



分享:冷喷涂Ni及镍基复合涂层研究进展

李文亚
1.
2.
Ni及其合金具有良好的耐腐蚀和高温抗氧化性能,而冷喷涂技术具有热输入少、涂层组织致密、沉积效率高和沉积速度快等优势,为制备良好耐腐蚀性能的Ni及镍基复合涂层提供了可行的新方法。本文根据已有研究报道,对冷喷涂过程中Ni粉的临界速度和粒子速度预测进行了详细总结,并对其沉积特性和结合机理进行了分析;冷喷涂Ni及镍基复合涂层的性能改善可以通过喷嘴参数、粉末和气体参数的调控来实现;冷喷涂技术与激光处理、喷丸处理、热轧处理等其他技术相结合可以进一步提升涂层质量;陶瓷颗粒的加入能提高Ni及镍基复合涂层的强度和耐腐蚀性能。最后,对冷喷涂Ni及镍基复合涂层的广泛应用进行了展望,并提出了几点研究方向。
关键词:
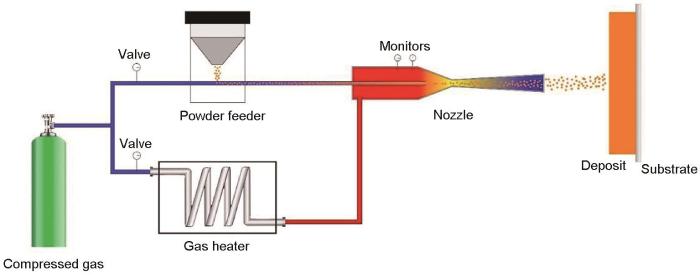
冷喷涂是一种高质量的表面涂层制备方法,它是基于空气动力学与高速碰撞动力学原理的固态成形方法。在冷喷涂过程中,高压气体(N2、He气、压缩空气等)作为加速介质,在特殊设计的收缩-扩张型Laval喷嘴内,带动金属或金属与陶瓷混合粉末颗粒在固态下以极高的速率运动,碰撞待涂敷基体,使颗粒/基体发生强烈的塑性变形,在满足特定变形条件后沉积形成涂层[1~5],冷喷涂系统构成及基本原理如图1[6]所示。一般来说,冷喷涂主要通过大变形和高应变速率条件下碰撞界面的“绝热剪切失稳”、再结晶等物理过程实现金属键合。对于一定的材料,存在一个“临界速度”(critical velocity),只有当颗粒速度大于该速度时,颗粒碰撞后才能沉积于基体表面形成涂层。此外,冷喷涂过程中颗粒温度在熔点以下,避免了热喷涂过程中存在的氧化、相变、晶粒粗化等问题,因此适用于一些温度敏感性材料(如纳米材料[7]等)、易氧化材料(如Cu[8]、Al[9,10]、Ti[11]等)和易变形材料。鉴于冷喷涂技术的热输入少、可应用的金属材料广泛、涂层组织致密、性能优越、沉积效率高、沉积速度快以及加工工件尺寸几乎不受限制等优势,冷喷涂技术已经成功在航空航天、机械装备、能源电力、医疗器械等多个领域获得应用[4,12~20]。
图1 冷喷涂系统及原理示意图[6]
Fig.1 Schematic diagram of cold spray system and principle[6]
另一方面,Ni及其合金在海水、低浓度HF、H2SO4和碱性液体中能保持高强度和良好的耐腐蚀性能,广泛应用于耐腐蚀性的工业领域[21]。基于冷喷涂技术的以上优点,为制备具有良好耐腐蚀性能的Ni及镍基复合涂层提供了可行的新方法。目前,国内外学者对冷喷涂Ni及镍基复合涂层从涂层制备工艺、组织分析及涂层性能改善等不同方面开展了一些研究,但相关文献较冷喷涂Cu、Al、Ti等仍然较少,因此,本文重点对已报道冷喷涂Ni及镍基复合涂层成果进行了总结,并对未来冷喷涂Ni及镍基复合涂层的研究方向进行了展望。
从宏观角度来说,用来衡量粒子能否与基体形成结合的参量是粒子碰撞速度和临界沉积速度(又叫临界速度,vcr),当粒子的碰撞速度大于临界速度时,粒子能够沉积在基体表面形成涂层。影响粒子碰撞速度的主要因素有载气参数[22,23]、粉末参数[24]和喷嘴参数[25~27]。关于粒子的临界速度,Assadi等[28]总结了粒子的材料密度(ρ)、熔点(Tm)、极限抗拉强度(σn)、初始温度(Ti)对临界速度的影响,得出了粒子临界速度的估算公式(粒径5~100 μm),即:
根据
图2 公式估算(Eq.(1))的各种材料的临界速度以及Cu和Al的有限元分析值(FEA)和实验测量值(Exp.)[28]
Fig.2 Critical velocities estimated by the equation (Eq.(1)), and the finite element analysis value (FEA) and experimental measurement value (Exp.) of Cu and Al (vcr—critical velocity)[28]
图3 冷喷涂粒子临界速度、颗粒碰撞速度与颗粒尺寸的关系[29]
Fig.3 The relationship between critical velocity, particle impact velocity and particle size (νimpact—particle impact velocity, DE—deposition efficiency)[29]
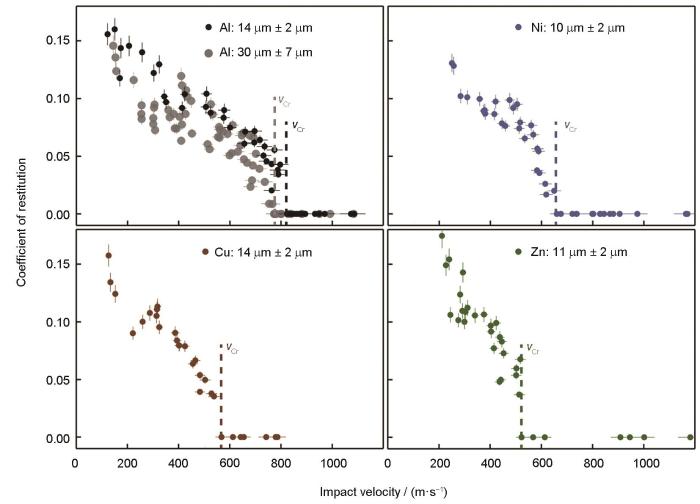
图4 冷喷涂Al、Ni、Cu、Zn的碰撞速度和回弹系数(临界速度以上时,回弹系数为零)[36]
Fig.4 Coefficients of restitution for Al, Ni, Cu, and Zn (The coefficient of restitution is equal to zero above the critical velocity)[36]
