



分享:激光增材制造过程中循环热输入对组织和性能的影响

王迪1, 黄锦辉1, 谭超林 ,1,2, 杨永强1
,1,2, 杨永强1
1.
2.
激光增材制造(LAM)中逐层沉积形成独特的循环热输入,能对沉积材料产生原位热处理(IHT)效应,具有调整微观结构和提高材料力学性能的潜力。本文针对LAM中循环热输入现象进行了详细阐述,分析了工艺参数、沉积方向、层间延时、基板预热、激光重熔等对循环热输入的影响行为。不同的循环热输入能对晶粒取向、相组成、第二相析出等微观组织产生明显的影响,进而影响其力学性能。循环热输入产生的IHT效应,为改善材料性能和研发新材料提供了契机。因此本文提出了理解和建立成分-工艺-IHT效应-组织结构-力学性能之间关系的理论,进而为基于IHT效应的LAM专用新材料的研究和发展提供启示。
关键词:
增材制造(additive manufacturing,AM),即3D打印,是集计算机辅助设计、精密控制与制造、材料科学等先进技术于一体的新兴制造技术[1]。增材制造中常用的能量源有激光、电子束、电弧和紫外光等。激光具有单色性高、方向性好、能量密度高的优势,已广泛应用于金属增材制造领域。激光增材制造(laser additive manufacturing,LAM)技术最常见的有粉末床激光熔融(laser powder bed fusion,LPBF)技术和激光直接能量沉积(laser direct energy deposition,LDED)技术2大类。与传统减材的加工方式相比,逐层沉积叠加原理能够使激光增材制造直接成型复杂金属零件结构,且具有冶金结合、组织致密、力学性能良好等优点,在前沿工业、航空航天、个性化生物医学等方面具有不可比拟的优势。
激光增材制造过程中独特的逐层沉积工艺原理,导致其复杂的热物理过程。粉末在每一层成型过程中经历快速升温、瞬时熔化、急速凝固的过程,粉末熔化形成的高温熔池会对底部已凝固的材料通过热传导和辐射的方式产生热输入。作用于该层的热输入会在后续层的沉积过程中重复出现,从而对已凝固的材料产生周期性热处理现象[2]。利用激光增材制造过程中独特的循环热处理效应可以调控组织(如析出相),提高材料的综合力学性能,也为研发激光增材制造专用新材料提供了契机。本文将对激光增材制造过程中循环热输入对成型件组织和力学性能的影响进行系统分析和论述。
1 激光增材制造技术概述
激光增材制造根据送粉方式的不同主要分为LDED技术和LPBF技术2种。LDED技术具有以下特点:高效率无模成形,成形尺寸不受限制;可实现多种材料的混合加工和梯度材料的柔性制造;可对损伤零件实现快速修复;工件成形复杂度、精度和表面质量较低。相比而言,LPBF技术具有较高的成形精度,且成形件具有良好的力学性能,拉伸性能一般可达锻件水平;但其沉积效率较低,成形件的尺寸受到成型仓的限制,因此不适合制造大型整体零件[3]。
1.1 粉末床激光熔融技术
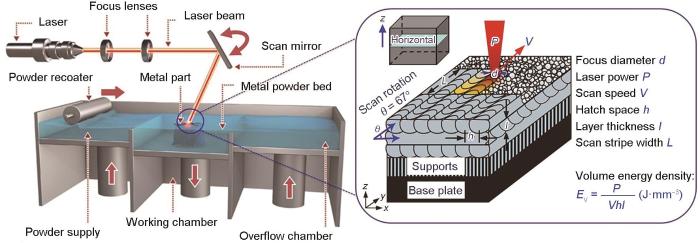
