



分享:RAP法制备AlSi7Mg合金半固态坯料研究

姜巨福
1.
2.
采用DSC测试、热镦粗实验、半固态等温处理实验、金相显微镜观察以及Image Pro Plus图像处理软件,研究了等温压缩温度、压缩量和半固态等温处理的温度、保温时间对再结晶重熔(RAP)法制备AlSi7Mg铝合金半固态坯料微观组织的影响。结果表明:等温压缩过程中温度对半固态坯料微观组织的影响不明显,而等温压缩变形量的增大有利于细化半固态坯料微观组织,最优热镦粗参数为温度240℃,变形量40%;半固态等温处理过程中,随保温温度升高,微观组织固相晶粒的尺寸逐渐增大,而随着保温时间延长,半固态组织中固相颗粒的尺寸先缓慢长大再迅速长大然后趋于不变,固相颗粒的圆整度变化较为复杂。通过RAP法制备的AlSi7Mg铝合金半固态坯料平均晶粒尺寸为64~117 μm,形状因子为0.76~0.89。低于599℃时,半固态的平均晶粒尺寸的立方粗化线性关系不明显,影响晶粒粗化的机制主要有Ostwald熟化、合并长大、再结晶和熔化;在599℃时,晶粒尺寸的立方粗化线性关系较为明显,此时Ostwald熟化为晶粒粗化的主导机制。
关键词:
铝合金具有轻质高强、耐蚀和易加工等优点,已发展成为现代工业中极其重要的结构材料[1,2],在汽车、船舶和航空航天等领域均有广泛应用[3~5]。传统的铝合金加工工艺主要有塑性成形和凝固成形[6~8],2者各有利弊。为实现高性能复杂构件的成形制造,半固态技术应运而生,它是一种很有前景的加工方法[9]。半固态加工技术由Spencer等[10]及Flemings[11]在1971年首次提出。其工艺路线主要有2种:流变成形和触变成形[12~14]。半固态加工技术的工艺特点为[15~17]:与塑性成形相比,半固态加工技术所需的成形力小,可降低设备吨位提高模具寿命,制件形状可以更加复杂,可实现近净成形,减少甚至无需后续机械加工,材料利用率高,更加符合绿色可持续制造的需求;与凝固成形相比,它所需温度较低,可降低能耗,层流充型更加平稳,制件致密无缩松缩孔缺陷,力学性能更强更稳定,基体的黏度较高,可设计新的复合材料等。流变成形工艺主要分为2个工艺流程,即半固态浆料制备和成形[11]。触变成形工艺主要分为3个工艺流程,分别是半固态坯料的制备、二次重熔以及成形工艺[18,19]。如今发展的短流程低成本制坯技术可以略掉二次重熔步骤,缩短半固态技术的工艺流程,将半固态触变成形简化为半固态坯料的制备和成形2个步骤[20]。
AlSi7Mg铝合金属于典型的铸造铝合金,固/液区间较大,切削加工性一般,利用半固态技术成形AlSi7Mg构件可实现比铸造成形更高的力学性能和力学稳定性[1]。使用机械搅拌法制备半固态坯料易引入Fe等杂质元素,对铝合金熔体造成污染,恶化合金性能,在半固态加工领域常用电磁搅拌(magnetohydrodynamic,MHD)法对AlSi7Mg合金进行半固态制坯[21,22]。采用电磁搅拌连铸法制备AlSi7Mg半固态坯料时,优化电磁搅拌的频率、功率以及牵引速率等,能够制备出具有固相晶粒细小、圆整的微观组织的半固态坯料[23,24]。然而通过液相法制备半固态坯料时,半固态坯料的固相分数均相对较低[25,26]。这使得通过液相法制备的半固态坯料,在其成形时,充型特点更接近于液态铸造,即低固相分数半固态坯料的成形机制主要为液相流动机制和液/固相协同流动机制,少有固相晶粒间的滑移机制和固相晶粒的塑性变形机制[27]。事实上半固态技术相较于液态铸造技术的优势在较高固相分数时更加显著[28]。较高固相分数的半固态坯料在成形过程中有利于促进固相晶粒的塑性变形,这对强化成型件力学性能意义重大[20,29]。而目前少有利用固相法制备高固相分数的AlSi7Mg铝合金半固态坯料的报道。
再结晶重熔(recrystallization and partial remeltling,RAP)法是一种固相法制备半固态坯料的方法,最早由Kirkwood等[30]提出。RAP法是指将合金在再结晶温度以下进行温变形,随后进行半固态等温处理,利用再结晶生成等轴晶而后晶界部分熔化来制备半固态坯料的方法[21]。其中,温变形参数、半固态等温处理参数对制备的半固态坯料的微观组织至关重要。Kiuchi和Kopp[31]指出,半固态坯料中固相晶粒的尺寸越细小、球化程度越高,其成形性和制件的力学性能越高。Atkinson和Liu[32]研究了多种铝合金在半固态温度区间固相晶粒的粗化行为,通过对比发现难熔的含有Fe、Mn的金属晶间化合物对半固态液相界面的钉扎作用有利于降低晶粒的粗化速率。Fu等[33]研究了7075铝合金在半固态温度区间固相晶粒的粗化行为,指出固相晶粒的粗化取决于液相分数、温度、合金成分和工艺路线。Jiang等[34]对比了应变诱导融化激活(strain induced melting activated,SIMA)法和RAP法制备的7075铝合金坯料,发现RAP法制备的半固态坯料固相晶粒尺寸大于SIMA法,但固相的球化程度优于SIMA法。本工作通过RAP法制备AlSi7Mg铝合金半固态坯料,研究镦粗变形温度、变形量、半固态等温处理温度和时间对微观组织的影响,以及AlSi7Mg在半固态温度区间的粗化行为。
实验所用材料为AlSi7Mg铸造铝合金,国内牌号为ZL101,ASTM标准中牌号为A356。采用PW4400 X射线荧光光谱仪(XRF)对其铸态试样进行成分分析,结果见表1。可知,除Mg元素稍过量外,其余元素含量均满足该牌号所要求的范围。
表1 AlSi7Mg铝合金成分 (mass fraction / %)
