



分享:TA1/X65复合板焊接工艺及焊缝组织和性能研究

毕宗岳
摘要
采用TIG+MIG+MAG焊接工艺对TA1/ X65爆炸冶金复合板(复层Ti厚2 mm, 基层X65管线钢厚14 mm)试件进行了以V/Cu作为过渡填充金属的板-板对接焊实验. 利用OM, XRD, EDS面扫描, 显微硬度测试和拉伸实验, 研究了焊缝区组织特征、界面元素分布、主要物相、显微硬度分布及焊缝力学性能. 结果表明, 圆弧状“U”型坡口设计有利于过渡层Cu的MIG焊接, 在Cu-钢界面不会引起应力集中而萌生裂纹. 熔敷金属Ti, V, Cu和Fe有明显分区, 扩散互融现象不明显, 各区域间由固溶体相过渡连接, Ti/V过渡界面组织结构为钛基固溶体, V/Cu过渡界面组织结构为钒基固溶体, Cu/Fe过渡界面组织结构为铜基固溶体. 焊缝硬度较高区域出现在Ti/V过渡界面和V/Cu过渡界面处, 硬度达326和336 HV10, 对过渡界面层塑韧性有一定影响. 焊缝抗拉强度可达546 MPa, 主要由碳钢层贡献.
关键词:
Ti/钢复合材料综合了钛材卓越的耐蚀性和钢材优良的力学性能, 并能显著降低原料成本, 而被广泛应用于机械化工、海水淡化、真空蒸发、电厂脱硫和油气储运等领域[1~4]. 随着钛工业的发展, 惰性气体钨极保护(TIG)焊、扩散焊、爆炸焊、激光束焊、真空电子束焊和电火花等离子体焊等多种焊接方法和技术均得以应用和发展[5~10]. 但目前Ti或钛合金与钢的焊接仍然存在很多问题. 由于Ti具有较高的化学活性, 在焊接过程中容易吸收有害气体元素(O, N和H), 并与钢冶金作用产生脆硬的金属间化合物相, 导致焊缝出现较低的力学性能和不稳定的组织特征[11,12]. 众所周知, 由于Ti和钢的冶金不相容性, 直接熔焊对于Ti/钢的焊接是不可行的.
有学者[13~15]研究了Ti和不锈钢的直接扩散焊, 发现焊缝中元素之间的相互扩散形成了一个过渡界面层, 并在此过渡界面层上连续分布有金属间化合物相TiFe, TiFe2 和易碎的TiC相, 使焊缝脆化并严重弱化了焊缝性能(包括抗拉强度、延展性和塑韧性等). 常规解决此类问题的方法是在Ti与钢之间采用中间过渡材料来避免易碎和脆硬金属间化合物的产生. 用于Ti/钢的真空电子束焊和扩散焊的典型中间过渡层材料是V, Cu和Ni.
Ni与Fe能够无限固溶, 与Ti可形成塑韧性较好的金属间化合物, 并以其优良的耐腐蚀特性成为最常用的中间过渡层材料[16~19]. 但是, 焊接过程中长时间高温和复杂冶金作用容易形成 Ni-Ti金属间化合物过渡界面层, 在靠近Ti侧易形成TiNi3, TiNi和Ti2Ni金属间化合物组织, 其厚度严重影响焊缝强度和延展性, 随Ni-Ti界面厚度增加, 焊缝力学性能迅速降低[20~22]. 文献[23]报道了以Ni作为中间过渡材料, 采用固态扩散焊接商用纯Ti和304奥氏体不锈钢. 但在这种焊接过程中, 中间过渡层Ni不能有效阻止Ti元素向不锈钢侧的扩散, λ+χ+α-Fe, λ+FeTi和λ+TiFe+β-Ti混合相组织在Ni和不锈钢的界面处形成, 并严重弱化了焊缝拉伸强度. Liu等[19]和Elrefaey等[24]研究了用纯Cu作为中间过渡层材料, 采用扩散法焊接不同钛合金和不锈钢, 随着Cu中间过渡层厚度减小, 焊缝拉伸强度有所改善. 但在过渡界面处, 元素之间相互固溶作用形成了复杂的多相过渡组织和金属间化合物的混合组织, 如Ti2Cu, TiCu, Ti2Cu3, Ti3Cu4, TiCu4, TiFe2和TiFe. 另外, TixFey金属间化合物相对焊缝拉伸强度的影响作用略低于TixCuy 金属间化合物的混合物相, 并在靠近Ti侧的Ti-Fe和Ti-Cu混合物区域萌生裂纹源并扩展起裂. 可见, 单一过渡材料对脆硬相金属间化合物产生的抑制作用效能有限, 且显著影响焊缝拉伸强度, 因此, 2种甚至多种材料复合过渡受到关注. 然而, 不同过渡材料之间物理、化学特性及相容性的较大差异, 势必对焊接方法和工艺提出更高要求, 使得焊接过程复杂化.
