一代新材料,造就一代新装备,引领一代新产业。我国高温合金由传统的实验研究向实验与计算相结合模式发展,材料基因工程方法已经成功应用于新型高性能合金的研发[1]。但是,高温合金研发与构件制备的整体水平与先进国家仍有较大差距。使用温度700℃以上的航空发动机涡轮机匣等大型结构件用镍基铸造多晶高温合金几乎空白,高温合金大型复杂薄壁铸件精密成型成品率低,组织、缺陷与变形难以控制等。造成上述现象的根本原因在于:我国在高温合金材料研发和构件制备方面,长期依赖于大量经验积累和简单循环试错为特征的“经验寻优”方式,其科学性差、偶然性大,因而造成周期长和成本高。
新一代材料信息学和新一代人工智能技术,正在与材料制备加工技术深度融合,给材料制造业带来新的理念、模式、技术和应用。特别是材料基因工程的数据驱动模式[2],应用智能算法来揭示隐藏在海量数据背后的关联关系,为现有的常规研究增加了新的维度和视角。Qin等[3]通过高通量实验和机器学习算法快速获得了8371组合金成分相组成和信息数据,并建立了高可信度的镍基高温合金物相预测模型。Kirchdoerfer和Ortiz[4]提出了一种数据驱动的计算范式,它与传统的经验材料模型无关。美国能源部已开展了熔模铸造全流程数字化研究,实现了数千个工艺参数的在线监控与数据分析[5]。英国伯明翰大学开展了全流程数字化凝固理论与铸造技术研究[6]。同时,英国罗罗公司[7]在镍基高温合金构件的全工艺流程计算框架的集成计算材料工程方面走在国际前列。此外,英美发动机公司长期坚持与高校等科研机构合作研究[8],成功地制备了大尺寸单晶叶片与机匣承力结构件等核心关键部件,并形成技术封锁与经济垄断。
近年来,我国高温合金的研究也逐渐由传统的实验研究向实验与材料计算相结合的方式发展,如中国航发北京航空材料研究院利用材料基因工程方法,研制出一种与国外典型燃机用单晶合金René N5性能相当的第二代镍基单晶合金DD489[9]。北京科技大学和中南大学分别在材料多层次跨尺度设计与制备新技术、集成高通量实验与计算的材料快速设计技术等材料基因工程方法方面取得显著进展[10,11]。西北工业大学提出了一种数据驱动的集成计算材料工程(ICME)的数字孪生设计范式,可加速先进材料的发现和制造[12,13]。努力变革新型镍基高温合金的研发理念和模式,从而实现新型镍基高温合金研发由“经验指导实验”的传统模式向“理论预测、实验验证”的新模式转变。
本工作主要基于材料基因工程方法和数据集成技术,针对航空发动机涡轮机匣等大型结构件的重大需求,发展镍基铸造高温合金的快速设计方法,研发兼具优良高温力学性能和铸造工艺性能的815℃等级新型镍基铸造多晶高温合金,并针对复杂高温合金铸件的精密铸造成型,开展基于机理模型的正向建模与数据驱动的逆向成型工艺优化建模,实现高温合金铸件质量的精确调控。
1 研究方法
1.1 镍基铸造高温合金成分设计策略
镍基高温合金的力学性能主要取决于强化相的种类、析出量及其组织稳定性,而铸造合金则要考虑凝固温度区间、热处理工作窗口等工艺问题。上述影响因素都可以通过热力学相图计算,或者在其基础上进一步处理来得到[14,15]。高通量计算的目的则在于通过对大范围的合金成分的热力学相图性质进行计算,通过前述感兴趣的影响因素进行判断分析,确定合适的合金成分或缩小成分范围,从而削减传统高温合金“炒菜式”设计的工作量,缩短研发周期。
为此本工作以Thermo-Calc/DICTRA 2017a热动力学计算软件包和相应的镍基数据库为核心,建立了一套满足镍基铸造高温合金开发的高通量并发式热动力学模拟软件系统。该系统实现框架如图1所示。硬件平台为基于CentOS的Rocks 5.0 Linux集群,目前包含1个主节点和13个子节点,共54核心。软件由2部分组成,一是作为系统底层的Thermo-Calc/DICTRA 2017a软件包,二是自行编写的高通量计算扩展软件,2者通过前者提供的TCAPI接口实现交互。计算扩展软件由主程序和脚本组成,主程序由C语言编写,通过TCAPI调用Thermo-Calc/DICTRA计算引擎进行计算,通过Intel MPI并行库实现作业分发及并行计算;脚本主要基于Python实现,完成计算合金成分生成、数据提取、数据筛选等前后处理功能,从而将整个计算流程相互衔接,实现自动化计算。其中成分自动生成脚本支持从材料定义文件中读入材料类型和成分散点设置,并支持和JMatPro数据输入文件的双向兼容,从而可以进行2种热力学软件的双重验证。数据提取脚本则主要是从计算的性质图(相析出随温度变化图)中提取初熔点(Tm)、凝固温度区间(ΔT)、拓扑密堆(TCP)有害相和强化相析出区间和百分比等特征参数,如图2所示。数据筛选脚本负责从提取的海量数据集中根据预设的专家规则或判据集进行筛选比较,给出最优化成分。该系统的峰值计算能力为每小时可进行约1800个性质图计算,在可用数据库支持下该系统也可用于其他类型的合金开发。
图1