关于粒子表面的氧化膜对临界速度的影响,李文亚等[37,38]认为高速金属粒子碰撞后产生剧烈的塑性变形,破碎并挤出粒子表面的氧化膜,使露出的新鲜金属在高的碰撞压力下产生物理结合,进而形成涂层。如果氧化膜厚度增加,则破碎并挤出氧化膜需要更大的粒子动能,从而需要更高的粒子速度才能保证成功结合。Li等[34]进一步研究表明,颗粒表面的氧化膜厚度增加会显著增大粒子的临界速度,但仍需更加深入的研究来阐明氧化膜对临界速度的影响机理。
以上几种方法所得到的Ni粒子的临界速度以及各自的优缺点总结于表1[28,30,35,36]。可以看出,采用数值模拟方法预测临界速度准确性较差。以沉积效率作为测量临界速度的依据,准确性相对提升。单颗粒沉积测量临界速度的方法准确度最高,同时可以考虑粒子尺寸和表面氧化膜等因素的影响。
表1 不同方法预测Ni粒子临界速度及各自优缺点[28,30,35,36]
Table 1
分析冷喷涂层的沉积特性是研究涂层结合机理的主要形式,本节总结了不同工艺参数下冷喷涂Ni涂层的沉积特性,并对其界面特征进行分析。Wei等[39]通过冷喷涂在AZ31B镁合金上制备出了致密的Ni涂层,无明显孔隙,同时结合强度大于65.4 MPa,这比镁合金上一般的化学镀Ni层的结合强度(9.63~12 MPa)[40~43]高出5倍左右。Li等[44]采用冷喷涂在低碳钢基体上成功沉积了Ni涂层,涂层孔隙率小于0.3%,断口分析发现涂层发生脆性断裂(沉积颗粒间)。Ajdelsztajn等[45]在Al基体上制备了晶粒尺寸为20~30 nm的纳米结构Ni涂层,显微硬度为(605 ± 13) HV300g。从以上冷喷涂Ni涂层宏观特性和力学性能测试可以看出,相比于bcc和hcp金属,具有fcc结构的Ni颗粒能够发生较大的塑性变形,因此更容易沉积,涂层整体力学性能也相对较高。
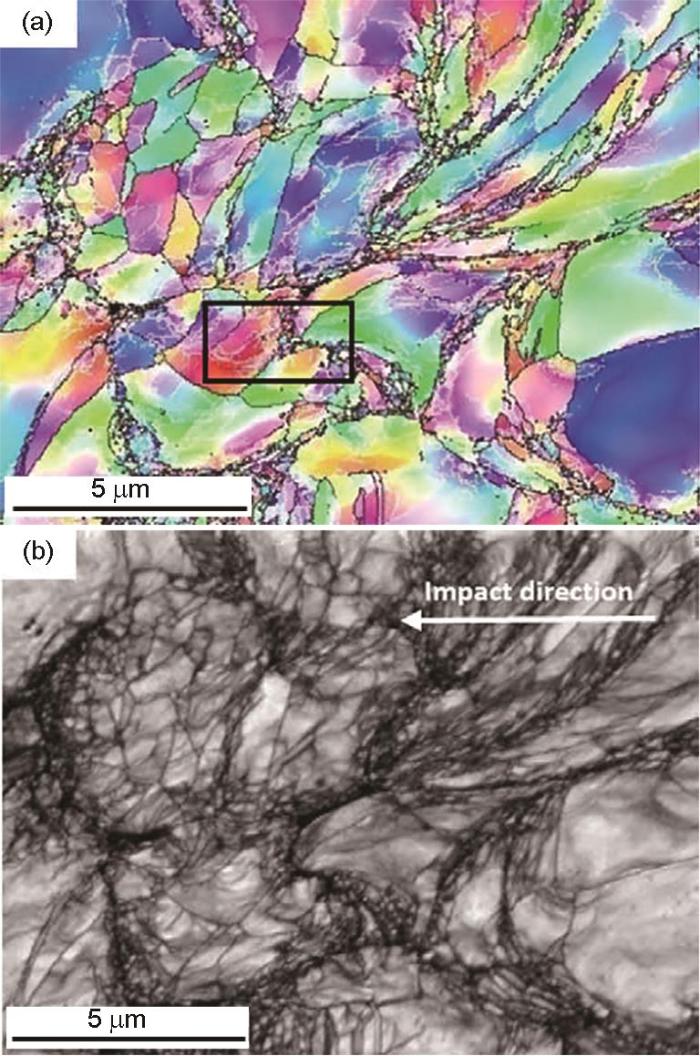
有学者进一步研究了冷喷涂过程中Ni颗粒与基体界面处的沉积行为。Xiong等[46]研究发现,单个Ni颗粒在相对较软的基体表面变形较小,同时在颗粒和基体结合界面处形成剪切失稳区和“冷焊”区,这有利于界面结合。冷喷涂层形成的界面除了颗粒/基体界面以外,还有颗粒/颗粒界面。章华兵等[47]对冷喷涂Ni涂层颗粒界面形貌进行了表征,观察到粒子发生了强烈的塑性变形而呈扁平状,且颗粒/颗粒界面处塑性变形较颗粒内部明显。Borchers等[48]研究发现,冷喷涂Ni涂层颗粒界面存在2种不同的形貌,如图5[48]所示,界面左侧为宽约100 nm的长条状等轴晶粒,这些晶粒的内部结构显示出高应变衬度,同时具有少量位错缠结。而另一侧晶粒尺寸在微米级,内部结构呈“咖啡豆衬度”,密度约为1011 cm-2。为了进一步分析冷喷涂Ni涂层颗粒间的微观组织,Zou等[49]对冷喷涂Ni涂层进行了电子背散射衍射(EBSD)表征。从图6a[49]中可以看出,等轴晶粒和细长晶粒混合存在,在颗粒/颗粒边界区域有大量尺寸为100~200 nm的超细晶粒;图6b[49]得到的颗粒/颗粒界面区域的电子衍射花样质量(136)相对于撞击颗粒中心区域的电子衍射花样质量(224)明显较低,表明在界面区域的超细晶粒内部存在较高的缺陷密度或晶格畸变。分析认为,造成Ni颗粒间组织形貌差异的原因可能是冷喷涂过程中粒子受到大塑性变形,晶粒的细化程度取决于局部剪切失稳区域内粒子的塑性变形量的大小,由于Ni颗粒界面处的塑性变形程度更大,因此由位错运动导致的晶粒细化也更明显,但目前关于冷喷涂纯Ni涂层的相关实验研究还较少,其准确原因还需进一步研究证实。
图5 冷喷涂Ni涂层显微组织的TEM像(粒子与粒子的边界用箭头标记)[48]
Fig.5 TEM image of cold sprayed Ni coating (Particle-particle boundary is marked with arrow)[48]
图6 Ni涂层截面的EBSD表征[49]
(a) Euler angle diagram
(b) pattern quality diagram in the same area as Fig.6a
Fig.6 EBSD characterizations of Ni coating section (N2; 600oC; 3.0 MPa)[49]
目前对于冷喷涂层结合机理的研究表明,主要的结合机制有绝热剪切失稳导致的物理结合机制[30]、机械结合机制[50]和冶金结合机制[50,51],以及粒子塑性变形过程中的界面温升引起的化学结合机制[52]等。冷喷涂层结合机理的研究具有重要的实际意义,有助于优化工艺参数以及制备优质涂层。
Assadi等[28]提出颗粒与基体界面发生绝热剪切失稳是冷喷涂中粒子实现成功沉积的必要条件。周香林等[53]研究发现,当金属颗粒的有效塑性应变大于基体时,更易在碰撞过程中发生绝热剪切失稳,此时,基体只释放变形能而不发生失稳,使颗粒产生回弹现象;当金属颗粒的有效塑性应变小于基体时,在与基体发生碰撞后,释放变形能促使基体发生失稳,而颗粒自身并不发生绝热剪切失稳。但也有学者对此提出了质疑,章华兵等[47]通过分析冷喷涂过程中Ni粒子与基体的结合情况,认为碰撞界面发生剪切失稳仅是粒子与基体间产生结合的充分条件,但由于影响粒子结合的因素很多,并非所有发生剪切失稳的界面均能形成有效结合。