Table 1
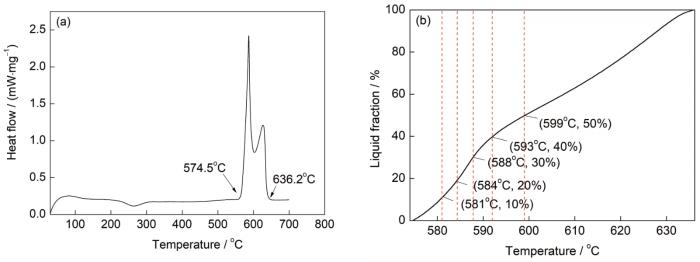
利用STA449F3 TG/DSC同步热分析仪对AlSi7Mg铝合金进行差热分析,升温速率为10℃/min,得到的DSC曲线如图1所示,并据此画出了液相率随温度的变化曲线。通过切线法可以得到AlSi7Mg铝合金的固/液相温度。从图1a可知,AlSi7Mg的固、液相线温度分别为574.5和636.2℃。图中有2个吸热峰,由于AlSi7Mg属于亚共晶合金,因此前一个峰是二元共晶发生了熔化,后一个峰是α-Al发生了熔化。图1b为利用图1a中DSC曲线对温度求积分计算的液相率-温度曲线。Zhang等[35]指出半固态坯料的固-液相率不仅仅与温度有关,还与时间和加热过程有关,考虑到这点,半固态坯料的液相率(或者固相率)与温度的关系图应作为参考,事实上在半固态等温处理过程中,随着保温时间的延长,液相率还会继续升高。但考虑到DSC加热速率与实际半固态加热速率接近,故液相率与温度的关系可一一对应。
图1 AlSi7Mg铝合金DSC曲线及其液相率-温度曲线
Fig.1 DSC curve of AlSi7Mg aluminum alloy (a) and its liquid phase ratio-temperature curve (b)
塑性变形可以为金属储存变形能,在半固态等温处理过程中有助于再结晶的产生。不同的变形温度和变形量会影响半固态坯料的组织和性能,本工作采用镦粗的方式对铸态AlSi7Mg铝合金进行温变形处理,研究不同镦粗参数对平均晶粒尺寸和形状因子的影响。镦粗前原始试样的尺寸为直径15 mm、高22.5 mm,原始试样的状态为铸态。经计算,AlSi7Mg铝合金再结晶温度为290℃,由于前人做过270℃以上的实验[6],故选取变形温度为200、220、240和260℃,变形量为20%、30%、40%、50%,共16组参数。得到选定参数下的最优变形参数后,再在此参数下研究半固态坯料在不同等温时间和等温温度下的组织演变规律。本实验选择的液相率为10%、20%、30%、40%和50%,其对应的等温温度(T)分别为581、584、588、593和599℃,等温时间(t)选为2、6、11、16、21和26 min,共30组参数。每组参数进行2次实验,以消除实验过程中的偶然误差。待试样在一定温度下保温足够时间后,迅速将试样取出进行水淬,保留试样在等温处理阶段得到的组织以便进行观察分析。为研究微观组织在半固态等温处理过程中的演变行为,取试样纵截面进行组织分析。采用DMI3000M金相显微镜(OM)观察其微观组织形貌,微观组织特征通过平均晶粒尺寸和圆整度进行评价,其计算公式为[36,37]:
式中,D为平均晶粒尺寸,µm;Ai为第i个晶粒的面积,µm2;f为形状因子;Pi为第i个晶粒的周长,µm;N为所测量晶粒的总个数。其中0 ≤ f ≤ 1,其值越接近于1,表示晶粒越圆整,球化效果越好。计算完成后利用Origin软件将统计的数据绘制曲线。
温变形后的试样如图2所示,从左到右变形量依次为20%、30%、40%和50%。各试样均未出现偏载带来的形状不对称问题。在选定的各变形温度下,当变形量为50%时,各试样表面均出现明显裂纹,而变形量较低的其他试样表面完好,均不产生裂纹。半固态坯料最终要实现成形,因此有较大缺陷的试样不宜参与后续实验,故舍去变形量为50%的各组试样,对剩下的12组进行研究。
图2 不同变形量下AlSi7Mg铝合金的镦粗试样
Fig.2 Upset samples under different deformations of AlSi7Mg aluminum alloy
图3所示为不同变形温度和变形量下AlSi7Mg铝合金半固态坯料的晶粒参数。由图3a可知,在变形温度、等温温度和等温时间相同的情况下,随着变形量的增加,平均晶粒尺寸会越来越小。这是因为在等温处理过程中会发生再结晶,变形量大的试样原始晶粒较小,因此等温处理后的晶粒也较小。除240℃外,随着变形量的增加,形状因子也在逐渐增加,所得结果均符合半固态的要求。该选定参数条件下最优参数是变形温度为240℃,变形量为40%。
图3 不同变形温度和变形量对AlSi7Mg铝合金半固态坯料的影响
(a) average grain size (D)
(b) shape factor (f)
Fig.3 The influence of different deformation temp-eratures and deformation amounts on AlSi7Mg aluminum alloy semi-solid billet
图4~6为经上述半固态等温处理后AlSi7Mg铝合金半固态坯料微观组织的OM像,其中各组等温温度均为599℃,等温时间均为11 min。AlSi7Mg为亚共晶组织,亮黄色部分为初生α-Al晶粒,深棕色部分为共晶组织。图4为变形量为40%时不同变形温度(200、220、240和260℃)的微观组织的OM像。图4a中晶粒较为圆整,晶内和晶粒间都有液相出现,晶内液相以球状液滴形态分布,晶粒间液相或直接相连,或以晶粒间较薄的液膜相连。图4b中出现了大量晶粒合并长大的情况,在液相中和部分晶粒的晶界处出现了非常细小的晶粒(以下简称毛刺晶,在图4b中以椭圆标记),毛刺晶之间相互接触,呈棒状或蔷薇状分布。从200℃到220℃,晶粒平均直径变大。这是因为在温变形中温度越高,越容易出现动态回复,动态回复会消耗一定的形变储存能,形变储存能的降低将不利于再结晶,再结晶晶粒相对较大。图4c中晶粒的粒径分布差别较大,其中较大的晶粒与图4b中的尺寸相近,数量较少,而小晶粒的数目明显较多,且形状比较圆整。图4b保留了变形的痕迹,可以看出变形程度较均匀。图4d与4c相比,同样是因为动态回复消耗了一定的储存能,影响了后续的再结晶,因此晶粒尺寸有所不同。