LPBF技术的研究最早起源于1995年德国弗劳恩霍夫激光技术研究所的一个研究项目,LPBF主要技术原理是利用计算机辅助设计(CAD)三维软件设计三维模型,并导出为切片软件能够识别的文件格式(STL.文件格式等),对三维模型添加支撑和分层处理并进行切片操作,得到三维模型的层片数据,接着对层片数据进行扫描路径规划,并将路径规划数据导入LPBF设备中;最后系统控制激光按规划路径扫描,逐层熔化金属合金粉末,层间堆叠并冶金结合得到三维金属零件实体[4]。如图1[4,5]所示,LPBF成型过程中的主要工艺参数包括光斑直径(focus diameter,d)、激光功率(laser power,P)、扫描速率(scan speed,V)、扫描间距(hatch space,h)、铺粉层厚(layer thickness,l)、扫描条宽(scan stripe width,L)和激光扫描策略等。并常采用
图1
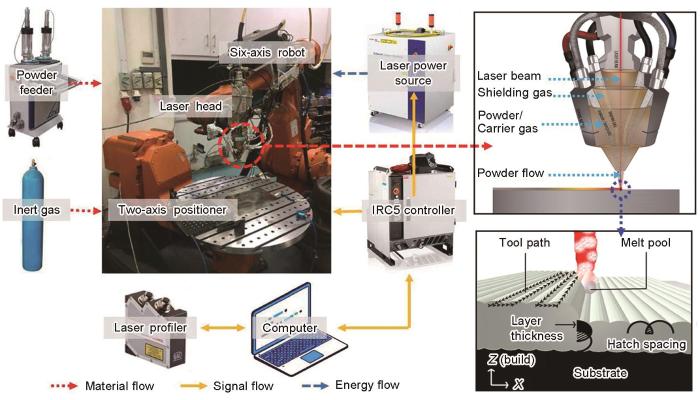
1.2 激光直接能量沉积
图2
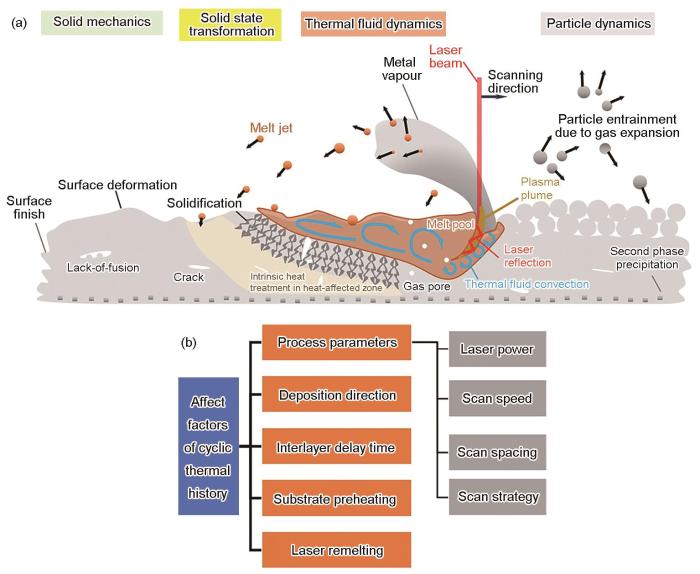
如图3a[8]所示,LAM沉积过程伴随着许多复杂的物理过程[8]:气体膨胀引起的粉末颗粒运动动力学、材料与激光相互作用时固-液-气转变的热流体动力学、固态相变(如一次重熔析出和原位热处理(intrinsic heat treatment,IHT))及后续损伤机制(如开裂)的固体力学等。由于LAM成型过程中大部分的热量通过激光与粉末作用进入熔池,再通过热传导进入已凝固的组织,而且LAM本质上是激光束对金属粉末熔化并进行点扫描-线搭接-层堆积,所以LAM的循环热输入使其热物理过程变得更为复杂。研究循环热输入对材料和组织性能的影响,对提升LAM打印质量和研发LAM专用新材料至关重要。总体而言,影响LAM成型过程中循环热输入的因素如图3b所示,主要包括工艺参数(process parameters)、沉积方向(deposition direction)、层间延迟时间(interlayer delay time)、基板预热(substrate preheating)、激光重熔(laser remelting)等。其中,影响循环热输入的工艺参数包括激光功率、扫描速率、扫描间距和扫描策略等。沉积方向、层间延时和激光重熔在调控循环热输入大小上也起着辅助作用。基板预热主要的是作为外加热源与循环热输入进行温度场耦合。通过对以上参数的控制,可以充分调控循环热输入行为,进而对LAM沉积材料的微观组织演变和力学表现等进行调控。
图3
2 激光增材制造温度场模型
激光增材制造中激光热源方程描述包括点热源、线热源、表面热源、体积热源4种。点热源和线热源方程仅用于热传导方程的解析解,表面热源和体积热源作为热源的二维和三维方程已广泛用于激光增材制造的传热和流体流动的数值模拟。
式中,ρ为粉末密度,cp 为比热容,T为温度,K为热导率,x为到激光束轴线的水平距离。该方程认为导热是唯一的换热机制,而忽略了对流换热是熔池传热的主要机制,导致计算的温度等参数并不准确。
点热源方程可以进一步优化获得线热源方程。根据传导模式的不同,线热源又可分为熔池匙孔模式和传导模式。在高功率能量密度的热源下,金属粉末瞬间熔化形成一个深而窄的匙孔,熔池匙孔模式下采用线热源方程比点热源方程更适合计算热传导,其准稳态温度分布方程为[11]:
式中,T0为初始温度,q为吸收率,k为导热系数,D为热扩散系数,d为板厚,K0为第二类零阶修正Bessel函数,
对于传导模式,热输入可以用Gaussian分布进行计算,其能量密度随着距离激光束轴半径的函数而变化,这种径向变化不能用点热源或线热源来定义,通常采用如下所示的表面热源进行计算[12]:
式中,Pd为吸收功率,f为能量分配因子,