Hassani-Gangaraj等[36,54]在进行颗粒碰撞的有限元分析过程中发现,热软化效应并不能对颗粒碰撞过程中的变形程度产生明显的影响,同样对绝热剪切失稳结合机理产生了质疑,并提出了应力波释放诱导材料射流形成的结合机理,认为颗粒与基体碰撞时产生的射流由界面间的高压引起,这一过程并没有热效应的参与,所以粒子结合与绝热剪切失稳并无实质性关联。但在实际冷喷涂过程中,粉末的沉积效率随着温度的升高而显著提升,因此射流形成结合机理的合理性还需进一步研究。
Li等[55,56]提出的高速碰撞诱导颗粒表面氧化膜破碎结合机理也被认为是冷喷涂层的主要结合机理。Grujicic等[30,50]同样认为绝热剪切失稳及其局部化产生的射流可带走粒子与基体表面的氧化膜,产生干净表面,并在较高的压力下形成物理结合。此外,巫湘坤等[57]采用有限元方法模拟了单颗粒碰撞基体的过程,从能量角度对冷喷涂沉积机理进行了研究,认为高速粒子碰撞基体后系统能量被同时分配到颗粒与基体中,定义颗粒能量(Ep)和基体能量(Es)的比值为能量分配系数K (K = Ep / Es);冷喷涂过程中,要想使颗粒与基体有效结合并在界面处形成良好的结合,需要颗粒与基体均发生充分变形,故K值不能过高或过低;当以临界速度沉积Ni涂层时,计算得到K值约为0.41。但实际冷喷涂过程中,能量转化的具体形式及大小很难被精准把握,因此,这种分析方法只能依靠经验,其可靠性仍需进一步验证。
Nesterenko等[58]认为金属材料在大应变、高应变速率的变形下,其微观组织的演变机制为动态回复和动态再结晶机制。也有学者认为材料是否发生动态再结晶,与材料的层错能有关[48],例如Al这种层错能较高的材料,变形颗粒的位错密度较低,冷喷涂后只表现为回复现象;而对于纯Ni,其层错能相对较低,冷喷涂后表现出很高的位错密度,变形后发生了动态再结晶。章华兵等[47]对纯Ni涂层的结合机理也进行了分析,认为冷喷涂Ni涂层界面处组织的演变机制主要是高应变速率下动态再结晶机制,而距碰撞界面稍远处的组织演变机制主要是位错运动导致的晶粒细化机制。为进一步研究冷喷涂Ni涂层粒子界面处的结合机理,用图7[49]所示的位错运动模型来描述动态再结晶过程,冷喷涂前,位错密度低且均匀(图7a[49]);碰撞中,位错扩展,晶格沿着剪切或压缩方向逐渐旋转,位错增加(图7b[49]);由于大量的位错在短时间内积聚,形成了长条状亚晶(图7c[49]);随着位错密度增加,长条状亚晶又变为等轴亚晶(图7d[49]);应变进一步增加,相邻亚晶界之间的取向差逐渐增大,最后形成具有大角度晶界特征的超细晶粒(图7e[49])。
图7 动态再结晶过程示意图[49]
Fig.7 Schematics of dynamic recrystallization process (a-e)[49]
关于以上几种沉积机理,颗粒界面绝热剪切失稳变形结合机理与颗粒界面高应力波释放诱导材料射流形成结合机理,区别在于前者充分考虑了温度对临界速度的影响,而后者认为温度对临界速度的影响极小,与冷喷涂实践中粉末沉积效率随温度升高而显著提高的事实不符。同样,对于金属射流形成结合机理,只观察到了颗粒与基体之间有射流形成,但鲜有颗粒与颗粒界面射流形成的报道,因此很难解释Ni颗粒间的结合机理。颗粒表面氧化膜破碎结合机理和前2种结合机理均从宏观角度对涂层沉积机理进行了分析,认为颗粒间形成良好结合的前提是发生大塑性变形,但Ni颗粒间形成键合的具体条件还不清楚。动态再结晶结合机理从微观角度对冷喷涂过程中Ni颗粒间组织演变行为进行了分析,并利用位错理论证实了其合理性。综上,作者认为动态再结晶机制和位错运动导致的晶粒细化机制应为冷喷涂Ni涂层最主要的结合机制。
为了推动冷喷涂技术广泛应用,必须对冷喷涂层性能进行有效调控,特别是对强度、塑性等关键力学性能指标。涂层显微组织作为决定涂层性能的关键因素,主要受到喷涂工艺参数的影响。下面总结不同工艺参数下和后处理时Ni涂层组织和性能的变化。
粉末参数、气体参数、喷涂角度等参数会显著影响冷喷涂金属涂层的沉积特性、组织和性能。Luo等[24]通过对比冷喷涂电解镍(E-Ni)与气体雾化球形镍(GA-Ni)的沉积行为,发现在相同喷涂条件下,采用多孔、形状不规则的E-Ni制备了致密、结合良好的Ni涂层,而常规GA-Ni却未形成涂层。分析认为,具有不规则形貌的E-Ni在气流作用下可获得更大的拖拽力,因此具有更高的碰撞速度[25],有利于颗粒的沉积。然而,根据Wei等[59]的研究,相同冷喷涂条件下的GA-Ni、羰基镍(C-Ni)和E-Ni 3种不同类型的Ni涂层,GA-Ni涂层颗粒间结合强度高于C-Ni和E-Ni涂层,耐腐蚀性能也明显优于其他2种涂层。对比以上2种不同的结果,分析认为GA-Ni与其他2种粉末相比,具有更好的流动性,在相对较高的气体压力下,加速效果并不会明显减弱,且不易出现堵粉现象,从而制备出高质量的Ni涂层。除粉末形貌外,Bae等[60]研究了不同粉末初始温度下冷喷涂Ni涂层的沉积特性,如图8[60]所示,在其他条件相同的情况下,粉末预热温度为600℃时,涂层的气孔率最低。分析认为,由于粉末温度升高会使粉末的结合力和内聚力增大,同时降低颗粒运动过程中的流动应力,从而使颗粒撞击基体后发生更大的塑性变形,涂层沉积效率显著提升。Xie等[61]认为,随着粉末预热温度升高,冷喷涂Ni涂层的结合强度也有明显提升。然而,如果粉末预热温度过高,会增加颗粒与基体接触界面残留氧化物含量,不利于冶金结合,同时也易造成喷嘴堵塞。