图4 变形量为40%时不同变形温度下AlSi7Mg铝合金半固态坯料微观组织的OM像
(a) 200oC (b) 220oC (c) 240oC (d) 260oC
Fig.4 OM images of microstructures with different deformation temperatures at 40% deformation of AlSi7Mg aluminum alloy semi-solid billet (isothermal temperature T = 599oC, isothermal time t = 11 min)
图5 变形量为30%不同变形温度下AlSi7Mg铝合金半固态坯料微观组织的OM像
(a) 200oC (b) 220oC (c) 240oC (d) 260oC
Fig.5 OM images of microstructures with different deformation temperatures at 30% deformation of AlSi7Mg aluminum alloy semi-solid billet (T = 599oC, t = 11 min)
图6 变形量为20%不同变形温度下AlSi7Mg铝合金半固态坯料微观组织的OM像
(a) 200oC (b) 220oC (c) 240oC (d) 260oC
Fig.6 OM images of microstructures with different deformation temperatures at 20% deformation of AlSi7Mg aluminum alloy semi-solid billet (T = 599oC, t = 11 min)
图5为变形量30%时不同变形温度(200、220、240和260℃)下AlSi7Mg铝合金半固态坯料微观组织的OM像。图5a中晶粒之间较为分散,部分晶粒的晶界处有毛刺晶剥落。毛刺晶环绕在晶粒周围,呈包围状分布。大晶粒之间分布均匀,无特殊排布。图5b中有部分晶粒呈现“8”字形状(在图5b中以圆形标记),这是晶粒间的合并长大。图5c中晶粒粒径变大与之前的规律是一样的,都与动态回复有关。图5d中有部分晶粒合并长大,未合并长大的晶粒圆整度较好。
图6为变形量20%时不同变形温度(200、220、240和260℃)下AlSi7Mg铝合金半固态坯料微观组织的OM像。图6a中一部分晶粒形状规则,圆整度好,另一部分晶粒与之相反,后者主要是晶粒合并长大造成的。晶间形成液相网络,而晶内液相部分来源于晶内低熔点相的熔化,部分来源于晶粒间合并长大后包裹住的液相。由图中可以看到,在合并长大的晶粒之中,还有一个球化的晶粒,该球化晶粒未与任何一个晶粒发生接触,周围均为液相。晶粒内部会存在一些低熔点相,这些低熔点相熔化时为降低界面能会形成球状或近似球状的液滴,内部不会存在大块晶粒,因此可以证明该处晶粒附近的液相来源于晶粒包裹下的液相。图6b中晶粒比图6a要小,同时晶间出现了大量细小的毛刺晶,毛刺晶较圆整,部分出现了合并长大现象。图6c中部分晶粒长大效果明显,但是由于小晶粒数量较多,因此降低了晶粒的平均粒径。图6d中大晶粒中出现大量的液相区域,晶粒尺寸相比于图6c有所增大。可以看出,合并长大机制会极大地影响晶粒尺寸。
各变形参数下的坯料晶粒细小,形状圆整。在制备AlSi7Mg的半固态坯料过程中,变形温度对坯料的影响无明显规律,而变形量越大,平均晶粒尺寸越小。综上,选定参数条件下的最优镦粗参数为变形温度240℃,变形量40%。
按照上述方法制备若干选定参数条件下最优镦粗参数的试样。图7~11显示了不同等温温度下,等温时间对AlSi7Mg铝合金半固态坯料微观组织的影响。图中亮黄色晶粒为α-Al晶粒,共晶组织分布在晶粒间和晶界内部,颜色较深。图7为T = 581℃时,不同等温时间下AlSi7Mg铝合金微观组织的OM像。从图7a中可以看出,大小晶粒分布较为均匀。其中小晶粒较为圆整,大晶粒尺寸不一,形状各异,边部曲率较为光滑。从图7b可以看出,有部分晶界尚未完全熔化的特大晶粒,晶粒内部的液相相互连通,晶粒尺寸有一定程度的增大,晶粒较为圆整。
图7 不同等温时间下AlSi7Mg铝合金半固态坯料微观组织的OM像(T = 581℃)
(a) 2 min (b) 6 min (c) 11 min (d) 16 min (e) 21 min (f) 26 min
Fig.7 OM images of microstructures of AlSi7Mg aluminum alloy semi-solid billet at different isothermal time (T = 581oC)
图8 不同等温时间下AlSi7Mg铝合金半固态坯料微观组织的OM像(T = 584℃)
(a) 2 min (b) 6 min (c) 11 min (d) 16 min (e) 21 min (f) 26 min
Fig.8 OM images of microstructures of AlSi7Mg aluminum alloy semi-solid billet at different isothermal time (T = 584oC)
