CuNiB粉末及涂层的XRD谱。与粉末相比,在CuNiIn涂层的XRD谱中出现了NiO及In2Cu2O5的峰,表明在APS中CuNiIn发生了氧化。而与原始粉末相比,CuNi2B及CuNi4B涂层的XRD谱中没有观察到氧化物的峰,表明涂层中的氧化物含量低于XRD的检测精度。相比于粉末中以Ni2B存在的B,经APS后CuNi4B以含B量较低的Ni3B相存在于涂层中,由于扁平粒子沉积时的快速冷却凝固特征细化了晶粒,使得CuNi固溶体的峰呈现明显的宽化。
图3 大气等离子喷涂(APS) CuNiIn、CuNi2B和CuNi4B涂层及粉末的XRD谱
Fig.3 XRD spectra of atmospheric plasma sprayed (APSed) CuNiIn (a), CuNi2B (b), and CuNi4B (c) coatings and corresponding powders
图4为不同喷涂距离下制备的CuNiIn及CuNiB涂层的断面结构。由图4a、d、g和j看出,CuNiIn涂层呈现典型的热喷涂层状结构,涂层与基体结合良好,但在涂层中存在呈灰色衬度的条带状物相,经EDS分析确认为氧化物(图5)。观察表明,在喷涂距离为80 mm时制备的涂层组织较致密,随着喷涂距离的增加孔隙增多。采用图像分析方法定量表征表观孔隙率(图6)表明,涂层的表观孔隙率随距离的增加而增大。
图4 不同喷涂距离条件下APS CuNiIn、CuNi2B及CuNi4B涂层的SEM像
Fig.4 SEM images of APSed CuNiIn (a, d, g, j), CuNi2B (b, e, h, k), and CuNi4B (c, f, i, l) coatings deposited at spray distances of 80 mm (a-c), 100 mm (d-f), 120 mm (g-i), and 140 mm (j-l)
图5 CuNiIn涂层断面组织与典型区域O的EDS结果
Fig.5 Cross-sectional microstructure of CuNiIn coating (a) and EDS oxygen line scanning result across the typical marked region (b)
图6 喷涂距离对CuNiIn、CuNi2B和CuNi4B涂层孔隙率的影响
Fig.6 Effect of spray distance on the apparent porosity of plasma-sprayed CuNiIn, CuNi2B, and CuNi4B coatings
图4b、e、h和k为喷涂距离分别为80、100、120和140 mm条件下制备的CuNi2B涂层的断面组织。可以看出,涂层呈现较致密的组织,同时可观察到有限长度的呈灰色衬度的氧化物的存在,测得4种涂层的O含量分别为1.65%、0.85%、1.30%和1.50% (图2),其含量显著低于CuNiIn涂层,说明B一定程度限制了熔滴的氧化,但在距离超过100 mm后,随距离的增加O含量增加,表明在该距离范围内B抑制熔滴氧化的效果已经非常有限,可以认为这是由于B在初期氧化后其含量显著减少的缘故。由于氧化物含量的增加,涂层中的表观孔隙率也随距离的增加而增大(图6)。以上结果表明,B元素优先氧化可阻止熔滴中Cu与Ni元素的氧化,故而熔滴中其他合金元素氧化物减少,且生成挥发性B2O3,减少熔滴中的氧化物。但为确保B的防氧化效果,需要保持一定的含量。根据该结果与近期采用NiCrCuB粉末的研究结果[27],确保抑制熔滴其他合金元素氧化的临界B含量约为0.5%。