文献[25]报道了一种利用电子束焊接类似α-型钛合金(Ti6Al2Zr2Mo2V)和304奥氏体不锈钢(18Cr9Ni), 过渡填充金属V/Cu-V合金是采用粉末冶金方法制备的并实现了焊缝有效连接且无裂纹. 该方法获得的焊缝拉伸强度可达395 MPa, 其过渡界面组织结构是钛基固溶体/铜基固溶体/钒基固溶体/σ-FeV金属间化合物/铁基固溶体.
经以上讨论可见, 多种金属复合过渡形式是较为优化的选择. 对于熔焊TA1/X65爆炸冶金复合板, 过渡材料的选择和应用较为关键. 从冶金作用产物考虑, V能与Ti形成连续固溶体, 而Cu是非碳化物形成元素, 能与V及钢中各元素形成固溶体. 因此, 本研究以工业纯V和纯Cu作为中间过渡填充金属, 采用TIG焊、熔化极惰性气体保护(MIG)焊和熔化极活性气体保护焊(MAG)等常规焊接方法对TA1/X65管线钢复合板进行板-板对接焊实验, 并对焊缝内过渡界面区微观组织特征、相构成和显微硬度分布及界面元素分布进行分析研究, 同时对焊缝力学性能进行检测, 为TA1/X65钛钢复合管工程化焊接及焊接中易出现问题的规避和解决积累经验和提供理论基础.
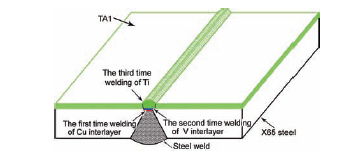
实验用原料为TA1和X65管线钢的爆炸+热轧复合板, 复层Ti厚2 mm, 基层X65管线钢厚14 mm, 焊接试板尺寸为500 mm×300 mm×16 (14+2) mm, 坡口设计及焊接顺序如图1所示. 4种焊接材料的部分物理、化学性质见表1, 焊接工艺及参数见表2. 焊接顺序为: 首先进行基层X65钢的MAG焊, 焊丝选用直径为1.2 mm, 牌号为CHW-50C6气保焊丝; 其次是Cu过渡层的MIG焊, 焊丝牌号为S201, 直径为1.2 mm; 再进行过渡层V的TIG焊, 采用直径为1.0 mm工业纯V焊丝; 最后进行复层Ti的TIG焊, 焊丝选用TAl的工业纯Ti气保焊丝, 直径为1.2 mm.