图9 不同等温时间下AlSi7Mg铝合金微观组织的OM像(T = 588℃)
(a) 2 min (b) 6 min (c) 11 min (d) 16 min (e) 21 min (f) 26 min
Fig.9 OM images of microstructures of AlSi7Mg aluminum alloy at different isothermal time (T = 588oC)
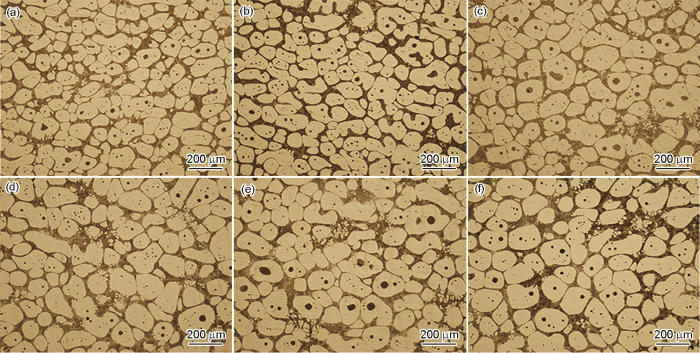
图10 不同等温时间下AlSi7Mg铝合金微观组织的OM像(T = 593℃)
(a) 2 min (b) 6 min (c) 11 min (d) 16 min (e) 21 min (f) 26 min
Fig.10 OM images of microstructures of AlSi7Mg aluminum alloy at different isothermal time (T = 593oC)
图11 不同等温时间下AlSi7Mg铝合金微观组织的OM像(T = 599℃)
(a) 2 min (b) 6 min (c) 11 min (d) 16 min (e) 21 min (f) 26 min
Fig.11 OM images of microstructures of AlSi7Mg aluminum alloy at different isothermal time (T = 599oC)
从图7c可以看出,晶粒形状更规则,圆整度更高,大部分晶粒呈圆棒状和近球状。在图中右上角的大晶粒内部出现了液滴间的接触和相互融合,如红圈所示。左下角出现了多处“U”字形晶粒,如蓝圈所示,2者形成的驱动力是相同的,均是界面能的降低所致。当温度高于共晶温度,共晶组织由于熔点低而首先发生熔化。在图中共晶组织主要分布于晶间,这是由于在AlSi7Mg亚共晶铝合金原始铸锭中,首先析出初生α-Al组织,当温度达到共晶温度之后才会析出共晶组织,因此共晶组织主要分布在晶间。α-Al为固溶相,因此固溶在其中的Si会与α-Al形成液相,在晶内也会出现小液滴。为了降低固/液界面能,相邻小液滴彼此接触形成大液滴。随着温度的进一步升高,在界面能下降的驱动力下,共晶组织所形成的液滴会进一步向晶界处发生迁移并润湿晶界[38]。当晶粒内部的小液滴与晶粒间的液相接触,便可将晶粒熔断,形成“U”字形的晶粒。
从图7d可以看出,几个小晶粒环绕大晶粒分布,液相较多,有Ostwald熟化现象,即小晶粒熔化,大晶粒长大,晶粒分布更加均匀。部分晶粒发生合并长大,将晶间液相包裹其中,形成类似于晶内液相的状态。尽管原理相似,但是这并不是晶内自发析出的液相。合并长大是相邻晶粒之间通过界面迁移而形成的,只有相邻晶粒的晶粒取向一致时才会发生,由于在半固态二次加热过程中多数晶粒会发生球化,因此合并长大的2个晶粒主要是点接触,两侧尖状缝隙充满液相,最典型的形状是“8”字形。与之相对,晶内共晶组织重熔形成的小液滴的固/液界面光滑,端部呈圆形。因此可以根据液滴形状判断晶内液相的形成原因,如果有标志性的凹型晶粒,则为合并长大晶粒包裹晶间液相形成,如果界面光滑端部呈圆球状,则为晶内低熔点共晶组织重熔所致。
从图7e可以看出,与等温时间较短的显微组织相比,大晶粒的形状更加规则,多数为球状和圆棒状,主要是由于发生了Ostwald长大,形状更加圆整。从图7f中可以看出,与等温21 min情况相比,晶粒尺寸有所减小。
图8为T = 584℃时,不同等温时间下AlSi7Mg铝合金半固态坯料微观组织的OM像。从图8a可以看出,晶粒分布较为均匀,大晶粒尺寸分布范围较广,呈现出不规则形状。小晶粒的尺寸分布较为集中,且较为圆整。多数晶粒内部存在小液滴。从图8b可以看出,晶粒尺寸更大,部分晶粒出现合并长大,同时多处出现毛刺晶。其中部分毛刺晶独立出现,部分毛刺晶出现在已有晶粒晶界附近。液相量进一步增加,这是因为等温时间较短时,温度场尚未均匀,试样内部各处存在一定的温度梯度,存在能量起伏,热量未能充分传递,晶间低熔点共晶组织的熔化不够充分,随着等温时间的延长,温度场更加均匀,传热更加充分,晶间低熔点共晶组织的熔化也更加充分。
从图8c可以看出,晶粒长大较为明显,有部分异常长大的晶粒,这是因为出现了较为明显的合并长大的晶粒。晶粒较为圆整,液相分布存在一定的不均匀性,图片中心部分液相多以晶粒间液相分布,液膜也较厚,而图片边缘部分液相多以液膜的形式分布,且液膜较薄。
从图8d可以看出,晶粒尺寸较图8c变化不大,由于合并长大的晶粒逐渐球化,因此圆整度有了较大提高。晶粒分布均匀,可以看到出现了部分毛刺晶。毛刺晶是相对于一般晶粒而言的,尺寸极小,往往成群出现。从图8e可以看出,晶粒尺寸有所上升,晶粒分布较为均匀,晶粒圆整度和液相量变化不大。从图8f可以看出,大部分晶粒呈圆球状和圆杆状,许多合并长大的晶粒形状已经看不到合并长大时的“8”字形痕迹,说明Ostwald熟化机制起到了重要作用。在图中还可以看到熔断的二次枝晶臂。
图9为T = 588℃时,不同等温时间下AlSi7Mg铝合金微观组织的OM像。从图9a可以看出,存在少量形状不规则的特大晶粒。晶粒尺寸较为分散,晶粒分布比较均匀,形状较为圆整,未见明显粘结现象。多数晶粒内部有球状液滴,还能看到部分晶粒内部的液相相互贯通。从图9b可以看出,晶粒圆整度和液相量较2 min时变化不大。图9c显示,尺寸较大的晶粒数量较多,主要原因是晶内液相在界面能的驱动下将晶粒熔断。在晶间液相较大的液相间隙有多处毛刺晶簇集,部分毛刺晶之间出现合并长大现象。在较大晶粒的晶界处也能看到大量毛刺晶的簇集。从图9d可以看出,大部分晶粒尺寸相近,有少量特大晶粒。同11 min相比,晶粒尺寸变化不大,毛刺晶数量显著减少。从图9e可以看出,晶内液相显著减少。从图9f可以看出,晶粒尺寸略有增大,存在部分异常长大的晶粒。晶粒分布均匀,圆整度高。