图1 新型镍基铸造高温合金热动力学模拟软件系统框架
Fig.1 Framework of thermodynamic/kinetic simulation software for novel cast nickel-based superalloys
图2
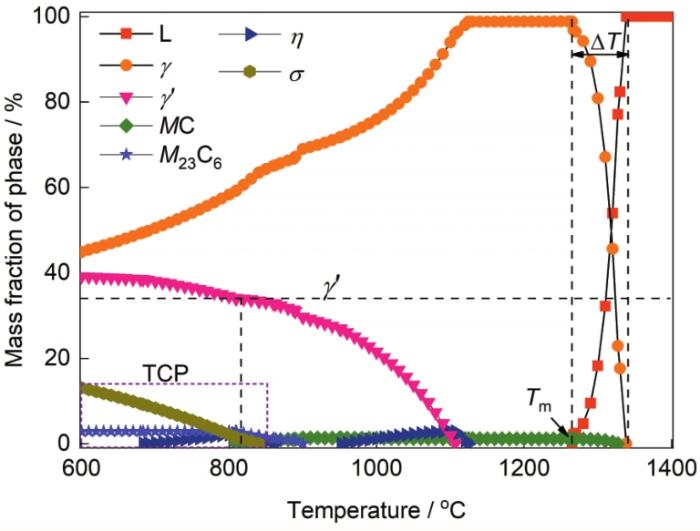
图2 典型性质图和特征参量
Fig.2 Typical property diagram and illustrated feature parameters (Tm—melting point, TCP—topologically closed-packed, ΔT—solidification temperature range)
为简化计算和避免热力学数据库的不完备造成的困扰,高通量计算模拟时未考虑C、B、Mg等微量元素。对于815℃等级后机匣用铸造高温合金所考察的具体合金成分范围如表1所示,系按照调研的国内外铸造镍基高温合金典型成分范围制定,且在成本可接受范围内放宽Co含量,每个元素给出了最小值、最大值以及变化的步长,此外还有一些约束条件,通过成分自动生成脚本可生成5203515种基础成分以供计算。所用典型筛选判据包括:① 初筛判据,如凝固性质要求初熔温度Tm不低于1200℃,糊状区ΔT小于100℃;强化相则要求815℃下γ′相介于30%~65% (质量分数);TCP有害相则要求600~1000℃内不高于0.01%。② 精筛判据,分别基于相对蠕变速率[16]和表面环境抗性模型[17],对长时力学性能和抗氧化性能进行筛选。
表1 高通量合金成分计算范围 (mass fraction / %)
Table 1 Composition range for high-throughput computation
|
Element
|
Min.
|
Max.
|
Step
|
|
Cr
|
10
|
25
|
1
|
|
Al
|
0
|
6
|
1
|
|
Ti
|
0
|
6
|
1
|
|
Co
|
15
|
30
|
1
|
|
Mo
|
0
|
11
|
1
|
|
W
|
0
|
15
|
1
|
|
Nb
|
0
|
6
|
1
|
|
Ni
|
40
|
70
|
-
|
|
Al + Ti
|
0
|
10
|
1
|
|
Mo + W
|
0
|
15
|
1
|
新窗口打开| 下载CSV
1.2 基于数据驱动的铸造工艺设计
1.2.1 基于数据驱动的尺寸误差建模方法
熔模精密铸造具有工艺流程长、影响因素多的特点,有三大关键工序对铸件的尺寸和变形影响较大,分别为蜡模成型、型壳制备和铸件凝固[18,19]。实现复杂铸造系统尺寸误差定量控制,首先要开展全流程尺寸误差建模,构建仿真流程自动化和标准化,实现复杂铸造系统全流程尺寸误差集成计算。基于集成计算材料工程的铸造工艺设计系统框架如图3所示。首先,建立蜡模注射过程、型壳焙烧过程、铸件凝固过程的变形计算模型[20,21],然后建立铸件浇注系统几何形状的参数化模型,最后,基于试验设计,建立复杂铸造系统全流程尺寸误差的变形模型,实现尺寸误差的准确计算。
图3