采用二维热源计算LPBF的温度场时,由于假设粉末固定在粉末床表面,忽略激光热源对粉末穿透的现象,而且有一些熔池介于匙孔模式和传导模式的中间状态,采用体积热源方程计算更加准确[13]:
式中,Sv为体积热源能量,y为到激光束轴线的垂直距离,dL为粉末层厚度。
式中,rp是粉末颗粒的平均半径,ηm是考虑一些颗粒被其他颗粒屏蔽激光束的干扰因子,ηs是固体颗粒吸收的可用激光功率的分数,
图4
式中,α为材料吸收率。但是少部分热量从熔池散失,散失的热量
理解上述温度场关系模型,是调控循环热输入和IHT效应的基础。例如,从
3 循环热输入对组织和性能的影响
图5

3.1 工艺参数的影响
式中,ΔH为比焓,hs为熔化焓,σ为激光光束的尺寸。匙孔模式的阈值与扫描速率、激光功率和层厚度密切相关[29]。随着激光功率的增加和扫描速率的减小,熔池的深宽比增大,并且沿深度、宽度和激光扫描3个方向上的温度梯度也逐渐增大,在深度方向上的温度梯度最大[31]。扫描间距决定了单道熔池间的搭接情况,及层厚层间熔池的搭接情况。因此,这些工艺参数特点在影响LAM的激光循环热输入方面也分为水平和垂直激光循环热输入。水平循环热输入是单层多道沉积的结果,与扫描间距和熔池的宽度有关,道与道之间的沉积搭接区产生的激光重熔对已凝固的单道区域施加水平循环热输入作用。而垂直循环热输入是多层多道沉积的结果,与层厚和熔池深度有关,层与层之间的沉积搭接区产生的激光重熔对已凝固的单层区域施加垂直循环热输入作用[32]。
因此,根据不同的LAM工艺参数来计算循环热输入的有效输入频次,即熔池峰值温度大于材料的相变温度,水平循环热输入的频次fh可根据熔池宽度Wr和h计算[32]:
垂直循环热输入的频次fv可根据熔化深度dp和l计算[32]:
其中,Roundup函数表示向上舍入数字,不管舍去的首位数字是否大于4,都向前进1。
不同的激光扫描策略形成不同的层间温度场和熔池散热方向,进而对成型材料产生不同的垂直循环热输入行为。常用的扫描策略如图6a所示,包括单向扫描、Z形扫描、棋盘扫描、螺旋线扫描、轮廓扫描、交叉扫描、层间旋转90°单向扫描、层间旋转90° Z形扫描、层间旋转45° Z形扫描等[34,35]。单向扫描和Z形扫描是传统常用的扫描策略,产生的垂直循环热输入较大。螺旋线扫描过程中的热量传递比单向和Z形扫描得更均匀,因此产生的温度场更均匀,水平循环热输入较小。棋盘扫描策略是指将扫描区域划分为多个小方形区域形成棋盘,再按照设定的扫描顺序进行扫描,棋盘扫描策略的区域划分使得沉积过程中的热量分布更加均匀,扫描的棋盘数目越多,水平循环热输入的影响越小。因此,为提高材料的致密度和力学性能,在层间采用棋盘分区或者旋转扫描的策略(通常旋转67°或90°),不仅可以减少水平和垂直循环热输入使残余应力和塑性变形降低[36],还可以有效降低层与层之间的各向异性[37]。此外,扫描策略的路径规划对水平循环热输入也产生一定的影响,Ulbricht等[38]发现螺旋线扫描策略从周边向中心扫描比从中心向周边扫描的循环热输入更大,在中心出现高热量积累,并由于较大的温度梯度产生了较高的残余应力。
图6
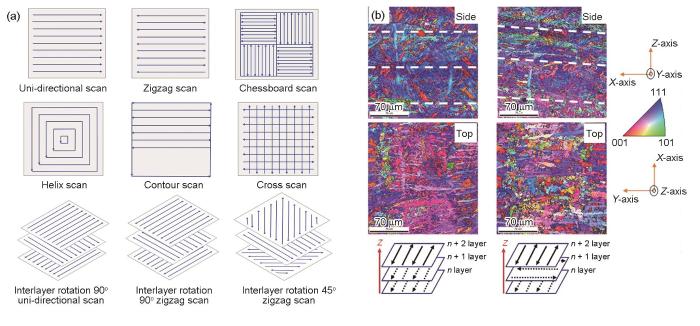