图8 Ni涂层在不同粉末预热温度下截面显微组织的SEM像[60]
(a) 300oC (The inset is the FE-SEM image with powder added)
(b) 400oC (The inset is the box higher magnification of the area)
(c) 500oC (d) 600oC
Fig.8 Cross-sectional SEM images of the coating at different powder preheating temperatures[60]
Xiong等[46]在制备冷喷涂Ni涂层过程中发现,与N2相比,采用He气能明显提高涂层的沉积效率,因为He气具有较大的比热比,可使气流获得更高的速度,因此喷涂效果更好。章华兵等[22]通过对比不同工作气体(92%N2 + 8%He)温度下Ni粒子碰撞合金基体后的结合情况,发现随气体温度升高,Ni粒子与基体的结合明显提升。图9[62]所示为不同金属在不同N2温度下的沉积效率。可以看出,涂层的沉积效率随着气体温度的升高而逐渐提升。由此可见,较高的气体温度能显著提高Ni涂层的沉积效率,降低涂层孔隙率。然而,过高的气体温度会增加涂层氧化的趋势,降低颗粒的结合效果。因此,气体温度也要控制在合理的范围内。此外,Luo等[63]研究发现,随着喷涂角度的增大,涂层沉积效率逐渐升高(图10[63])。Xie等[64]研究发现,在非垂直角度喷涂时,基体的局部变形及颗粒与基体之间空隙的形成弱化了颗粒与基体的界面结合,导致沉积效率降低。
图9 不同金属在不同N2温度下的沉积效率[62]
Fig.9 Nitrogen deposition efficiency of different metals at different temperatures[62]
图10 冷喷涂Ni涂层沉积效率随喷涂角度的变化规律[63]
Fig.10 The deposition efficiency of cold sprayed Ni coating varies with the spraying angle (The inset at the upper left shows the set of the spraying angle)[63]
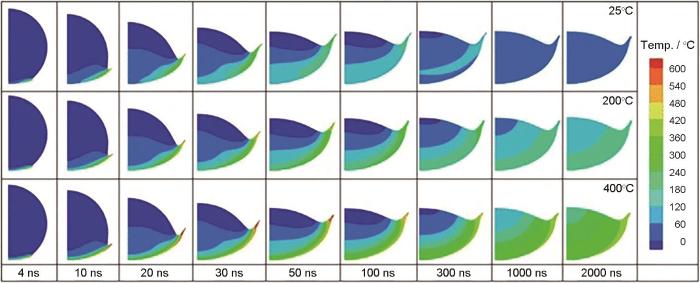
与此同时,基体作为涂层系统中的一部分,其材质、表面状态等对涂层的性能,特别是结合强度有着较大的影响。研究[65]发现,相较于硬基体,软基体能提供更大的接触面积,同时能够减少粉末和基体表面的氧化膜残留,有利于界面处的金属键合,提高涂层结合强度。Yin等[66]研究了基体表面预处理对冷喷涂Ni/Al界面结合特性的影响,发现在颗粒和喷砂基体之间的界面形成孔隙,然而,在颗粒与抛光基体和研磨基体的界面处却找不到这些孔隙,同时工作气体温度分别在400和600℃时,抛光和研磨基体比喷砂基体能获得更高的涂层质量和结合强度。分析认为,喷砂后基体发生加工硬化,这会弱化基体与颗粒的键合,从而降低Ni涂层性能。Yin等[67]通过实验和有限元分析研究了基体温度对冷喷涂Ni沉积行为的影响,发现随着基体温度的升高,颗粒与基体结合界面处热输入明显增大(图11[67]),同时较高的界面温度加快了大塑性变形区域的动态再结晶,促进了界面处纳米晶的形成,从而有利于提高Ni涂层的屈服强度和断裂强度。
图11 基体温度为25、200和400℃时,沉积在Cu基体上的单个Ni粒子的温度演变[67]
Fig.11 The temperature evolution of a single Ni particle deposited on a Cu substrate with the substrate temperature of 25oC, 200oC, and 400oC[67]
金属粉末在冷喷涂后被严重加工硬化,导致材料非常脆,硬度高,几乎无塑性。此外,由于颗粒界面与颗粒中心之间的应变和应变速率不同,喷涂后粉末颗粒的微观组织不均匀。这种不均匀的微观组织会在颗粒结合界面上留下更多的残余应力,降低其力学性能。这些冷喷涂层的自身缺陷很难通过工艺参数的优化进行彻底消除,因此,需要合适的后处理方法,通过调控冷喷涂Ni涂层的组织结构改善其性能。
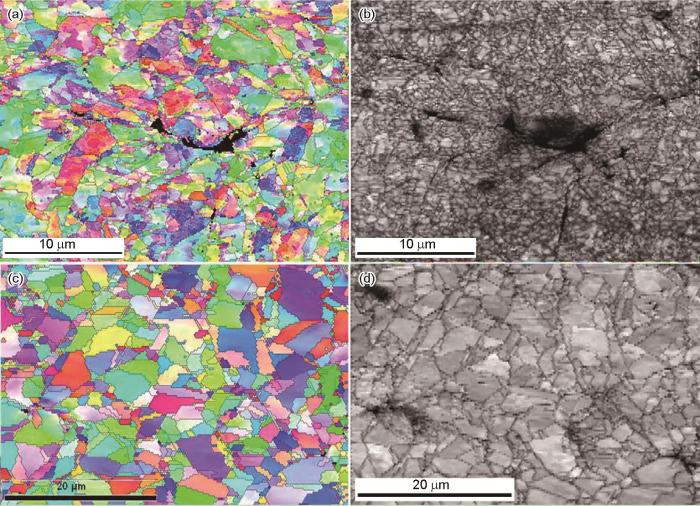