图10为T = 593℃时,不同等温时间下AlSi7Mg铝合金微观组织的OM像。从图10a可以看出,晶粒分布均匀,晶粒较为圆整,存在部分异形晶粒。毛刺晶分布在晶间液相和部分晶粒的晶界处。晶内存在大量球状液滴,部分液滴接触融合形成形状不规则的大液滴,部分液滴熔渗到晶间液相中,在7005铝合金通过固相法制备半固态坯料时也有相似现象[39]。晶间液相相互沟通形成液相网络。从图10b可以看出,晶粒尺寸有所增大,晶粒球化程度更加明显,晶粒分布均匀,液相量变化不大。从图10c可以看出,晶粒尺寸显著增大,晶粒形状不规则,晶粒的圆整度下降。这主要是因为相邻晶粒发生了明显的合并长大,致使晶粒尺寸显著增大[40]。少数晶界处重新出现毛刺晶。从图10d可以看出,晶粒尺寸略有降低,晶粒形状更加圆整,晶粒分布更加均匀,毛刺晶数量有所增加。
图11为T = 599℃时,不同等温时间下AlSi7Mg铝合金微观组织的OM像。可以看出,所有金相照片总的规律是晶粒分布均匀,圆整度较高,晶间液相较为均匀,合并长大的晶粒较少[41]。在等温温度为599℃时,各等温时间下AlSi7Mg铝合金半固态坯料微观组织的晶内液相均较少,形成的球状液滴较少,而当坯料完全到达半固态温度时,晶内液相与晶间液相的总量是基本不变的,这说明AlSi7Mg半固态坯料的液相率主要取决于等温温度,随保温时间的延长,液相率变化较小。晶内液相较少说明晶内液相大部分向晶界迁移并润湿晶界,然而此时晶粒的圆整度仍然较高,这是由于Ostwald熟化机制使得高曲率材料熔化后沉积到具有低曲率半径的材料上[42]。同时可以看出随着等温时间的延长,晶粒尺寸明显增大。
晶粒尺寸随等温时间变化的散点图及线性拟合如图12所示。平均晶粒尺寸随等温时间的粗化由Lifshitz和Slyozov[43]及Wagner[44]提出的LSW理论(Ostwald熟化)的经验公式进行拟合,即平均晶粒尺寸的n次方与等温时间为线性关系,如
图12 平均晶粒尺寸D3随等温时间变化的散点图及线性拟合图
Fig.12 Scatter diagram and linear fitting diagram of D3 with isothermal time (K—coarsening rate of solid grain, R2—coefficient of determination )
式中,D0为初始晶粒的平均尺寸,K为晶粒粗化速率常数,n为粗化经验指数。
经Origin进行线性拟合后,得出581、584、588、593和599℃下,平均晶粒尺寸随等温时间的变化关系如式(4)~(8)所示。
晶粒粗化速率常数总的趋势是随等温温度的升高而增大,在其他条件不变的条件下,半固态坯料的液相率越高,晶粒粗化速率常数越大,从581℃到599℃,K的值为246~797 μm3/s。说明在本选定参数条件下,599℃的Ostwald熟化机制作用明显[47]。D3和等温时间的线性关系在581、584、588和593℃ (也即液相率为10%~40%时)变化不大,调整后拟合优度R2在0.5~0.7之间,而在处理数据时发现,在581、584、588和593℃条件下,等温时间为11 min时的数据均偏离线性拟合曲线较高,故下一小节会重点分析等温时间为11 min时平均晶粒尺寸的变化。
图13为不同时间组的平均晶粒尺寸及形状因子随等温温度变化图。平均晶粒尺寸随温度变化的总体趋势是随着等温温度的升高,平均晶粒尺寸会增大。等温时间为11、16、21和26 min时的曲线会有交叉重叠,而在图12中上述参数同样有交叉重叠,说明延长等温时间和升高等温温度会达到相近的效果,均会使晶粒尺寸有所增大。而不同温度和不同时间下的形状因子均较高,无明显趋势。在选定参数条件下,平均晶粒尺寸分布在64~117 μm,形状因子分布在0.76~0.89。由上文分析可知,等温时间为11 min时的数据较为偏离线性拟合曲线,可能的原因是等温11 min时出现较多的合并长大现象。故下文重点分析等温时间为11 min时晶粒尺寸随等温温度的变化。
图13 不同等温时间组的平均晶粒尺寸及形状因子随等温温度变化图
Fig.13 D (a) and f (b) with isothermal temperatures in different isothermal time groups
图14为等温11 min时平均晶粒尺寸及形状因子随等温温度变化图。可以看出,当温度低于593℃时,平均晶粒尺寸与温度呈正相关,当温度高于593℃时,平均晶粒尺寸与温度呈负相关。而形状因子随等温温度的升高先减小后增大,转折点同样是593℃。在等温温度低于593℃时,液相量少,此时各晶粒距离较近,在微流作用下容易转到某个相同的晶粒取向,因此容易发生合并长大。而此时Ostwald长大机制也起到一定的作用。晶粒的圆整度较高,但是随温度升高而逐渐下降,且晶粒的长大速率要高于熔化速率,此时合并长大机制占主要地位,兼具Ostwald长大机制[48]。当温度高于593℃时,液相量较大,各晶粒距离较远,因此此时更容易发生Ostwald长大。此时长大速率小于熔化速率。根据曲率对熔点的影响,高曲率处原子会向低曲率处发生迁移并沉积,同时由于各晶粒相距较远,此时合并长大机制发生弱化,因此圆整度提高[49]。
图14 等温时间为11 min时平均晶粒尺寸及形状因子随等温温度变化图