根据凝固与晶粒生长理论,LAM的循环热输入决定了熔道的温度梯度变化,进而影响晶粒生长情况。因此,晶粒生长受控于激光束移动、熔池独特的散热条件和晶粒外延生长等机制;在一定循环热输入的温度梯度下,晶粒可实现定向凝固和择优生长。周鑫[39]研究发现,固定激光方向的单向扫描策略由于外延生长机制形成贯穿多层的长条柱状晶粒,在垂直循环热输入的作用下,柱状晶粒将以<001>,或<011>,或<001>与<011>之间的取向平行于建造方向(//Z),而<111>取向情况较少。采用逐层旋转激光方向的扫描策略时,削弱垂直周期热输入的影响、下两层晶粒的生长并不能存在于相似的温度场条件下,相邻层晶粒最快生长方向存在角度差,打破柱状晶定向生长条件,取而代之的是大量尺寸、形态、取向随机分布的晶粒组织。类似地,Bhardwaj和Shukla[40]发现采用层间旋转90° Z形扫描获得试样的残余应力比Z形扫描的大。如图6b[40]所示,电子背散射衍射(EBSD)分析表明单向扫描的试样侧面和顶面分别出现了<111>和<001>择优取向,而层间旋转90° Z形扫描的试样由于层间旋转90°扫描策略改变了循环热输入热流在层间传递方向,没有形成明显的择优取向。因此,在LAM中通过调节循环热输入情况,可以实现金属凝固过程中改变晶粒结构,诱导形成均匀、细小的等轴晶粒。
3.2 沉积方向和支撑结构的影响
3.3 零件几何尺寸和层间延时的影响
LAM逐层沉积过程中,层与层之间或者多层与多层之间的激光扫描停顿时间称为层间延时时间(interlayer delay time,IDT)[47]。通过控制IDT来调控微观组织结构从而增强材料的力学性能,是LAM的独特优势。Xu等[23]研究发现,较长的IDT具有细化晶粒的效果;通过LPBF工艺调控,能够将α'马氏体原位分解为层状的(α + β)微结构,获得较高屈服强度和极限抗拉强度的Ti6Al4V,如图5所示[21~25],力学性能优于大多数EBM和LDED成型的试样。Kürnsteiner等[50]通过原位析出强化和局部微观结构控制的原理,制造出1.3 GPa抗拉强度和10%断裂伸长率的高强钢。如图7a和b[50]所示,通过改变IDT,调控冷却行为,当IDT = 180 s时,沉积材料能够冷却到马氏体相变起始温度(Ms)以下,保证大量马氏体相的形成,为后续析出相的形成提供母体条件。循环热处理效应促进纳米(Ni, Fe)3Ti在激光沉积过程中原位析出,形成跨多个尺度的复杂微观组织。图7c和d[50]中扫描电镜(SEM)和三维原子探针(APT)分析表明,该层状结构由软区(几乎无析出物)和含有高体积分数纳米析出物的硬区组成。这些析出物主要是在马氏体中形成;因此,确保马氏体基体的形成是获得高密度析出物和良好性能的前提。类似地,Amirabdollahian等[51]在LAM成型13.0Ni-15.0Co-10.0Mo-0.2Ti-Fe马氏体时效钢时,采用不同的IDT (分别为30、120和250 s),增加IDT以减少循环热输入,促进奥氏体向马氏体的转变,为后续金属间化合物析出提供有利基体条件。如图7e和f[51]所示,IDT = 30 s的样品中没有发现析出物,而在IDT = 250 s试样中发现大量纳米析出物,包括Ni3Mo和Ni3Ti。因此,利用层间延时来改变循环热输入的频率,为LAM过程中原位组织转变和沉淀析出提供合适的温度范围和时间。
图7
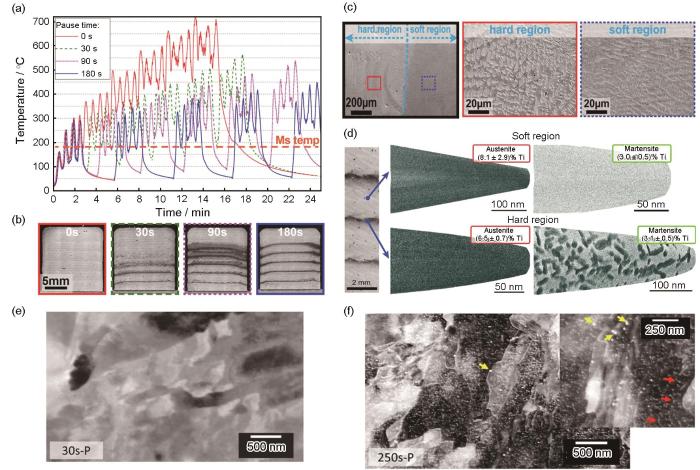
Fig.7 Principle of in-situ precipitation strengthening and local microstructure control process[50,51]