有学者认为回复和再结晶能显著提高塑性[68],而冷喷涂后热处理可发生大应变变形后的再结晶。Zou等[69]将冷喷涂Ni涂层在惰性气体中热处理,通过EBSD表征研究了喷涂态涂层到退火态涂层的组织结构转变,对比400和600℃退火1 h后Ni涂层的EBSD像(图12[69]),发现热处理后组织转变均匀,晶粒中亚结构逐渐消失,晶粒尺寸增大,残余应力在600℃时得到完全释放;通过对比喷涂态和退火态涂层的Vickers硬度压痕形貌,在喷涂态涂层压痕边缘观察到明显裂纹,但退火态涂层压痕边缘比较光滑,由此证实退火后的冷喷涂Ni涂层虽然硬度降低,但塑性和韧性显著提高。章华兵等[70]在研究退火处理对冷喷涂Ni涂层组织与力学性能的影响时,得出了相似的结论。此外,Koivuluoto等[71]对比分析了喷涂态和热处理态Ni涂层的断口形貌,发现其拉伸断裂行为由脆性断裂过渡到脆/韧性混合断裂,最后转变为韧性断裂。
图12 400和600℃退火1 h冷喷涂Ni涂层截面的反极图(IPF)和图像质量(IQ)图[69]
Fig.12 Inverse pole figures (IPFs) (a, c) and image quality (IQ) maps (b, d) of the cross section of cold sprayed Ni coating annealed at 400oC (a, b) and 600oC (c, d) for 1 h[69]
以上关于冷喷涂Ni涂层热处理的研究表明,合理的退火处理可以大幅提高冷喷涂Ni涂层的抗拉强度,但退火难以消除涂层中较大的缺陷,不能显著增加其断后延伸率;另一方面,热处理会使涂层的孔隙率有所增加,这会对原始涂层性能产生不利影响,因此还需要结合其他工艺手段来改善Ni涂层的综合性能。Lupoi等[72]采用激光原位辅助冷喷涂技术在低碳钢表面制备了纯Ti涂层,发现涂层的结合强度达到了77 MPa,是一般冷喷涂Ti涂层结合强度的4倍左右。同时,在冷喷涂Ti涂层表面进行激光后处理,能进一步提高涂层的耐腐蚀性能,达到与Ti基体相当的水平[73]。Li等[74]通过对冷喷涂Ti涂层进行不同温度下的热轧处理,发现随着热轧温度的升高,涂层孔隙率逐渐降低,界面晶粒得到细化,结合强度也有所提升。此外,李文亚等[12]采用搅拌摩擦加工(FSP)固态工艺显著改善了冷喷涂层显微组织以及涂层强塑性。从目前的研究来看,以上处理方法完全可以用于冷喷涂Ni涂层性能的改善,但关于冷喷涂纯Ni涂层的激光、热轧、FSP后处理还鲜有报道,有待进一步研究。
如上所述,本文主要从粒子临界速度和碰撞速度、涂层沉积特性和结合机理以及涂层性能改善等方面对Ni涂层的研究进行了总结,并把目前为止部分文献所报道的冷喷涂Ni涂层的主要结果列于表2[24,31,45,60,63,66,71]。整体来看,冷喷涂Ni涂层相对致密,提高气体和粉末温度能进一步增强Ni粒子的变形行为,但不能忽略氧化膜对粒子结合的影响。同时激光处理、热轧、搅拌摩擦加工等新方法为进一步提高涂层质量提供了不同的解决方案。
表2 现有冷喷涂Ni涂层部分文献主要结果[24,31,45,60,63,66,71]
Table 2
Powder: GA-Ni with an average particle size of 35 μm;
substrate: grit blasted low carbon steel
N2; 2.5 MPa; 600oC
Powder preheating temperature (oC):
300, 400, 500, 600
500oC: (274 ± 19) HV0.1, DE: 95%
600oC: (278 ± 15) HV0.1, DE: 90%
[60]
Powder: 26-44 μm GA-Ni;
substrate: grit blasted low carbon steel
N2; 2.5 MPa; 600oC
He; 1.5 MPa; 600oC
N2: 275 HV0.1, DE: 90%
He: 313 HV0.1, DE: 20%
Powder: 20-30 nm GA-Ni;
substrate: grit blasted Al
Powder: GA-Ni and E-Ni with an average particle size of 34 and 31 μm;
substrate: 1Cr18Ni9 stainless steel
N2; 2.8 MPa; 400oC
GA-Ni: undeposited
E-Ni : (605 ± 13) HV0.3, DE:73%
[24]
Powder: E-Ni with an average particle size of 34 μm;
substrate: grit blasted 410 stainless steel
N2; 2.8 MPa;
gas temperature (oC): 350, 400, 450
350oC: 153 HV0.3, DE: 43.4%
400oC: 194 HV0.3, DE: 73.3%
450oC: 201 HV0.3, DE: 79.7%
[63]
Powder: 10-45 μm GA-Ni
substrate: Al; the surface treatments are polish, ground, grit-blast (2.5 μm), and grit-blast (6.5 μm)
Bonding strength: 30 MPa;
25 MPa; 15 MPa; 18 MPa