表1 Fe, Cu, V和Ti的物理化学性质
Table1 Physical and chemical properties of Fe, Cu, V and Ti
表2 焊接参数
Table 2 Welding parameters
焊缝金相试样用砂纸研磨并抛光后, 采用HF∶HNO3∶H2O=1∶4∶8 (体积比)的腐蚀剂进行腐蚀. 用MEF-4M光学显微镜(OM)及S4300冷场发射扫描电子显微镜(SEM)观察焊缝横截面各区域微观组织, 并用EDAX Genesis6.0型能谱仪 (EDS) 对焊缝各区域分别进行点和面的元素成分扫描. 用DX-2500型X射线衍射仪(XRD)分析焊缝不同区域室温相组成, 扫描范围2θ为30°~130°, 扫描速率为0.05°/s, 靶材为CuKα. 用Durascan-70型Vickers硬度计测试焊缝横截面纵向垂线上的显微硬度分布. 室温下在Z1200KN 型万能材料试验机上进行焊接接头的拉伸实验, 加载速率2 mm/min
图1 焊缝坡口设计及焊接顺序示意图
Fig.1 Schematic of weld groove design and welding sequence
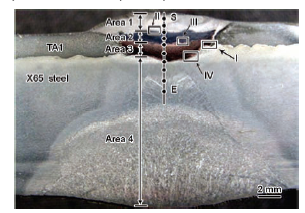
图2为TA1/X65管线钢复合板对焊接头横截面宏观组织. 可见, 焊缝横截面区域内分层现象明显, 主要存在4个不同区域, 各区域过渡连接良好, 无裂纹和气孔缺陷存在. 图中区域4~1依次是基层X65钢焊缝(浅灰色)、Cu过渡层(深褐色)、V过渡层(蓝黑色)和Ti填充盖面层(亮白色).
图2 Ti/钢复合板焊缝横截面宏观组织
Fig.2 Macrostructure of cross section of Ti/steel clad plate joint (Area 1—Ti filling and capping layer (bright white), Area 2—V intermediate layer (blue-black), Area 3—Cu buffer layer (dark brown), Area 4—X65 steel weld (light gray), rectangles I~IV—areas for EDS, black spots S~E—microhardness test points)
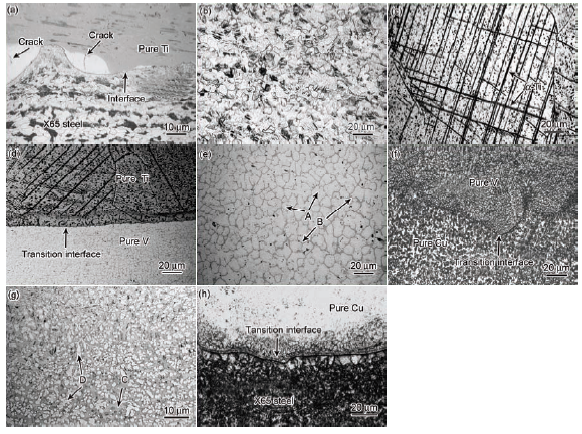
图2中焊缝各区域微观组织如图3所示. 图3a对应于图2中Ti/钢复合板原料爆炸+轧制复合界面处的组织结构特征. 可见, 爆炸+轧制工艺Ti/钢复合板界面复合效果良好, 界面清晰可见, 界面两侧材料均发生了剧烈挤压变形, 晶粒扁平且细小. 但在界面处靠近Ti侧有纵向微裂纹存在, 长度约10 μm. 微裂纹对Ti/钢复合板焊接构成潜在影响. 若焊缝热影响区附近存在此类微裂纹, 在焊接热应力作用下极易沿界面横向扩展进入焊缝过渡区成为主裂纹, 进而影响焊接质量. 因此, 原料复合板生产质量严重影响其焊接质量. 图3b示出了焊缝热影响区Ti母材的组织特征. 主要为再结晶等轴α-Ti+针状α-Ti组织[26].
图3
Fig.3 OM images of various regions in weld in
由图3c可知, Ti熔敷区组织晶粒粗大, 晶内主要为针状和线条状α-Ti. 图3d示出了Ti/V过渡界面处微观结构特征. 界面过渡线清晰, 呈圆滑过渡形式, 剧烈互融现象不明显, 界面下层纯V熔敷区晶粒保留了等轴晶特点且晶粒细小, 细晶强化作用使纯V熔敷区塑韧性得以加强, 对提高焊缝整体性能贡献较大. 图3e是纯V区的组织特征, 有灰白色A相和浅灰色B相. A相呈等轴晶, 且晶粒尺寸细小, 沿晶界有浅灰色B相呈岛链状析出.