Fig.14 D and f with different isothermal temperatures at isothermal time of 11 min
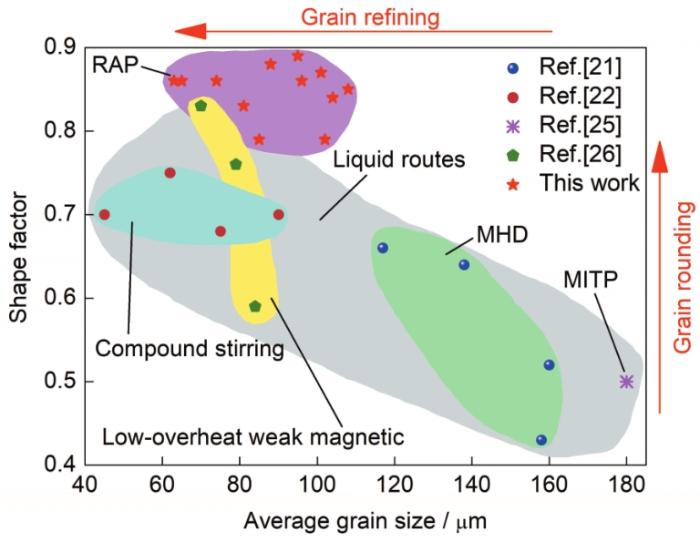
图15为液相法和RAP固相法制备的AlSi7Mg铝合金半固态坯料微观组织中,固相平均晶粒大小和形状因子的对比图。其中通过熔体等温处理法[26] (melt isothermal treatment process,MITP)制备的AlSi7Mg半固态坯料的晶粒尺寸最粗大,达到了180 μm。复合搅拌法[22]制备的半固态坯固相晶粒平均尺寸最细小,只有45 μm。值得注意的是,采用RAP固相法制备的半固态坯料,其固相分数要高于液相法制备的半固态坯料,固相晶粒的平均尺寸也应大于液相法制备的半固态坯料。在形状因子的对比中,采用RAP法制备的半固态坯料的固相晶粒圆整度最好,形状因子高达0.89,优于液相法制备的半固态坯料[21,25]。
图15 不同方法制备的AlSi7Mg铝合金半固态坯料微观组织对比
Fig.15 Comparison of microstructures of AlSi7Mg aluminum alloy semi-solid billets prepared by different methods (RAP—recrystallization and partial remeltling, MHD—magnetohydrodynamic, MITP—melt isothermal treatment process)
半固态的晶粒长大机制为Ostwald熟化机制与合并长大机制,这2种机制的本质均为原子扩散。前者的扩散效果可以概括为原子在液相中扩散,大晶粒越来越大,小晶粒越来越小,晶粒形状更加圆整。后者主要是相邻晶粒间的扩散,需要满足近距离和相同位向[50]。由于2者的浓度梯度和扩散距离不同,因此前者粗化速率小于后者。
相邻晶粒之间在晶粒取向较为接近的位置存在小角度晶界,当这些小角度晶界一旦满足γss < 2γsl
毛刺晶的出现有2种可能的来源,一种是新结晶的小晶粒,另一种是晶界附近的高能亚晶界被液相浸润而剥离形成。对于第一种来源的解释是,在半固态区间内加热,温度满足一定过冷度的要求,晶界处的共晶组织熔化会形成液膜[49],液相中的原子热运动强烈,短程有序原子集团会不断地产生和消失,存在结构起伏。液相相互贯通流动会形成微流进行传质和传热,存在成分起伏和能量起伏。从而会有一些晶坯满足临界形核尺寸等形核条件,晶坯一旦形核便会开始长大。由于球形的表面能最低,为了降低总自由能,晶粒会在表面张力的作用下自发向球形和近球形转变[47]。在Ostwald熟化机制的作用下,曲率半径较小的晶粒的原子将会发生迁移,沉积到大晶粒或曲率较高的位置上,逐渐熔化最终消失[41]。因此毛刺晶的产生与消失是动态过程。部分毛刺晶由于距离较大晶粒较近,在微流作用下容易转到某个相同的晶粒取向,因此容易发生合并长大[53]。之后,由于曲率对熔点的影响,毛刺晶与较大晶粒合并长大的部位将会逐渐趋于球化。而对于第二种来源的解释是,RAP法制备半固态坯料会使铝合金晶体产生一定程度的变形,变形的能量会以空穴、位错、层错和孪晶等方式储存起来,形成储存能。其中靠近晶界处的高能亚晶界在满足一定的能量条件后被完全浸润,进而脱落于晶粒,独立存在于液相中[54]。毛刺晶与较大晶粒距离较近处,可以看到2者的边界形状高度一致,因此认为毛刺晶的形成是源于第二种机制。同理,在图8f中出现的二次枝晶臂可以用同样的原理来解释。
(1) 利用RAP法可以制得合格的AlSi7Mg铝合金半固态坯料,所得晶粒形状圆整,尺寸较小。在变形温度为240℃,变形量为40%,等温温度为581、584、588、593和599℃下,平均晶粒尺寸分布在64~117 μm,形状因子分布在0.76~0.89。
(2) 在其他条件不变的情况下,随变形量增大,晶粒的平均尺寸会越来越小,变形温度对晶粒尺寸的影响无明显规律。根据平均晶粒尺寸最小原则确定了选定参数条件下的最优镦粗参数为变形温度240℃,变形量40%。
(3) 平均晶粒尺寸与等温时间的关系与Ostwald熟化机制相近,当温度为581、584、588、593和599℃时,随等温温度升高,粗化速率常数分别为246、453、515、607和797 μm3/s,其数值不断增大。调整后R2分别为0.5207、0.65784、0.61312、0.66719和0.98401。在高固相率(对应温度为581~593℃)时,调整后R2为0.5~0.7,说明此时Ostwald熟化机制并非晶粒粗化的唯一机制,合并长大机制也有一定的影响。当固相率为50% (对应温度为599℃)时,晶粒粗化以Ostwald熟化机制为主,调整后R2为0.98401。
(4) 随等温温度升高,平均晶粒尺寸的总体趋势逐渐增大,形状因子的变化无明显规律。在等温时间为11 min时,平均晶粒尺寸随等温温度升高先增大后减小,形状因子随等温温度升高先减小后增大,温度低于593℃时,以合并长大机制为主,温度高于593℃时,以Ostwald熟化机制为主。
 ,1, 张逸浩1, 刘英泽1, 王迎2, 肖冠菲1, 张颖1
,1, 张逸浩1, 刘英泽1, 王迎2, 肖冠菲1, 张颖1
1 实验方法
Element
Si
Mg
Ti
Fe
Mn
Cu
Zn
Al
Standard
6.5-7.5
0.25-0.45
≤ 0.2
≤ 0.12
≤ 0.05
≤ 0.2
≤ 0.3
Bal.