图3 基于集成计算材料工程的(ICME)铸造工艺设计
Fig.3 Integrated computational materials engineering (ICME) for casting design (CAD—computer aided design, PVT—pressure-specific volume-temperature )
借助近似模型代理可以用易于求解的模型来描述设计变量和响应之间的潜在关系,并且该模型也可以用来预测未知点的响应,从而以较少的仿真消耗建立响应空间,再加上多目标优化算法,这种近似模型协同多目标优化策略有助于加速寻优过程,大大降低局部最优解的可能。如图4所示,该方法包括:多参数设计→响应数据库→近似模型优化→新模型等,实现了软件平台仿真流数据的自动传递和共享。该数据驱动控制方法对于提高铸件尺寸精度控制具有重要意义。针对复杂薄壁铸件尺寸精度控制关系模型,主要包括蜡模注射成型工艺与尺寸关系、凝固变形过程中工艺参数与尺寸精度关系[22,23],以环套环典型铸件为研究对象,结合试验设计和多目标遗传算法NSGA-II技术,实现软件多工艺参数的自动仿真、建模及多目标优化,最后利用试验件的检测尺寸验证模型准确性。
图4

图4 精密铸造中基于数据驱动框架的变形预测模型
Fig.4 Data-driven framework for prediction of distortion of investment casting (PA—pattern allowance, RSM—response surface methodology, RBF—radial basis function, DOE—design of experiment, AlloyTemp and ShellTemp—temperatures of alloy and shell)
确立注射成型关键工艺参数为:保压压力、保压时间、注射速率、注射温度。因此在试验设计中,设计变量记为:X = [Packing pressure, Packing time, Injection speed, Injection temperature],具体变量范围如表2所示。输出结果Y = [缩松体积(Volume shrinkage), 翘曲(Warpage)]。设计变量采用优化的Latin超立方(Latin hypercube sampling)试验设计,并通过自动化数值模拟获得对应24组的仿真结果数据。
表2 用于蜡模尺寸误差仿真的设计变量及其区间
Table 2 Design variables for dimensional error simulation of wax pattern and each range
|
Parameter
|
Packing pressure / MPa
|
Packing time / s
|
Injection speed / (cm3·s-1)
|
Injection temperature / oC
|
|
Upper bound
|
0.5
|
10
|
30
|
62
|
|
Lower bound
|
5
|
45
|
300
|
70
|
新窗口打开| 下载CSV
针对凝固变形过程中工艺参数与尺寸精度的关系,设计变量X包括:合金浇注温度(alloy temperature,AlloyTemp),型壳预热温度(shell temperature,ShellTemp),收缩补偿率(pattern allowance,PA);优化目标是平均直径(aveage diameter,D_Ave)和椭圆度(ovality),记作Y = [D_Ave,Ovality]。采用优化的拉丁超立方设计了24组实验设计样本点用于构建空间模型,在建立近似模型过程中,设置了600组试验点用于构建响应面数据集。采用优化的Latin超立方试验设计(DOE)获得24组仿真结果,设计变量范围如表3所示。
表3 用于凝固变形仿真的设计变量及其范围
Table 3 Design variables for solidification deformation simulation and each range
|
Parameter
|
AlloyTemp / oC
|
ShellTemp / oC
|
PA
|
|
Upper bound
|
1600.00
|
1100.00
|
0.02
|
|
Lower bound
|
1450.00
|
900.00
|
0
|
新窗口打开| 下载CSV
1.2.2 基于数据驱动的缩松缺陷建模方法
如图5所示,为数据驱动的缩松缺陷与铸造工艺设计框架,利用Python脚本搭建集成计算软件流,具体包括计算机辅助设计(CAD)三维模型-网格划分-边界条件-材料热物性参数设置-计算仿真-结果提取并建立数据集;搭建数据流,主要包括数据集-近似模型-优化工艺过程。
图5