[66]
Powder: 20-40 μm GA-Ni
substrate: grit blasted low carbon steel
N2; 3.6 MPa; 700oC
heat treatment temperature: 600oC
As-sprayed: 238 HV0.3
Heat-treated: 124 HV0.3
[71]
镍合金具有高的高温强度,及良好的抗氧化、抗腐蚀、疲劳性能和断裂韧性等。冷喷涂作为一种新型的涂层制备工艺,为Ni-金属复合涂层在工业中的应用提供了新的途径。
在过去的几十年里,防护涂层越来越多地用于锅炉、燃气轮机及其他腐蚀环境中。但传统的防护涂层在高温环境下对镍基合金的附着能力差,使构件的使用寿命大大降低。石仲川等[75]采用机械合金化法制备了Zn-Ni混合粉末,并成功在300M高强钢表面沉积了Zn-Ni复合涂层,其中Ni的质量分数为15%左右。冷喷涂Zn-Ni复合涂层孔隙率约为0.4%;相比之下,火焰喷涂的孔隙率一般为10%~20%,电弧喷涂孔隙率一般为10%左右,等离子喷涂一般为2%~5%[76]。Zn-Ni复合涂层的显微硬度为70.8 HV0.49,结合强度约为40 MPa;同时,冷喷涂Zn-Ni复合涂层具有良好的抗热腐蚀性能。Kalsi等[77]采用冷喷涂制备了NiCrAlY涂层,热腐蚀研究发现,涂层表面Cr2O3的形成为基体提供了良好的热腐蚀保护。Kaur等[78]采用冷喷涂在T22和SA516锅炉钢表面沉积了预合成的纳米晶Ni-20Cr合金粉末,与T22和SA516钢相比,冷喷Ni-20Cr涂层的显微硬度(586 HV)提高了3倍左右。此外,冷喷Ni-20Cr涂层能明显提升T22和SA 516锅炉钢的抗热腐蚀性能[79]。Singh等[80]采用冷喷涂在Superni 75上同样得到了具有良好热腐蚀性能的Ni50Cr涂层。
以上研究均表明冷喷涂工艺是沉积高温耐腐蚀涂层的有效替代方法,但Song等[81]分别采用冷喷涂(CS)、超音速氧燃料火焰喷涂(HVOGF)、超音速液体燃料火焰喷涂(HVOLF)和激光熔覆(LC)将商用气体雾化Ni50Cr粉末喷涂到电站用合金上,发现激光熔覆涂层的耐腐蚀性能最好,而冷喷涂涂层的性能最差,造成这种现象的主要原因是冷喷涂Ni50Cr涂层的孔隙率相对较大,影响了涂层的耐腐蚀性能。Ma等[82]通过优化冷喷涂工艺参数制备了高性能Inconel 718镍基高温合金涂层,发现He气作为工作气体时孔隙率为0.21%,而相同条件下N2涂层的孔隙率为1.84%。Poza等[83]研究发现,对冷喷涂Inconel 625涂层进行激光重熔处理,同样可以显著降低涂层孔隙率,但过高的热输入会影响涂层与基体的结合强度,因此需要合理控制激光重熔过程中的热输入。Podrabinnik等[84]发现激光辅助冷喷涂技术不仅能够有效降低Ni-Al复合涂层孔隙率,同时还能促进Ni-Al金属间化合物的形成,从而进一步提升了涂层的耐腐蚀性能。此外,Cavaliere等[85]采用不同冷喷涂条件在碳钢基体上制备了Diamalloy 1005和Diamalloy 1060镍基高温合金涂层,通过优化工艺参数,涂层孔隙率最低可降至0.1%。由此可见,通过优化冷喷涂工艺参数或结合其他工艺,能够显著提高镍基高温合金的耐热腐蚀性能,但该过程需要综合考虑,尽可能不影响涂层的整体性能。
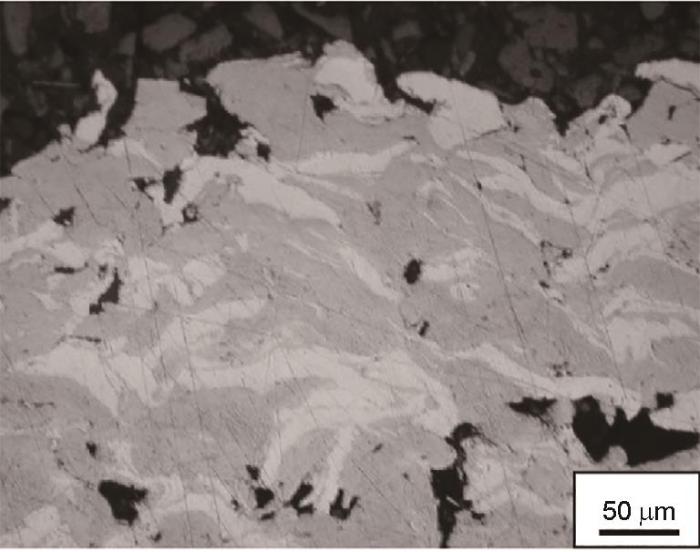
冷喷涂Ni-金属复合涂层除了作为保护涂层外,还可以作为其他功能涂层。Tria等[86]采用机械合金化法,制备了Ni-50Ti粉末,并通过冷喷涂成功沉积得到了具有形状记忆功能的Ni-Ti涂层。发现涂层呈现出由交替扁平的Ni和Ti颗粒组成的多层结构(图13[86]),涂层的显微硬度为(224.7 ± 20.9) HV0.2。Xie等[87]采用湿法冶金工艺制备了Ni包覆FeSiAl颗粒复合粉末,并分别采用冷喷涂和超音速火焰喷涂(HVOF)制备出软磁复合材料涂层,结果表明,HVOF沉积过程中FeSiAl颗粒的沉积效率较高,涂层具有更好的磁性能,但冷喷涂层硬度为(338 ± 32) HV0.3,明显高于HVOF涂层的(268 ± 53) HV0.3,同时冷喷涂层表现出更好的耐磨损性能。部分上述文献的工艺参数和涂层参数如表3[71,79,80,85~87]所示。
图13 50Ni-50Ti涂层截面显微组织的OM像[86]
Fig.13 Cross-sectional OM image of 50Ni-50Ti coating[86]
表3 部分冷喷涂镍基复合涂层结果[71,79,80,85~87]
Table 3
Preparation
condition
Powder 1: 35-87 μm Ni-coated Fe-9.6%Si-5.4%Al
(FeSiAl 62%)
powder 2: 28-58 μm; FeSiAl 60%;
substrate: stainless steel
Compressed air;
2.6 MPa, 550oC;
2.6 MPa, 620oC;
3.0 MPa, 620oC;
3.0 MPa, 650oC