Sample
6.930
0.490
0.054
0.020
0.033
0.011
0.043
Bal.
图1
2 实验结果
2.1 变形温度和变形量的影响
图2
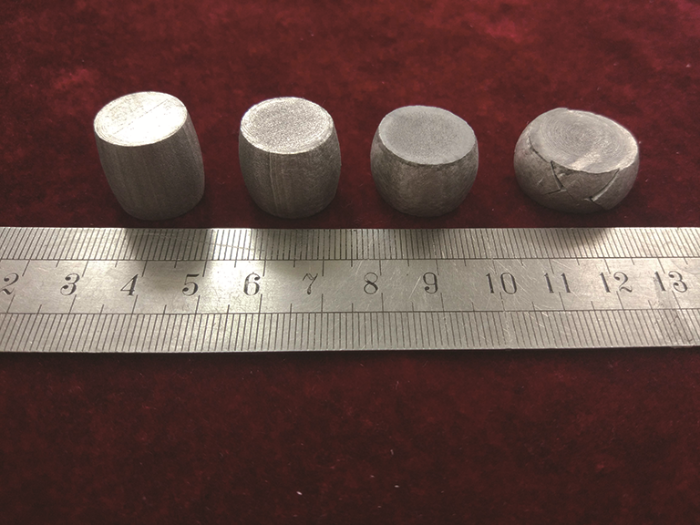
图3
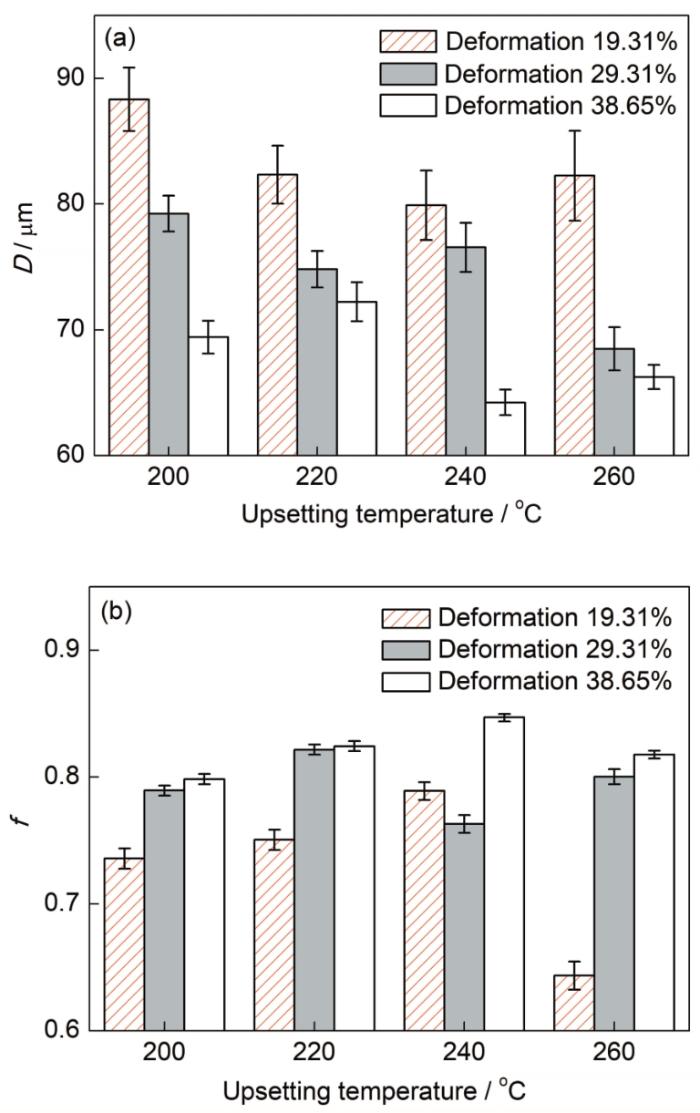
图4
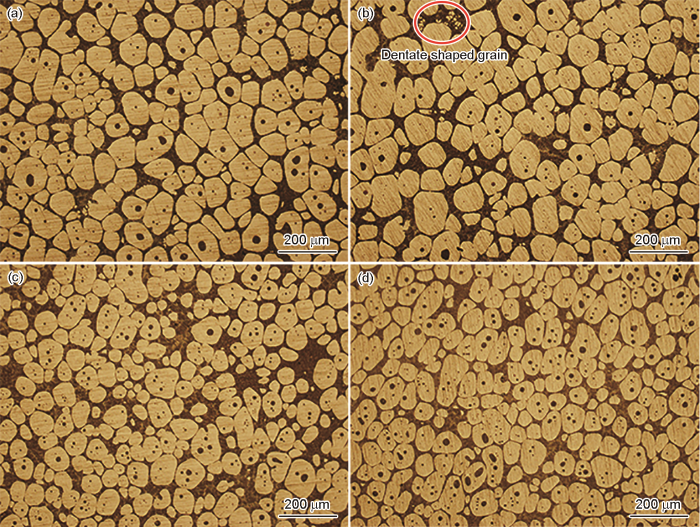
图5

图6

2.2 半固态组织演变过程
图7

图8
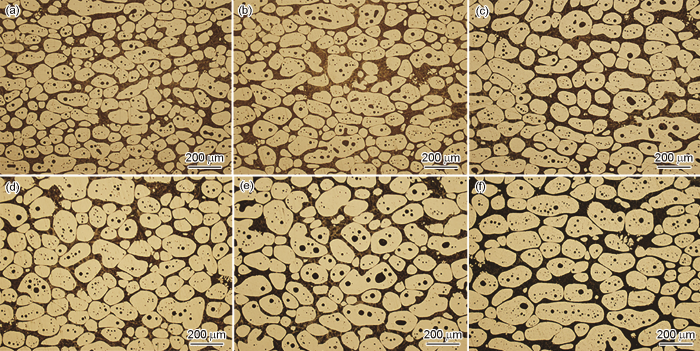