图5 基于数据驱动的缩松缺陷与铸造工艺设计框架
Fig.5 Data-driven framework for prediction of porosity and process design in investment casting (HTC—heat transfer coefficient)
设计输入变量包括:冒口直径,冒口高度,合金浇注温度,型壳温度,界面换热系数;输出目标:铸件工艺出品率最大与冒口内缩松距铸件距离最小,目标重要性按1∶1分配。根据5个输入变量的设计空间,采用归一化法平均权重,应用Latin超立方采样技术设置了64组DOE试验候选点,然后利用集成的软件流自动建模、网格换分、参数设置、边界条件设置及自动提取结果。设计变量空间如表4所示。
表4 用于预测缩松缺陷的设计变量及其区间
Table 4 Design variables for prediction of porosity and each range
|
Parameter
|
Diameter
|
Length
|
AlloyTemp
|
ShellTemp
|
HTC
|
|
|
mm
|
mm
|
oC
|
oC
|
W·m-2·K-1
|
|
Upper bound
|
40.00
|
50.00
|
1600.00
|
1100.00
|
900
|
|
Lower bound
|
20.00
|
20.00
|
1450.00
|
900.00
|
750
|
新窗口打开| 下载CSV
1.3 实验方法
(1) 高温合金母合金熔炼。根据优选出的SJTU-1合金名义成分进行母合金制备,采用2500 kg真空感应炉进行熔炼,坩埚为1 T坩埚,浇铸出直径为120 mm、重量为100 kg的铸棒,如图6a。
图6