图3f是V/Cu过渡界面处微观结构特征. 由图可知, 过渡界面不规则, 过渡形式复杂, 冶金作用剧烈, 互融现象明显. 这主要由V和Cu熔点差异较大所致(相差1091.15 K). 高温下金属V的熔滴会使其周围Cu的活性加剧, 迫使Cu流动剧烈, 进而能和熔敷金属V发生充分冶金作用, 生成V/Cu的连续固溶体. 在Cu层之上熔敷V, 难度较大. 当热输入过大时, 会使Cu活动性剧烈, 与V互融后产生的连续固溶体区体积比增大, 高强度、高硬度的固溶体, 塑变性能较差, 对焊缝整体塑韧性不利. 另外, 高能量的Cu原子极可能穿透V层到达V/Ti过渡界面, 与Ti冶金作用产生脆硬的TixCuy金属间化合物, 损伤焊缝综合力学性能. 当热输入过小时, V过渡层焊道成形难以控制, 无法实现对下层Cu的完全覆盖, 使Cu和Ti相遇成为可能. 因此, 过渡层V的焊接, 要求对热输入和熔覆量有精确控制, 既能使焊道成形良好又能规避TixCuy金属间化合物的产生.
图3g是过渡层Cu区域的微观组织特征. 有白色雪花状、团絮状和圆棒状的D相和灰色C相, 两者镶嵌式杂乱分布. 图3h是Cu/Fe过渡界面处微观结构特征. 从图可见, 熔合线即过渡界面清晰可见, Cu和下层钢连接良好, 有钎焊焊接效果, 在界面处无微裂纹和气孔缺陷存在, 实现了Cu和钢的冶金连接.
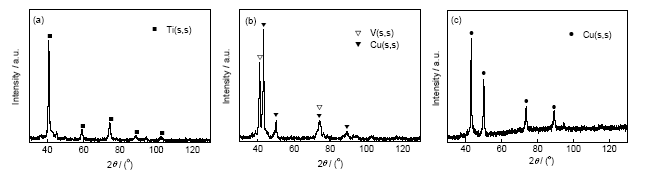
利用SEM-EDS对焊缝V和Cu区域中的冶金产物A~D相(图3e和g)分别进行元素分析. 引用相应相图(Ti-V, V-Cu和Cu-Fe)[27]并结合图4中XRD分析结果将焊缝区域冶金产物A~D进行了识别, 结果列于表3中.
表3
Table 3 Chemical compositions of phases A~D marked in
图2中区域2的组织形貌特征如图3e所示, 为钒基固溶体+晶界固溶体Cu组织, 浅灰色固溶体Cu呈岛链状沿灰白色钒基固溶体晶界析出. 图2中区域3是Cu的熔敷填充区. 该区域为铜基固溶体+多形态固溶体V组织, 白色固溶体V主要以雪花状、团絮状和圆棒状镶嵌式杂乱分布于灰色铜基固溶体内(图3g).
图4 焊缝各区域的XRD谱
Fig.4 XRD spectra of weld zones in joint in
由于Cu熔点较V和钢分别相差1091.15和726.15 K, 在熔敷Cu时, 下层Fe的扩散非常有限, 而在Cu层之上熔敷V时, 则V和Cu有剧烈互融且Cu的扩散更为活跃. 因此, 在Cu的熔敷区有团絮状固溶体V组织存在, 而在V的熔敷区则有晶界固溶体Cu组织的存在.