图9
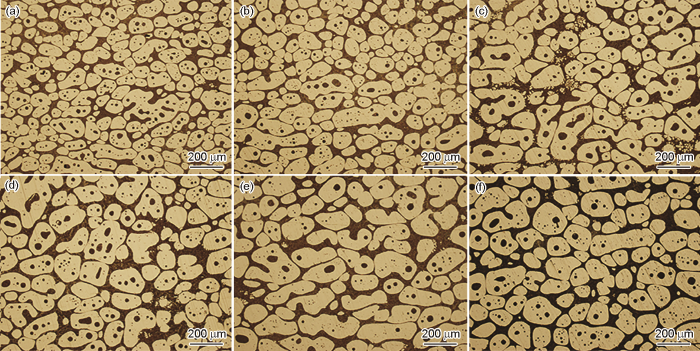
图10
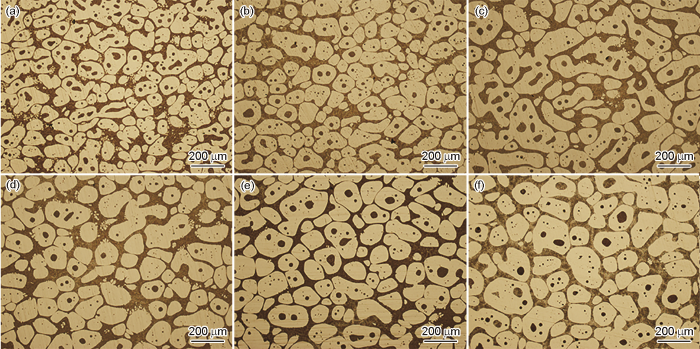
图11
3 分析讨论
3.1 半固态组织定量计算
图12

图13
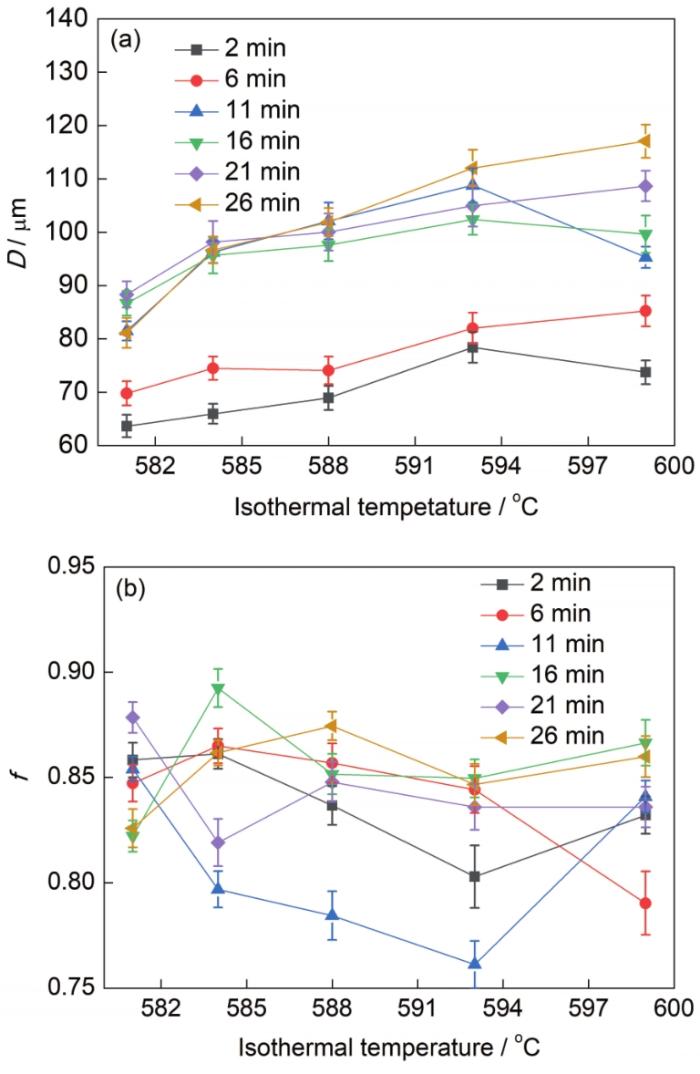
图14

图15
3.2 半固态固相晶粒粗化机制
4 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