图4c、f、i和l为不同喷涂距离制备的CuNi4B涂层的断面组织。可见涂层组织均匀致密、孔隙较少,仅观察到少量氧化物,这与涂层中O含量低的测试结果一致。测试表明,在喷涂距离小于120 mm时涂层表观孔隙率小于0.2%,且仅在距离从120 mm增加至140 mm时,从约0.2%增加至约0.6% (图6)。进一步详细观察涂层组织发现,涂层层状组织结构特征不明显,涂层内粒子间结合与CuNiIn涂层相比得到显著改善,没有观察到显著的粒子间未结合界面。这表明,由于涂层中氧化物含量显著减少,熔滴铺展中在界面形成了冶金结合。为了确认该结果,采用腐蚀剂对距离120 mm喷涂的CuNi4B涂层的抛光断面进行了腐蚀,以显化在喷涂态下的弱结合界面。图7给出了未经腐蚀与腐蚀后的CuNi4B涂层断面在高倍下观察到的组织特征。由图可见,腐蚀60 s后,尽管CuNi粒子自身因发生了均匀腐蚀而呈现出2种不同的组织结构特征,但沉积粒子界面处并没有发生明显的优先腐蚀现象,说明涂层粒子层间界面形成了充分的冶金结合。该结果充分表明了B去除熔滴氧化物的效应在粒子间冶金结合形成中的重要作用。
图7 喷涂距离120 mm时制备的CuNi4B涂层断面腐蚀前后的SEM像
Fig.7 SEM images of etched (a) and un-etched (b) cross-section of CuNi4B coating sprayed at distance of 120 mm
根据元素氧化热力学[23,24]可知,B与O反应生成B2O3的Gibbs自由能均低于Cu和Ni与O反应,故对于通过等离子高温束流熔化的CuNi合金熔滴,B元素将优先与O反应生成B2O3。另一方面,在温度超过1500℃时,随温度的升高B2O3的蒸发速率增加,当温度超过其沸点(1860℃)时将快速完全蒸发,从而抑制粒子飞行中氧化物的存在,获得无氧化物的熔滴。图8为粒径30~50 μm的CuNi4B粒子的温度随喷涂距离演变的测量结果。尽管随距离的增加粒子温度呈降低趋势,但在距离为80 mm处熔滴的温度都超过1900℃,距离小于120 mm时飞行粒子温度均高于B2O3沸点,该加热效果确保了B原位氧化脱氧的热力学条件。因此,如图2所示,涂层中的O含量随距离的增加一直保持较低的水平,证明了在大气氧化环境中,B原位氧化并蒸发脱氧,随喷涂距离的增加涂层中O含量未增加。
图8 CuNi4B (粒径30~50 μm)粒子温度随喷涂距离的演变
Fig.8 Evolution of CuNi4B (diameter 30-50 μm) particle temperature with spray distance (Tb—B2O3 boiling point)
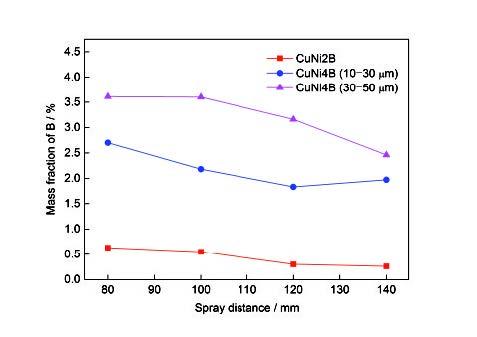
图9为3种含B的CuNi粉末制备的涂层中B含量随距离的变化,该含量与粉末中B含量的差表征粒子飞行中消耗于脱氧的量。该结果表明,脱氧消耗的B受粉末粒径的影响比较显著,粒径越小B相对减少的越多,这与氧化引入的O含量随粒径的减少呈指数增加的趋势一致。这说明粒径越小的粉末氧化速率越快,为确保原位脱氧保护,消耗的B越多。对于初始含B为1.83%的CuNi2B粒子,在距离80~100 mm的范围内,已消耗2/3以上,B含量已降至约0.5%以下。结合涂层O含量随距离的变化,可以认为B含量为0.5%是维持原位除氧的最小B含量,即确保飞行粒子去除氧化物的临界B含量,这与文献[27]采用NiCrCuB粉末得到的结果一致。
图9 CuNi2B与CuNi4B涂层B含量随喷涂距离的变化
Fig.9 Changes of B content in CuNi2B and CuNi4B coatings against spray distances