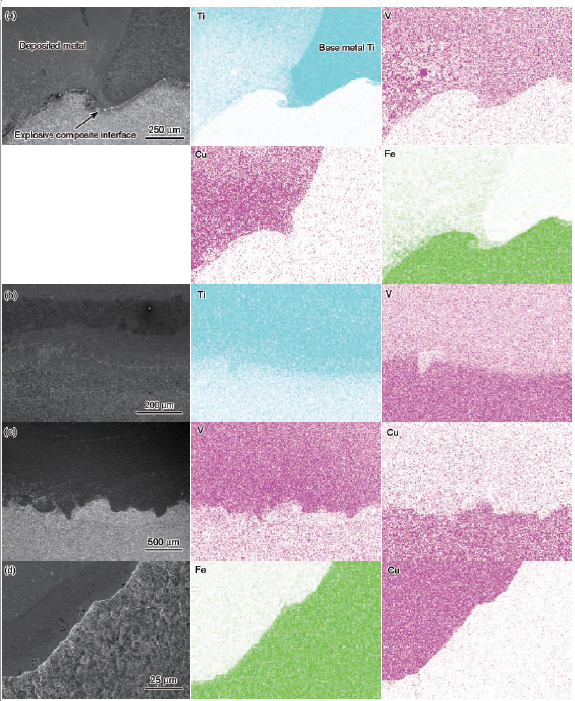
对图2中方框区域I~IV进行EDS面扫描, 结果如图5所示. 视域I处于母材爆炸复合界面和熔敷填充金属相互接触区域, 属于Ti, V, Cu和Fe的四相区. 通过图5a可以清楚观察到各区域元素的分布情况. 整体看, 在熔敷区, Ti与Fe有明显分区, 相互之间没有扩散互融, Cu和V对Ti和Fe起到了有效阻隔, 很好避免了TixFey金属间化合物的产生; 另外, 在熔敷区, 虽然Cu和V发生了充分互融, 但在剧烈冶金作用下, 分别产生了钒基固溶体和铜基固溶体, 有效阻隔了Cu与Ti的冶金作用, 避免了TixCuy金属间化合物的产生, 对焊缝综合力学性能的提高作用显著.
视域II, III和IV分别处于Ti/V界面、V/Cu界面和Cu/Fe界面. 图5b~d中各区域元素分布清晰, 在表层Ti区域无Fe和Cu出现, 说明V熔敷区对Cu起到了有效阻隔, 而Cu的熔覆区亦对基层钢中Fe起到了有效阻隔, 成功避免了TixFey和TixCuy脆硬金属间化合物的产生, 对提高焊缝综合性能有较大贡献. 4个视域中各元素质量分数如表4所示.
图5
Fig.5 EDS element mappings of the observation zones I (a), II (b), III (c) and IV (d) in
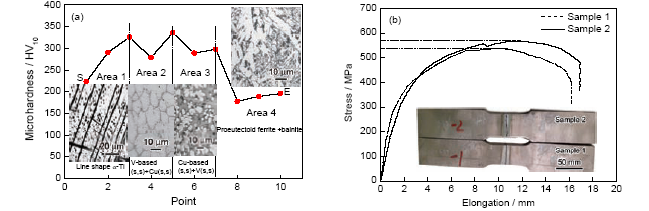
图6 焊缝横截面内纵向垂直线上显微硬度分布和焊缝应力-位移曲线及拉伸断裂试样
Fig.6 Microhardness distribution and corresponding microstructures (insets) of the weld cross section in the vertical line in Fig.2 (a) and stress-elongation curves and fractured samples (insets) for tensile test of the joint (b)
图6a给出了焊缝横截面显微硬度从S~E点(图2中小圆点所示位置)的变化曲线. 可看到, 第3, 5和7测试点的硬度值较高, 分别为326, 336和295 HV10, 此3个测试点分别处在Ti/V, V/Cu和Cu/Fe过渡界面处, 由于冶金作用剧烈, 且伴有多相固溶体组织, 所以显微硬度值偏高. 图中相应给出了各区域测试点对应的微观组织特征. 区域1为针状和线条状α-Ti, 区域2为钒基固溶体+晶界固溶体Cu组织, 区域3为铜基固溶体+团絮状固溶体V组织, 而区域4为碳钢熔敷区, 组织为先共析铁素体+贝氏体. 整体看, 焊接冶金作用形成的各区域, 固溶体和混合固溶体组织区的硬度偏高, 均高于两端际的钢和Ti. 其原因尚不清楚, 可能与在高温复杂冶金作用下V与Ti和Cu原子半径差异加大导致点阵阻力增加, 固溶强化加剧, 使过渡界面区显微硬度偏高, 塑变能力减弱有关. 从焊缝整体力学性能角度考虑, 需进行硬度值的有效控制, 尽量缩小区域差异, 使焊缝具有高强、高韧、优良塑性, 这将成为后续研究的重要方向.