Hardness (HV0.1):
powder 1: 350, 340, 330, 335
powder 2: 280, 275, 273, 269
[87]
Powder: NiCra;
NiCr + 50 Al2O3b;
NiCr + 30WC-Co-Crc
substrate: carbon steel
N2; 700oC; 3.6 MPaa,
3.9 MPab,
3.7 MPac
Hardness: 238 HV0.3a;
398 HV0.3b;
340 HV0.3c
[71]
Powder: 50Ni-50Ti
substrate: carbon steel
Compressed air;
2.7 MPa;
510oC
Coating thickness: 20-30 μm
hardness: (224.7 ± 20.9) HV0.2
[86]
Powder: Ni-20Cr
substrate: SA 516 boiler steel
Compressed air;
1.9 MPa;
450oC
Coating thickness: (250 ± 12) μm
hardness: 586 HV
[79]
Powder: Ni-50Cr
substrate: Superni 75
N2;
3.0 MPa;
600oC
Coating thickness: 298 μm
porosity: 0.875%
hardness: 533.5 HV
[80]
Powder 1: Diamalloy 1005 alloy;
powder 2: Diamalloy 1060 alloy
substrate: carbon steel
N2;
4.0 MPa;
800oC;
spraying distance: 40 mm
Powder 1:
coating thickness: (497 ± 39) μm
porosity: 0.21% ± 0.1%
hardness: (6.4 ± 0.5) GPa
powder 2:
coating thickness: (346 ± 23) μm
Porosity: 1.5% ± 0.2%
hardness: (5.7 ± 1.2) GPa
[85]
冷喷涂过程中,在金属粉末中加入陶瓷颗粒可以提高金属涂层的致密性;同时,陶瓷颗粒通过去除金属颗粒表面的氧化物层来活化喷涂表面,提高了沉积效率。另一方面,坚硬的陶瓷颗粒撞击金属颗粒,获得更好的冲击夯实效果。
所新坤等[88]通过机械合金化法制备了金刚石-NiCrAl复合粉末,采用冷喷涂沉积了金刚石增强金属-陶瓷涂层,分析复合涂层的组织结构发现,喷涂过程中粉末的成分及组织结构完全保留到了涂层中。因此,作为增强相,陶瓷颗粒在沉积体中并不会与初始粉末发生反应而引入杂质。Koivuluoto等[71]对冷喷涂镍基金属和陶瓷涂层进行了研究,发现纯NiCr涂层孔隙率较高,随着陶瓷颗粒的加入,孔隙率降低;同时复合涂层的耐腐蚀性能较纯合金涂层明显提高,显微硬度测试表明,加入Al2O3陶瓷颗粒后涂层硬度高达(398 ± 39.8) HV0.3,而普通的NiCr涂层硬度为(247 ± 31.5) HV0.3。随后,Koivuluoto等[89]继续研究了高压冷喷涂NiCu-Al2O3复合涂层的性能,与纯Ni涂层和NiCu涂层相比,Al2O3通过提高涂层的极化电阻,能够进一步提升涂层的耐腐蚀性能。宁先进等[90]采用低压冷喷涂工艺在钛合金表面制备了Ni-cBN防火和耐磨涂层,研究了陶瓷颗粒尺寸对复合涂层中颗粒分布和结合强度的影响,发现较大尺寸的cBN在涂层中分布更为均匀,涂层结合强度(58 ± 8) MPa远大于小尺寸的结合强度(20 ± 1) MPa。分析认为,小尺寸的陶瓷颗粒在Ni粒子界面的分布具有团聚性,从而降低了Ni粒子界面的有效接触。
与初始粉末成分相比,涂层中陶瓷颗粒的含量较低,这是由于在粉末混合物中,陶瓷颗粒的速度与金属颗粒存在差异。Smid等[91]分别对比了机械混合Ni-hBN粉末以及化学镀Ni包覆hBN粉末在Ti-6Al-4V基体上制备的冷喷涂自润滑陶瓷涂层中hBN的含量,结果表明,采用机械混合粉末制备的复合涂层中hBN含量不超过5%,采用化学镀Ni包覆hBN粉末制备的冷喷涂复合涂层中hBN的最大有效含量也仅约为6%。Cavaliere和Silvello[92]发现随着NiCrAl-BN涂层中BN含量的增加,可以加强涂层晶粒细化现象,原因是坚硬的陶瓷颗粒撞击基体和颗粒表面,能够起到加工硬化的作用,使晶粒得到细化。为了获得性能更好的镍基陶瓷涂层,Li等[93]通过水热氢还原法制备出了具有较高硬颗粒体积分数的Ni包覆Al2O3混合粉末(Al2O3体积分数40%),并通过冷喷涂获得了厚度约为1 mm的Ni-Al2O3复合涂层(图14[93]),涂层内Al2O3体积分数明显提高29% ± 6%,涂层硬度为(177 ± 33) HV0.2,明显高于纯Ni涂层的(131 ± 8) HV0.2,基于图像分析的孔隙率约为1.1% ± 0.4%,这个孔隙率水平相当于在空气压力3.0 MPa、温度585℃下,用Ni粉末(5~44 μm)沉积的纯Ni涂层(约0.9%);同时,复合涂层的结合强度为(36 ± 5) MPa,高于纯Ni涂层的结合强度(25 ± 3) MPa。为了得到硬度更高的镍基陶瓷涂层,Singh等[94]制备了75%Cr3C2-25%(Ni-20Cr)高温合金冷喷涂层,发现涂层的硬度平均值约为876 HV。Luo等[95]制备了cBNp/NiCrAl复合涂层,含有体积分数40%cBNp的复合涂层硬度高达(1175 ± 76) HV。