图6 母合金铸棒、力学性能试棒以及环套环典型铸件形状与尺寸
Fig.6 Master alloy ingot (a), testing specimens (b), and shape and dimensions of a typical casting (unit: mm) (c)
(2) 力学性能试棒制备。新型铸造多晶高温合金力学性能试棒的制备采用25 kg真空感应炉,将母合金棒重熔后,浇注入陶瓷模壳。力学性能试棒的热处理采用纳博热(Nabertherm)热处理炉,热处理制度为:固溶处理,保温温度1175℃、保温4 h、空冷;中温时效处理,保温温度1000℃、保温4 h、空冷;低温时效处理,保温温度870℃、保温16 h、空冷。力学性能试棒如图6b。
(3) 力学性能测试方法。对合金力学性能试棒进行室温拉伸、815℃拉伸,以及815℃、400 MPa持久性能测试,所用测试方法分别为GB/T 228-2002、GB/T 4338-2006、GB/T 2039-1997。
(4) 典型铸件实验方法。实验材料为SJTU-1镍基高温合金,数值模拟中使用的合金的所有热力学性质用JMatPro计算得到,液固糊状区参数为Gleeble3800热模拟机实验获得,壳体材料为耐火莫来石,厚度为6 mm,铸件为典型的航空发动机环套环结构,具体尺寸如图6c所示。型壳预热温度1000℃,浇注温度1520℃,浇注时间3 s。
2 结果与讨论
2.1 镍基铸造高温合金高通量成分设计与制备
经过初筛和精筛,从520万余组成分中分别缩减到22398和842组成分可满足要求,进一步选出20%~30%Co和15%~20%Co 2类合金中相对蠕变速率最低的合金,得到的2组合金基础成分具体见表5,其蠕变性能经JMatPro 8.0评估发现,在400 MPa以下应力范围内Alloy 1优于Inconel 939,Alloy 2则和Inconel 738LC极为接近,如图7所示。
表5 筛选出的合金基础成分 (mass fraction / %)
Table 5 Screened basic alloy compositions
|
Alloy
|
Ni
|
Co
|
Cr
|
Al
|
Ti
|
Nb
|
W
|
Mo
|
|
1
|
44
|
30
|
15
|
4
|
1
|
2
|
4
|
0
|
|
2
|
54
|
20
|
15
|
3
|
3
|
0
|
5
|
0
|
新窗口打开| 下载CSV
图7
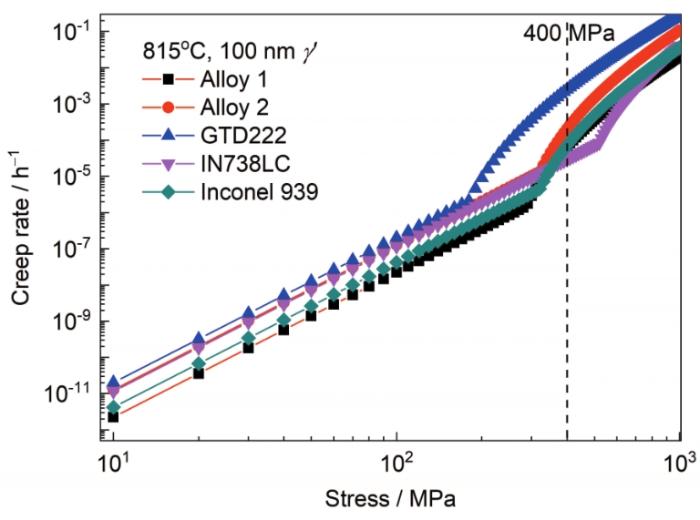
图7 筛选合金与几种典型铸造合金蠕变性能对比(JMatPro模拟结果)
Fig.7 Creep performance of screened alloys and several typical cast superalloys (evaluated by JMatPro)
在Alloy 1和Alloy 2的理论计算成分上添加适量的C、Mg、B后,采用真空感应熔炼+真空自耗工艺进行了第一轮小锭试制,规格为直径100 mm、25 kg。铸态合金呈典型的枝晶组织,见图8a和c。在合金热力学分析和热处理实验基础上确定了合金初熔温度,证实其与理论设计值1200℃相差不远,因含碳而稍低,高Co合金(Alloy 1)要高于中Co合金(Alloy 2)。Alloy 1和Alloy 2分别在1200和1175℃固溶时会出现部分晶界宽化的初熔迹象,如图8b和d中黑色箭头所指。对枝晶间组织的分析表明(如图9所示),除花状γ/γ'共晶外,还有部分不规则且尺寸在微米级的MC型碳化物析出(见图9中白色箭头所指),其中M在Alloy 1中以Nb、Ti为主(图9d),Alloy 2则以Ti、Cr为主(图9e),这与2种合金的成分特点和凝固行为有关,Alloy 1含2%Nb (质量分数,下同)、1%Ti,Alloy 2则为3%Ti,在γ枝晶生长过程中Al、Ti和Nb等γ'形成元素被排出到枝晶间产生偏析富集,最终凝固时形成共晶和碳化物。
图8

图8 Alloy 1和Alloy 2的SEM像
Fig.8 SEM images of Alloy 1 (a, b) and Alloy 2 (c, d)
(a, c) as-cast (b, d) after solid solution
图9

图9 Alloy 1和Alloy 2的枝晶间共晶形貌,及γ/γ'共晶、MC碳化物的EDS分析
Fig.9 Interdendritic eutectics of Alloy 1 (a) and Alloy 2 (b), and EDS analyses (atomic fraction, %) of γ/γ' eutectics (c) and MC carbides of Alloy 1 (d) and Alloy 2 (e)
初步评估表明Alloy 1更有发展潜力,为此在首轮试验基础上对其C含量进行了调整,并最终定型为SJTU-1合金,其各项力学性能指标均达到或超过设计指标要求。图10a为室温及815℃该合金拉伸性能曲线,抗拉强度(Rm)分别为1132和816 MPa,在室温下表现出相当高的塑性(断后伸长率A = 15.2%)和长加工硬化阶段,高温下塑性则有明显下降(A = 10.0%),但仍达到要求;图10b为815℃、400 MPa蠕变曲线,持久寿命分别为77.4和154.2 h,大于考核指标39 h,从中可见尽管SJTU-1数据有一定的分散性,但仍远优于对标的Inconel 939合金。
图10