(a) real-time thermal history[50]
(b) layered structure diagram[50]
(c) secondary electron micrographs of soft and hard areas[50]
(d) atom probe tomography (APT) analysis of the soft and hard zones[50]
(e) microstructure with 30 s IDT[51]
(f) microstructure with 250 s IDT[51]
3.4 基板预热温度的影响
LAM过程中由于快速熔化、快速凝固会产生较大的温度梯度,从而产生热应力,容易出现变形和裂纹等缺陷。当激光加热熔化粉末形成熔池时,存在熔化区(melting zone,MZ)、热影响区(heat affected zone,HAZ)和凝固区(solidified zone,SZ) 3个区域(图8a)。熔化的材料处于完全塑性变形状态,没有产生应力。而HAZ受热膨胀,同时受到SZ的限制。从而在加热程中,在HAZ产生压应力,在SZ产生拉应力。当激光扫描离开该区域冷却时,MZ的材料由完全塑性变形状态转变为不完全塑性状态,并且其体积发生冷却收缩,但受HAZ的限制,故而在MZ产生拉应力,HAZ产生压应力[45]。可以采用基板预热来调节循环热输入情况,降低熔池的温度梯度,以消除零件与内基板连接处残余应力。Nezhadfar等[52]通过平台预热至150℃改变LPBF成型316L不锈钢过程中的循环热输入特性,有效减少内部缺陷,提高材料的延展性、拉伸强度(提升18%)和疲劳强度。Luo等[53]利用ABAQUS软件建立24CrNiMo合金钢LPBF的有限元模型,预热温度从250℃升高到400℃时,内部残余应力从354 MPa降低到300 MPa。类似地,Zumofen等[54]LPBF成型30CrNiMo8时,预热温度超过240℃时,残余应力开始减少,在温度从320到400℃时,残余应力从拉应力变为压应力。可见,基板预热产生的持续性的热量与激光产生的循环热输入耦合,可以降低残余应力。
图8
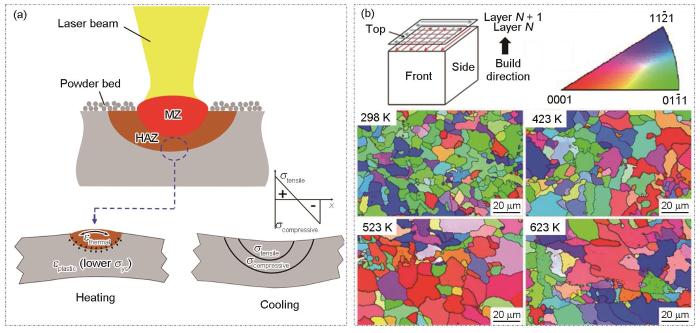
图8 残余应力形成示意图,及预热温度对晶粒生长的影响[55]
Fig.8 Schematic of residual stress generation (a), and the EBSD images showing the grain orientation of LPBF-processed Ti-45Al-2Cr-5Nb at different preheating temperatures[55] (b) (MZ—melting zone, HAZ—heat affected zone; σtensile—tensile stress, σcompressive—compressive stress, εthermal—thermal strain, εplastic—plastic strain, σys—yield stress)