根据文献[19]中的一维粒子传热模型,可以估算熔滴碰撞基体后铺展中的液/固界面最高温度,当该温度超过粒子熔点时,熔滴碰撞可引起先前沉积的粒子表面熔化,从而在粒子层间形成冶金结合。本工作在以下条件进行了计算:基体温度200℃,熔滴层厚度1 μm,表2为进行计算所采用的CuNi4B材料物性参数,均使用JMatPro软件计算所得。图10为熔滴温度分别为1600、1800、1860、2000、2200、2400和2600℃下计算所得的液/固界面温度随时间的演变规律。可以看出,液/固界面最高温度随熔滴温度的增加而增加,当熔融粒子温度高于2000℃时,界面温度超过CuNi4B的熔点。对于CuNi4B测温粒子进行统计,得出喷涂距离为60 mm时,有60%的粒子温度高于2000℃,因此B元素的引入会提高CuNi基涂层中层间粒子的结合。同时发现腐蚀之后涂层断面层间粒子结合良好(图7a),说明喷涂粉末颗粒之间存在自熔效应。
表2 CuNi4B合金物性参数
Table 2
State
Melting point
oC
Thermal conductivity
W·m-1·oC-1
Density
kg·m-3
Specific heat
J·kg-1·oC-1
图10 熔融粒子与固态基体界面温度变化
Fig.10 Temperature evolution of the interface between the molten particle and the solid matrix (Tm—CuNi4B melting point, t—time)
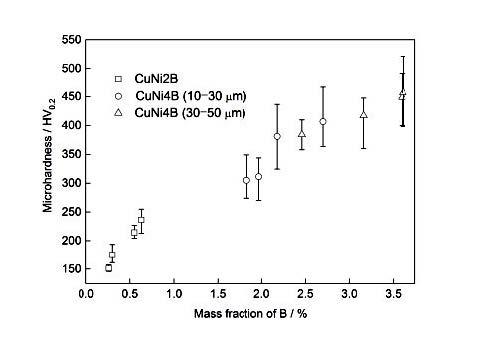
CuNi涂层中的具体B含量受粉末中初始B含量、粒子粒径分布、喷涂条件的影响。而涂层中B含量对涂层显微硬度影响显著,如图11所示。可见,B含量从0.26%增加至3.61%时,涂层的平均显微硬度从151 HV0.2基本呈线性增加至457 HV0.2。这主要是涂层中的B以Ni2B和Ni3B颗粒形式弥散分布于CuNi合金基体中发生弥散强化,B含量越高,弥散强化效果越强。而等离子喷涂Cu36Ni5In涂层硬度为250 HV0.2[28],冷喷涂Cu36Ni5In涂层硬度为(240 ± 20) HV0.2[29],爆炸喷涂Cu36Ni5In硬度为350~360 HV0.2[10]。因此,可以通过粉末的设计与喷涂工艺的优化控制B含量,从而控制涂层的硬度。
图11 CuNiB涂层B含量与硬度之间的关系
Fig.11 Relationships between B content and hardness of CuNiB coating
(1) 采用添加较高B含量的CuNi粉末喷涂时,涂层的O含量降至0.6%以下,显著低于CuNiIn粉末制备的涂层,且呈现随距离增加而下降的趋势,这与传统大气等离子喷涂金属涂层时其中的O含量随距离的增加而增大的规律不同;涂层B含量随喷涂距离减小的结果与氧化生成的B2O3蒸发去除的理论分析结果一致,该结果证明了B在高温熔滴飞行中具有氧化脱氧去除熔滴中O含量,进而减少氧化物含量的作用。
(2) CuNi2B涂层中O含量随喷涂距离的增加呈现先降低,在距离增加至120 mm后增加的趋势,而涂层B含量则随距离的增加呈现持续降低的趋势,该结果表明采用B氧化脱氧机制需要的B含量存在临界值,该值约为0.5%。
(3) B元素的引入通过低熔点共晶降低了CuNi合金熔点,使得等离子喷涂过程中温度超过1900℃的大部分CuNiB熔融态粒子,在距离小于80 mm时满足碰撞冶金自连接条件而在涂层粒子层间形成充分的冶金结合,制备了致密涂层。
(4) CuNiB涂层的B含量随粉末与制备条件在0.26%~3.61%范围内变化,随着B含量在上述范围内增加,涂层平均显微硬度从151 HV0.2线性增加至457 HV0.2,因此,优化控制涂层中的B含量可实现对涂层硬度的调控。
 ,
,
1 实验方法
2 实验结果
2.1 粉末形貌与成分
图1