图10 SJTU-1合金典型性能曲线
Fig.10 Typical mechanical property curves of SJTU-1 alloy (Rm—ultimate tensile strength, Rp0.2—yield strength, A—elongation)
(a) tensile tests at room temperature (RT) and 815oC
(b) creep at 815oC and 400 MPa
2.2 基于集成计算与数据驱动的铸造尺寸精度控制研究
2.2.1 蜡模注射成型工艺-尺寸映射关系
图11a为翘曲变形的优化历程,在优化前期,翘曲变形波动较大,结果尚未收敛,在Runs = 200以后,翘曲变形平缓,最后收敛。图11b为最小翘曲优化历程,可以看出,翘曲优化结果聚集在最小缩松 = [6.0, 6.2],最小翘曲 = [1.22, 1.21]的范围内,优化结果分布在帕累托(Pareto)界面前沿。
图11

图11 蜡模注射成型优化结果
Fig.11 Optimization results of the injection process of wax pattern (unit: mm)(a) optimization process (b) minimum warpage optimization
图12给出了各工艺参数之间的关系矩阵。可以看出,保压压力对体积收缩和翘曲变形的影响较大,与保压时间、注射速率和注射温度相比,保压压力与体积收缩和翘曲相关性较高。另外,注射温度和保温时间相关度较低,是因为注射温度主要与蜡料的流动性相关,而蜡模凝固后,保温时间的延长对蜡模没有影响。
图12

图12 蜡模注射成型工艺参数之间的关系矩阵
Fig.12 The relation matrix among the process parameters of wax pattern
图13所示为蜡模注射工艺参数与体积收缩率和翘曲变形尺寸响应之间的二维响应面模型。通过图13a~c色差图可以看出,降低注射速率、提高保压压力有助于降低蜡模体积收缩率。注射速率降低,蜡料与模具接触时间长,冷却快,先进去的蜡料收缩,后进去的蜡料对先进去的蜡料进行补缩,最终蜡模体积收缩就小。保压压力增大,更多的蜡料熔体在保压阶段挤入模具对蜡模进行补缩,最终蜡模的体积收缩就降低。对于翘曲变形如图13d~f,注射温度越高,保压压力越大,翘曲变形越小。这是因为注射温度越大,蜡料流动性越好,充型能力越强,当注射充型即将完毕时,压蜡机的控制方式由注射速率转变为压力控制,适当的保压压力一方面有助于熔体压实,另一方面在冷却过程有助于残余应力释放,进而降低翘曲变形,但过大的保压压力会造成飞边胀模。注射速率对于降低翘曲变形和体积收缩表现出不同的行为,因此,为了同时获得较小的翘曲变形和体积收缩的蜡模,需要折中设置注射速率。保压时间对于翘曲变形和体积收缩的影响没有注射速率显著。
图13

图13 蜡模注射成型工艺参数之间的二维响应面模型
Fig.13 Two-dimensional response surface model among injection process parameters of wax pattern
(a) volume shrinkage response surface of injection speed combine with packing time
(b) volume shrinkage response surface of injection temperature combine with packing time
(c) volume shrinkage response surface of injection speed combine with packing pressure
(d) warpage response surface of injection speed combine with packing time
(e) warpage response surface of injection temperature combine with packing time
(f) warpage response surface of injection speed combine with packing time
2.2.2 高温合金铸件工艺-变形尺寸关系研究
应用响应面模型拟合了工艺参数与铸件平均直径、椭圆度的回归方程如下:
(1)(2)
其中,是合金浇注温度;是型壳预热温度;是收缩补偿率;Y1为平均直径;Y2为椭圆度。上述2个方程的决定系数(R2)分别为0.9651和0.9025,表明该模型具有很高的相关性和可靠性。
图14给出了铸造工艺参数对铸件尺寸误差的贡献度。水平线上方的值表示输入对输出为正效应,而负值则显示相反的效应。结果表明,型壳预热温度是决定椭圆度最有影响力的因素,而合金浇注温度和收缩补偿率分别排名第二和第三。但是,型壳预热温度对平均直径的影响不同。为了减小铸件的平均直径和椭圆度,型壳预热温度对铸件尺寸质量的影响最大,其他温度对铸件尺寸质量的影响较小或负面,所以在实际生产过程中,必须提高型壳预热温度,以保证铸件尺寸精度与轮廓度。
图14