此外,LAM过程中基板预热的持续性热输入由于降低金属冷却/凝固速率,使得晶粒的生长情况发生变化。Nezhadfar等[52]发现LPBF成型的316L的晶粒沿着散热方向被拉长,而且奥氏体γ晶粒大多为<001>,预热150℃时会改变γ晶粒取向,晶粒取向从<001>变为<110>。类似地,Li等[55]研究发现利用预热基板增加热输入不仅可以调控晶粒取向,还可以使得晶粒尺寸变大。如图8b[55]所示,随着预热温度的增加,晶粒取向从(
3.5 激光重熔的影响
激光重熔技术是激光在扫描打印一层后,工作台和铺粉器不继续运行,激光重新扫描一遍,让这一层重新熔化凝固。激光重熔可以通过消除表面的黏粉现象,改善熔道的形貌,提高致密度并且改善打印零件表面粗糙度[57]。同时,激光重熔可以增加循环热输入峰值温度,实现LAM过程中的原位热处理。Kempen等[58]LPBF成型M2高速钢时,经过每一层重熔后,由于循环热输入大小增大,形成的原位热处理导致马氏体含量增加,从而提高零件硬度,最高可达64 HRC,与常规热处理下的M2高速钢的硬度相当,从而可无需后续热处理工艺。类似地,Chen等[59]通过激光重熔化5CrNi4Mo,不仅实现几乎完全马氏体转变(高达99.3%),还促进了位错重排,并增加了亚晶界数量,试样硬度高达765 HV,远高于LPBF直接成型的未重熔试样。不同激光能量密度的重熔[60]形成的循环热输入峰值温度不同,导致原位热处理形成的相组成有所不同,实现金属材料微结构的调控。随着重熔激光能量密度的增加,H13钢熔化区的显微组织变粗,板条马氏体减少[60]。当激光能量密度为110 J/mm2时,硬化区(hardened zone,HZ)中的铁素体完全转变为奥氏体,但有少量未溶解的碳化物。类似地,Chen和Qiu[61]通过高激光功率对粉末层进行激光熔化,然后用中低功率激光对已凝固层进行激光再加热/再熔化,利用激光重熔工艺实现原位热处理效果,制备的Ti6Al4V组织呈现出层状叠加的微结构,即交替(α + β)和α′带状结构,在(α + β)带内,由于重熔增加了循环热输入,促使β相以纳米大小的析出物或板条形式存在,并且由于其原位热处理的特点,形成的β相与α基体呈Burgers取向关系。该工艺方式成型样品的强度和延展性对比直接LPBF成型均有提高。
4 激光增材制造过程中原位热处理效应
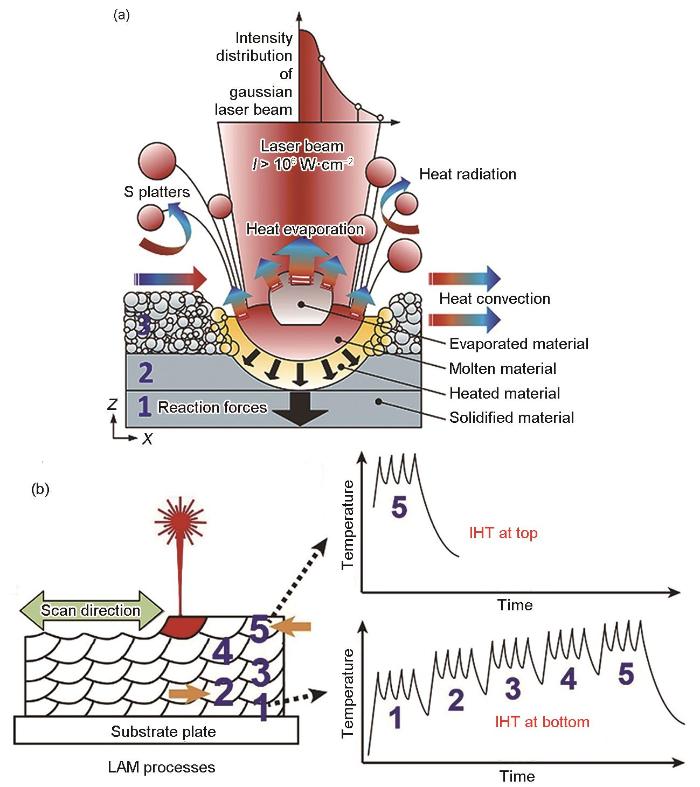
在LAM过程中,已凝固材料在后续的逐层沉积过程中都经历了多次周期性的加热/冷却的热输入过程,该过程使得成型零件不同部位的材料均经受周期性、非稳态的局部热处理过程。这种局部热处理的加热及冷却速率快、瞬时温度高等特点,使得在整个LAM过程中不同部位的材料均发生复杂的循环固态相变。这种由于LAM独特的逐层沉积方式引起的对已凝固的组织产生的周期性热处理现象,被称为原位热处理效应,即IHT效应[16]。
Jing等[62]利用LAM的IHT制备出回火屈氏体和回火索氏体共存的组织结构,在微观层面上,即粗大的非等轴晶粒被细小的等轴晶粒包裹的核壳结构。如图9a[62]所示,当激光扫描300M钢粉末时,除了粉末熔化外,一些温度高于300M钢熔点Tm (约1504℃)的已凝固区域也被重熔形成熔化区。在Tm~Ac1 (1504~760℃,Ac1为奥氏体转变开始温度)之间为奥氏体化区(austenitizing zone),该区域前期凝固组织可转化为奥氏体。在奥氏体化等温线以下的区域统称为回火区(tempering zone),其中在Ac1~Tr (760~600℃,Tr为再结晶温度)之间为再结晶区(recrystallizing zone)。