Powder
Ni
In
B
O
Cu
CuNiIn
31.87
4.30
0
0.33
Bal.
CuNi2B
34.53
0
1.83
0.14
Bal.
CuNi4B
32.56
0
3.86
0.08
Bal.
2.2 B引入对铜基合金涂层成分与结构的影响
图2

图3

图4

图5
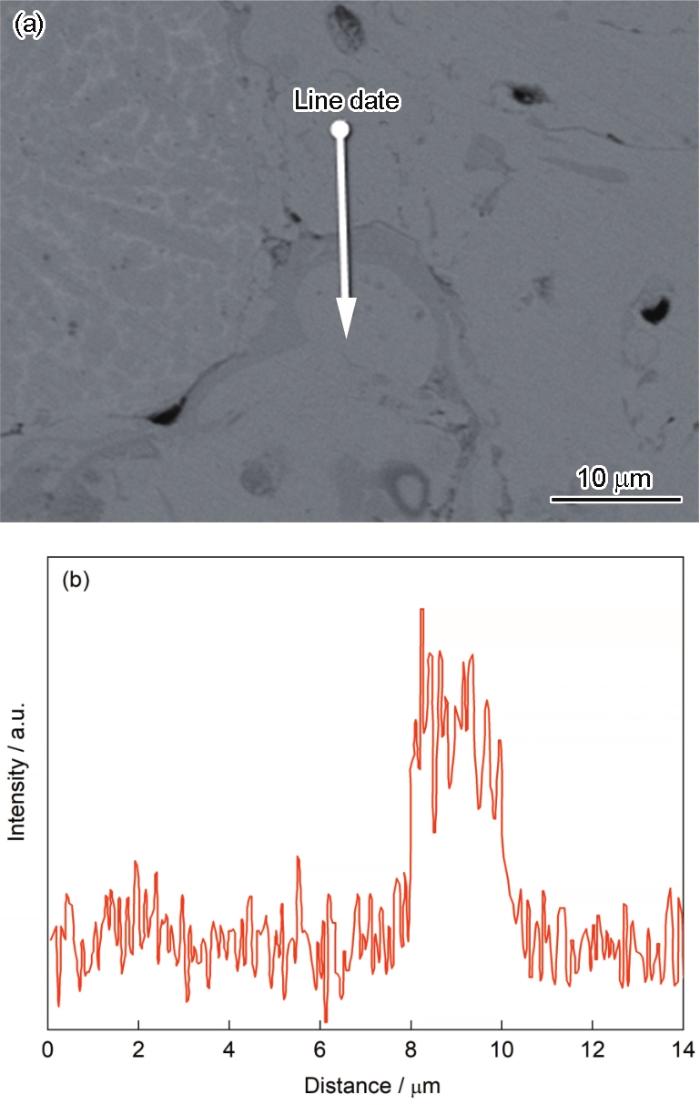
图6
图7

3 分析与讨论
3.1 CuNiB粒子的原位脱氧热力学与动力学分析
图8

图9
3.2 基于碰撞熔化冶金连接的致密涂层制备
Solid
1273
23.45
8940
420
Liquid
1273
72.02
7940
890
图10

3.3 B含量对CuNi涂层硬度的影响
图11
4 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