图14 铸造工艺参数对铸件尺寸误差的贡献度
Fig.14 The effects of the inputs on the outputs of dimension quality of casting (D_Ave—aveage diameter)
合金浇注温度、型壳预热温度和收缩补偿率关于平均直径和椭圆度的二维相互作用关系结果,如图15所示。相关性分析揭示输入和输出的表层关系,挖掘其内在隐藏关系,直接明了揭示各工艺参数之间的交互关系从而挖掘模型潜在工艺参数关系。从图15a~c可以看出,型壳预热温度显著影响铸件中平均直径的大小。也就是说,合理控制型壳预热温度,能够有效控制铸件凝固过程中的尺寸精度。图15d~f可以看出,合金温度与型壳温度要相互配合好,2者温差太大,收缩差异大,椭圆度变大;收缩率在1.5%附近,型壳温度在1100℃,椭圆度趋势变小。
图15

图15 铸造工艺参数对平均直径和椭圆度的2D关系图谱
Fig.15 2D interaction effects of the process parameters for average diameter and ovality
(a) average diameter response surface of shell temperature combine with alloy temperature
(b) average diameter response surface of PA combine with shell temperature
(c) average diameter response surface of alloy temperature combine with PA
(d) ovality response surface of shell temperature combine with alloy temperature
(e) ovality response surface of PA combine with shell temperature
(f) ovality response surface of alloy temperature combine with PA
由合金浇注温度、型壳预热温度和收缩补偿率构建的三维响应面如图16所示。响应面的曲率反映了因子对响应值的权重,曲率越大表明权重越大,影响越显著。从图16a~c可以看出,较高的浇注温度、较高的型壳预热温度和较高的收缩补偿率导致浇注过程中平均直径收缩最小。从图16a中还发现,收缩补偿率显著影响铸件变形中的直径变化。在图16d~f中显示了合金浇注温度、型壳预热温度和收缩补偿率对椭圆度的相互作用,结果表明:型壳温度越高,椭圆度变化越小。显然,图16a~c中表面的曲率大于图16d~f中表面的曲率。此外,应注意的是型壳预热温度和收缩补偿率的协同关系有助于减小铸件平均直径,从而间接增大铸件收缩率,优化结果为:浇注温度1500.5℃,型壳预热温度1052.5℃,收缩补偿率1.7258%,直径300.013 mm,椭圆度0.64318 mm。综上所述,对于平均直径,各因素的影响排序为:型壳预热温度>合金浇注温度>收缩补偿率;而对于椭圆度,各因素影响顺序为:型壳预热温度>收缩补偿率>合金浇注温度。
图16
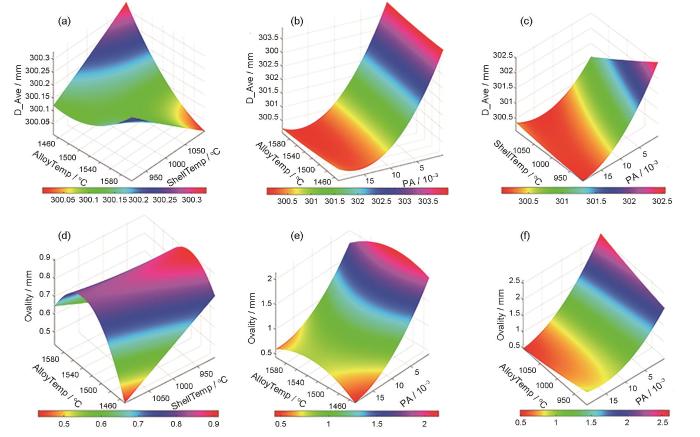
图16 输入与平均直径和椭圆度之间的3D关系
Fig.16 3D interaction effects of the inputs for average diameter (a~c) and ovality of investment casting (d~f)
2.3 基于集成计算与数据驱动的铸造冒口设计
基于数据驱动的冒口设计方法能够显著加速铸件研发,提高产品质量,降低产品缩松缩孔缺陷[24,25]。进行了64组DOE仿真模拟,利用计算仿真数据集建立基于径向基函数神经网络的数学模型,用来构建输入与输出之间的黑箱关系。并且采用回归模型构建输入和输出的数据模型:
(3)
在回归模型中,自变量为冒口直径X1,冒口高度X2,合金浇注温度X3,型壳预热温度X4,界面换热系数X5,因变量为冒口内缩松距铸件距离和工艺出品率。采用统计学中R2来评价响应面模型准确性[25],模型评价指标R2的值分别为0.865和0.951,说明该模型可以定量地预测精密铸造过程中冒口内缩松到铸件上表面距离和铸件工艺出品率。采用多目标优化算法NSGA II,针对铸件工艺出品率和铸件冒口内缩松距铸件上表面距离等2个目标进行优化。冒口内缩松到铸件上表面的距离称为安全距离,通常设置为冒口高度的10%[26],由于采用模数法计算的冒口高度为50 mm,因此本工作将安全距离设置为5 mm。定量描述输入对输出的影响能力(也称为贡献率)能够更好地帮助设计和优化浇注系统,尤其是冒口尺寸设计,这对于提高铸件工艺出品率具有重要意义。图17给出了输入参数(工艺参数和结构参数)对输出目标的贡献规律。结果表明,型壳预热温度对于出品率贡献最大,升高型壳预热温度,能够提高铸件工艺出品率。
图17