根据GB/T 2651-2008, 在焊接试板上, 从焊接接头垂直于焊缝轴线方向截取2件全壁厚拉伸毛坯样,加工成标准板状拉伸试样, 并进行复合板焊接接头的拉伸实验. 拉伸应力-位移曲线及试样断裂情况如图6b所示. 图中, 试样1和2 的抗拉强度实测值分别为534和558 MPa, 拉伸位移实测值分别为16.4和16.9 mm, 强度平均值达到了546 MPa (主要由碳钢侧贡献), 断裂位置处于焊缝区域.
以V/Cu 作为过渡填充金属, 采用TIG+MIG+MAG焊接方法成功实现了对TA1/ X65爆炸冶金复合板的有效对焊连接, 焊接接头质量可靠,强度指标达到预期效果.
(1) 以V/Cu作为过渡填充金属, 采用TIG+MIG+MAG焊接方法可实现TA1/X65管线钢复合板有效焊接, 焊缝横截面内无裂纹和气孔缺陷, 焊缝抗拉强度可达546 MPa.
(2) 采用V/Cu复合过渡方法可实现对Fe和Cu元素有效阻隔, 避免了TixFey和TixCuy脆硬金属间化合物的产生, 对焊缝综合力学性能提高有较大贡献. 焊缝横截面纵向组织结构有明显分区, 由Ti侧到钢侧依次为Ti/(钛基固溶体+钒基固溶体)/(钒基固溶体+晶界固溶体Cu)/(铜基固溶体+团絮状固溶体V)/铜基固溶体/(先共析铁素体+贝氏体).
(3) 覆层Ti侧圆弧状“U”型坡口设计有利于过渡层Cu的焊接, Cu/钢界面可达到冶金焊接效果, 不会引起应力集中而萌生裂纹.
(4) 焊缝区域内, 高硬度点出现在Ti/V, V/Cu和Cu/Fe过渡界面区, 弱化了过渡界面塑韧性, 对焊缝综合性能有一定影响.
 , 杨军
, 杨军
1 实验方法
Mater
Mp / K
Sh / (Jg-1K-1)
Tc / (Wm-1K-1)
Lec / (10-6 K-1)
An
Aw
Ar / nm
Lattice type
Fe
1810.15
481.5
66.7
11.76
26
55.85
0.127
bcc α-Fe, fcc γ-Fe, bcc δ-Fe
Cu
1357.15
376.8
359.2
16.60
29
63.54
0.128
bcc
V
2175.15
498.0
30.7
8.30
23
50.94
0.192
bcc
Ti
1950.15
539.1
13.8
8.20
22
47.87
0.145
hcp α-Ti, bcc β-Ti
Filler metal
Welding
method
Nozzle size
mm
Voltage
V
Current
A
Wire feeding speed
(mmmin-1)
Welding speed
(mmmin-1)
Nozzle gas flow
(Lmin-1)
Pure Ti
TIG
10
9.6
100
700
60
15~20
Pure V
TIG
10
9.6
120
500
100
15~20
Pure Cu
MIG
20
16.0
125
4572
350
20~25
Steel welding
MAG
20
20.5
180
5080
300
20~25
Mixed gas:
(80%Ar +20%CO2)
20
24.5
225
6350
200
20
26.4
265
7620
180
2 实验结果及讨论
2.1 焊缝形成及横截面宏观结构
2.2 微观组织和相组成分析
Area
Phase
Atomic fraction / %
Potential phase
Fe
Ti
Cu
V
2
A
2.86
9.06
4.60
83.48
V(s,s)
B
1.09
6.67
90.06
2.18
Cu(s,s)
3
C
5.14
0
93.40
1.46
Cu(s,s)
D
13.65
0
9.92
76.53
V(s,s)
2.3 焊缝横截面区域元素面扫描分析
2.4 焊缝横截面显微硬度及焊缝力学性能
3 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