图14 喷涂后Ni-Al2O3复合涂层表面形貌的SEM像[93]
Fig.14 SEM surface morphology of Ni-Al2O3 composite coating after spraying[93]
综合以上镍基陶瓷涂层的研究可以发现,陶瓷颗粒可以明显提高涂层硬度和结合强度,同时陶瓷颗粒弥散强化、加工硬化和基体相晶粒细化效应是目前冷喷涂金属-陶瓷涂层强化的主要原因。但涂层中如果含有过多的大尺寸陶瓷颗粒,会使涂层孔隙率有所增加。因此,为了获得具有良好综合性能的金属陶瓷涂层,还需进一步优化工艺参数。
目前关于冷喷涂Ni及镍基复合涂层的研究主要集中在通过调控工艺参数来提高涂层质量。粉末参数和气体参数是影响粒子沉积行为的决定性因素,喷嘴参数通过影响粒子的加速行为进而对涂层质量产生影响。陶瓷颗粒的加入不仅能提高涂层沉积效率,还能进一步增强涂层的致密性与耐腐蚀性能。
基于目前国内外冷喷涂Ni及镍基复合涂层研究现状分析,认为仍有以下几个方面需要进一步研究:
(1) 冷喷涂过程中,粉末粒径和含氧量对粒子加速和碰撞行为起关键性作用,从而影响粒子沉积所需临界速度和涂层组织与性能。从目前的研究现状来看,还鲜有关于粉末粒径和含氧量对冷喷涂Ni及镍基复合材料涂层质量影响的研究。因此,可以通过实验和有限元数值模拟相结合的方式对粉末粒径和含氧量对粒子加速和碰撞行为进行进一步研究。
(2) 在冷喷涂Ni涂层后处理的研究中,只是探究了退火热处理对涂层性能的影响,缺少冷喷涂技术与其他后处理方式的融合,如激光后处理、热轧、热等静压、原位喷丸以及搅拌摩擦加工等。由于冷喷涂Ni涂层中孔隙的存在限制了其广泛应用,所以,进一步寻找经济高效的涂层后处理方式对于冷喷涂Ni涂层的性能改善显得尤为重要。
(3) 目前对于冷喷涂Ni及镍基复合材料涂层研究主要还停留在实验室阶段,其在工业上的应用还少有报道,所以,开发出简单便携、适应性强的冷喷涂设备对提高其工业应用极具价值。
 ,1, 张正茂1, 徐雅欣1, 宋志国2, 殷硕3
,1, 张正茂1, 徐雅欣1, 宋志国2, 殷硕3
图1
1 Ni粒子临界速度
图2
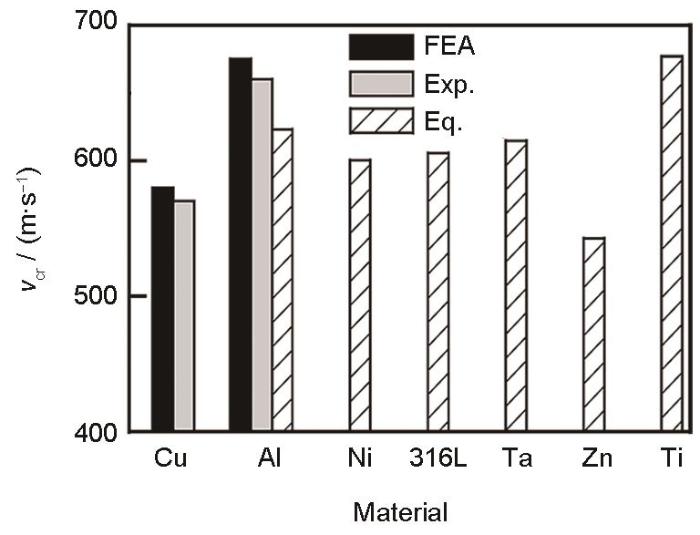
图3
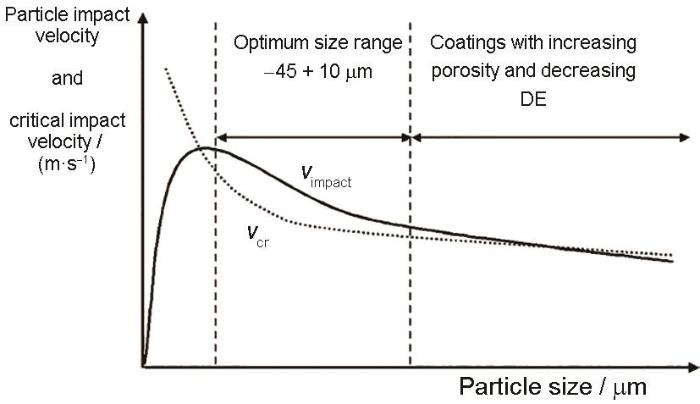
图4
Method
Value / (m·s-1)
Pros and cons
Numerical simulation
576 (Ni/Cu)[28]
Poor accuracy;
620-630 (Ni/Ni)[30]
convenient;
fast and economical
Deposition efficiency
582 (Ni/Cu)[35]
Moderate accuracy and experiment cost;
unable to consider the influence of factors such as particle size in detail
Single particle measurement
512 (Ni/Cu)[35]
The accuracy is the highest;
650-660 (Ni/Ni)[36]
the influence of factors such as size and oxide film can be considered
2 Ni涂层沉积特性和沉积机理
2.1 冷喷涂Ni涂层沉积特性
图5
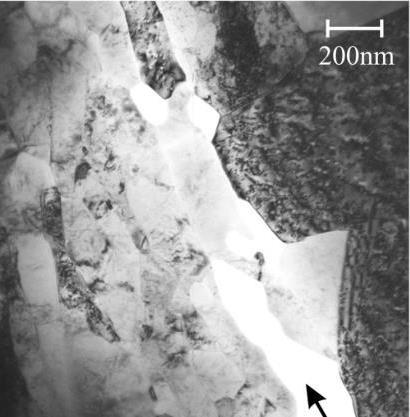
图6
2.2 冷喷涂Ni涂层沉积机理
图7

3 冷喷涂Ni涂层组织与性能调控
3.1 喷涂工艺参数调控
图8
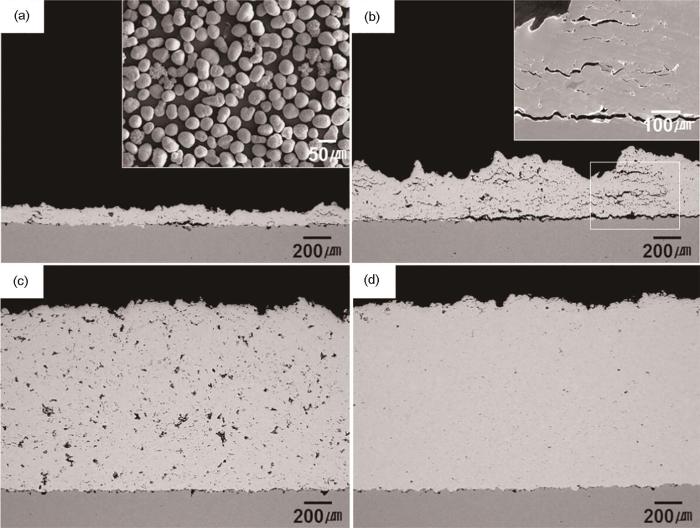
图9
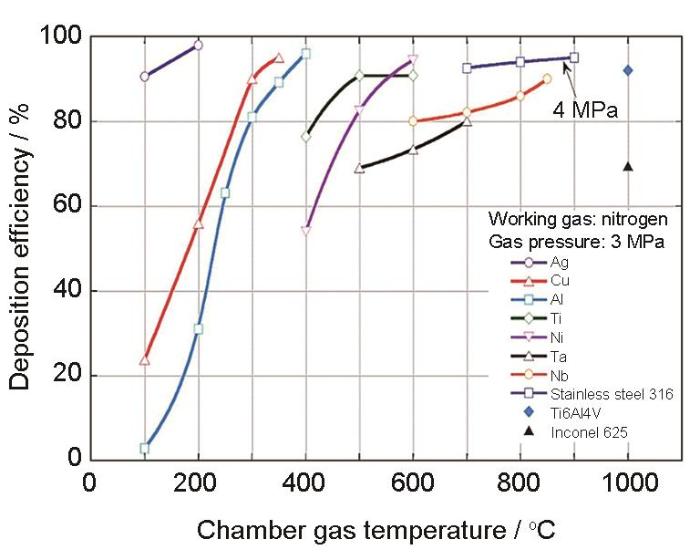
图10
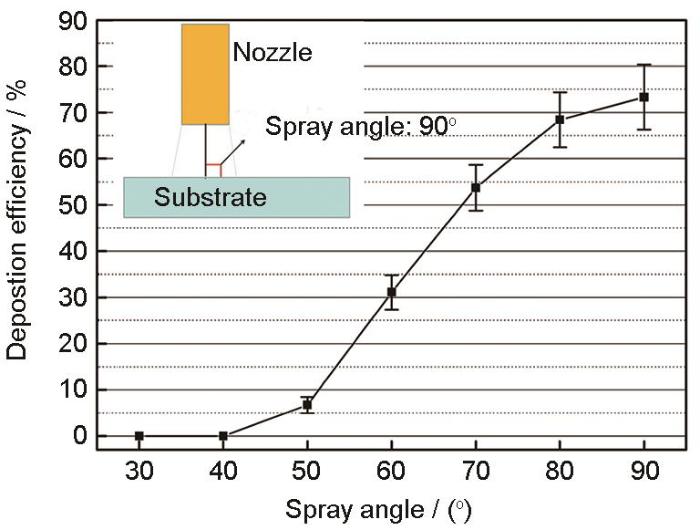
图11
3.2 Ni涂层后处理
图12
Powder/substrate
Preparation condition
Main result
Ref.
[31]
He; 1.7 MPa; 25oC
(605 ± 13) HV300g
[45]
Compressed air; 2.5 MPa; 600oC
4 冷喷涂镍基复合涂层
4.1 冷喷涂Ni-金属复合涂层
图13
Powder/substrate
Main result
Ref.
4.2 冷喷涂Ni-陶瓷复合涂层
图14
5 总结与展望
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