图17 工艺参数和结构参数对铸件工艺出品率和安全距离的影响
Fig.17 Effects of the input on the casting yield and safe margin of riser
冒口直径在一定程度上对铸件出品率有积极的影响,说明2者的贡献在浇注过程对于提高铸件出品率中不可忽视。相反,对于冒口距铸件表面的距离而言,其贡献表现出与出品率相反的趋势:合金浇注温度越高,缩松到铸件表面距离越小,铸件中越有可能产生缩松。将工艺参数对出品率的影响作一个排序:型壳预热温度>冒口直径>合金浇注温度>冒口高度>界面换热系数;对于冒口内缩松到铸件表面的距离的影响:冒口直径>合金浇注温度>型壳预热温度>冒口高度>界面换热系数。最后基于多目标优化得到的优化工艺参数按上述排列为:24.94 mm,30.87 mm,1598.65,1050.45,5.01 mm,900 W/(m2·K)。
为了验证基于数据驱动的冒口设计模型的准确性,开展了实验结果与优化结果的对比实验。图18b左侧为数据驱动方法设计后的实际铸件,右侧为传统模数法设计后的实际铸件,图18a和c分别为这2种铸件冒口横截面图。模数法设计的铸件出品率仅为33.75%,数据驱动方法为48.62%,试验验证后出品率达到47.14%,试验验证工艺出品率提高13.39%。实验结果显示,随着冒口尺寸的减小,铸件冒口内的缩松体积也逐渐减小,并且缩松位于铸件冒口内,缩松距铸件上表面的距离也减小,这表明基于数据驱动的冒口设计优化的结果与实验结果之间十分吻合,验证了数据驱动冒口设计方法的准确性和可靠性。
图18

图18 实际被测样品
Fig.18 The measured specimens
(a, c) cross-sectional morphologies of the riser by optimal solution (a) and modulus method (c)
(b) castings by the two methods
3 结论
(1) 在计算热力学基础上开发了一种基于并行化、流程化自动数据提取的材料快速设计新方法,提出了针对镍基铸造高温合金的筛选判据,采用该方法实现了百万级合金成分的高通量成分筛选,研发出了815℃、400 MPa条件下持久寿命高于国外同类合金的新型铸造多晶高温合金。
(2) 以航空发动机机匣类典型环套环结构铸件为研究对象,开展数据驱动铸件工艺参数与尺寸精度全流程集成计算,建立了蜡模注射成型工艺参数与蜡模尺寸映射关系以及凝固变形过程中工艺参数与尺寸精度关联关系,提出了一种基于数据驱动的铸造过程尺寸精度控制参数优化方法。
(3) 提出了一种基于径向基函数神经网络的数据驱动冒口设计方法,结合Latin超立方实验设计与响应面模型,以铸件工艺出品率和冒口安全距离为目标,应用多目标遗传算法优化了浇注系统冒口的形状结构参数与铸造工艺参数。与传统模数法设计的结果对比,试验验证铸件工艺出品率提高13.39%,铸造过程材料成本可节约20%以上,基于数据驱动的高温材料设计与铸件成形周期约可减小一半以上。





 ,1,2, 疏达
,1,2, 疏达 沪公网安备31011202020290号
沪公网安备31011202020290号