在再结晶区,α-Fe开始回复和再结晶形成渗碳体。IHT效应产生回火效应,从而产生回火屈氏体和回火索氏体组织。在多层沉积过程中,激光束扫描后续层时,先前凝固层部分重熔,其余部分产生回火效应。Tan等[63]利用LAM原位回火效应,沉积了兼具优异的强度和韧性的AlSl 420SS。如图9b[63]所示,该材料的抗拉强度达到1.57 GPa,其断裂延伸率约23%,在众多LAM制备的高强钢中表现出优异的强韧性。其原因主要是,沉积过程中的回火效应促进了大量碳化物形成,因此沉积态获得了良好的力学性能(明显优于传统制备方法获得的性能),这为后续热处理强化进一步提高性能打下了基础。
图9
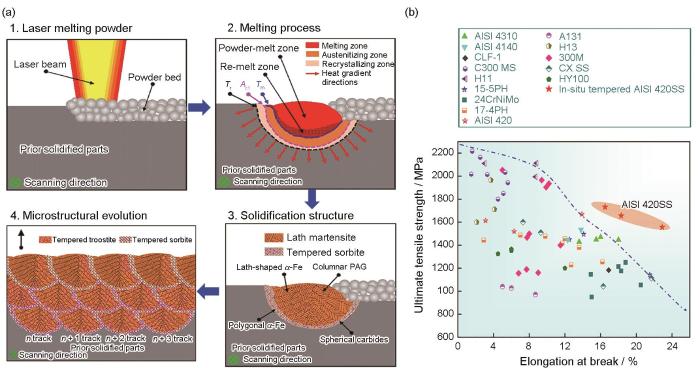
图9 300M钢LPBF过程中微观组织演变示意图[62],及基于原位回火效应获得优异力学性能的AISI 420[63]
Fig.9 Schematic of microstructure evolution of LPBF-produced 300M steel[62] (a), and excellent mechanical properties of AISI 420 based on in situ annealing effect[63] (b) (Ac1—austenitzing initial isotherm, Tm—melting point, Tr—recrystallizing temperature; PAG—prior austenite grain)
此外,IHT效应也会促进金属间化合物在LAM过程中原位析出。Kürnsteiner等[16]利用IHT效应在LDED制备Al-Sc-Zr合金过程中生成直径为2~3 μm的Al3(Sc, Zr)析出相,形貌见图10a[16]。并且,顶层中尺寸相对较大的初级颗粒认为是由于冷却速率随着层数的增加而降低导致的。在LDED成型Fe-19Ni-xAl (原子分数,%)马氏体时效钢时,当Al的原子分数达到8%和9% (图10b[64])时,通过原位热处理效应可以析出密度高达1.2 × 1025 m-3的尺寸为2~4 nm的NiAl颗粒[64]。类似地,J?gle等[65]对LAM成型的马氏体时效钢的析出行为和奥氏体转变行为进行了研究,发现马氏体时效钢在LDED成型过程中,早期阶段析出的Ni3Ti是由于沉积后续层的过程中IHT效应形成的(图10c[65])。
图10
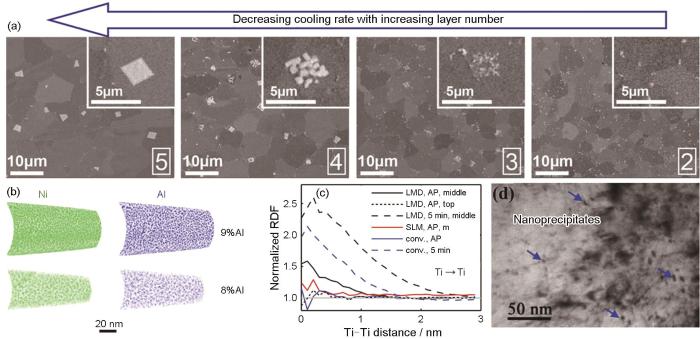
Fig.10 The influence of IHT effect on microstructure (AP—as-produced, SLM—selective laser melting, LMD—laser metal deposition)[4,16,64,65]
(a) microstructure of different layers of LDED-produced Scalmalloy samples[16]
(b) APT analysis of Fe-19Ni-xAl[64]
(c) radial distribution function (RDF) of titanium atoms in maraging steel[65]
(d) nano-precipitates in LPBF-produced maraging steel[4]
当IHT效应温度达到材料相变温度时,就会改变成型过程中组织生长规律。Barriobero-Vila等[66]研究发现LPBF成型Ti6Al4V固有的IHT效应引起了马氏体组织的分解。类似地,Tan等[4]发现LPBF过程中极快速熔化和冷却确保了马氏体组织的形成,如图10d[4]所示,随后的IHT效应促进部分纳米析出相在原始态样件(未热处理)中形成。马尧[67]发现LPBF成型TC4合金的微观组织转变受到IHT效应影响,LPBF成型过程中的循环热输入促进马氏体α′次生相生长,微观组织沿沉积方向演变规律为粗大板条状α′相、细小针状α′相、超细小Z字形α′相。Yan等[68]发现LPBF成形的H13组织内部存在由于循环热输入产生的残余奥氏体。此外,Damon等[69]发现IHT效应是导致LPBF成型低合金钢硬度降低的主要原因,是IHT导致微观结构发生变化,显微组织和硬度的分析表明由于IHT效应产生了一种独特的低硬度、细密分布的碳化物组合。因此,IHT效应对沉积材料有利也有弊,合理控制IHT,有望改善材料的性能,也为LAM专用新材料的研发提供了契机。
5 总结和展望
本文对LAM成型过程中循环热输入对组织和性能的影响进行了系统的概述。首先,介绍了LAM成型过程的热物理现象,针对LAM成型固有的循环热输入现象进行阐述,并分析该现象产生的原位热处理效应。接着,分析工艺参数、沉积方向、层间时间、基板预热、激光重熔对循环热输入的影响;通过上述因素的调控,可以控制循环热输入温度场,实现特定的成型热输入行为。此外,LAM过程独特的循环热输入为LAM专用新材料的研发提供了契机。
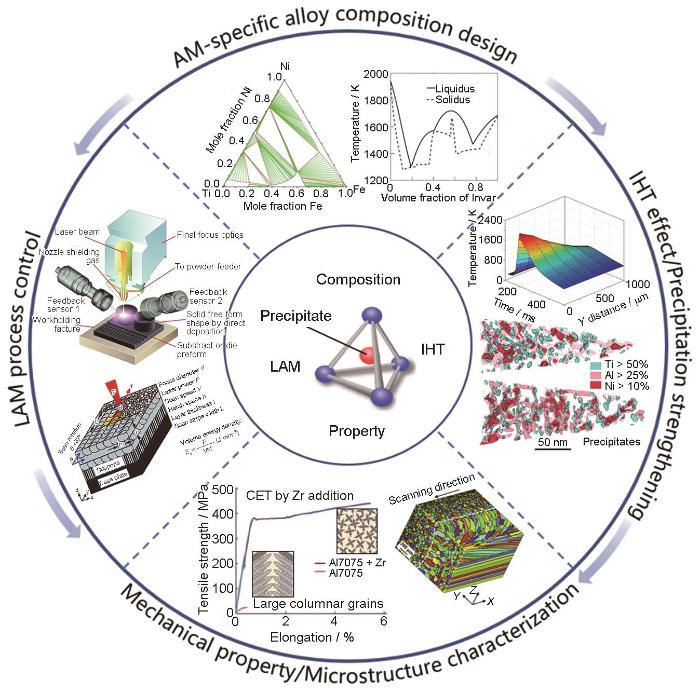
新材料、新工艺、新设备、新现象及新理论的深入研究与发掘,是拓展AM技术工程应用的基础[70],其中,新材料也是我国重要的战略发展方向。然而,现有的用于AM的商业化粉末,如钛合金(Ti6Al4V)、镍基合金(IN718)、铝合金(AlSi10Mg)、合金钢(316L)等,均沿袭传统的成分配比。基于AM特有的熔池热输入特性,研究AM定制化金属材料是增材制造专用新材料发展亟待解决的问题[41]。如图11[5,65,71~74]所示,可以从成分-工艺-原位热处理效应-组织结构-力学性能之间的关系出发,研发AM专用新材料[5,65,71~74]。采用机器学习等人工智能方法对金属粉末进行成分设计,结合LAM成型过程温度场模拟与在线监控,通过LAM的工艺(工艺参数、沉积方向、层间时间、基板预热、激光重熔)调控循环热输入特性,利用IHT效应得到预期设计的微观组织,以获取优良性能的力学性能,从而,将激光增材制造的冶金成型过程和热处理过程同步一体化进行,缩短零件制造过程,实现近终成形。从技术上来说,LAM中基于计算机模型主动设计和优化的合金材料需要其独特的制造工艺,需充分调研与目标材料相关的材料加工工艺与热处理数据。同时,复杂的IHT效应对多尺度工艺模拟和高精度的原位在线监控技术提出了更高的要求[8]。在商业应用上,兼顾材料成本和性能,实现理想的微观结构-性能也是一大挑战。此外,利用IHT效应配合成型设备上嵌入的可控式电、磁、超声波等外加物理场或介质,实现对微观组织和力学性能在线原位调控,也可能是今后激光增材制造新材料开发和工艺优化的一大研究方向。
 沪公网安备31011202020290号
沪公网安备31011202020290号
