



分享:颗粒尺寸对金刚石/Al封装基板热物性的影响

周洪宇1, 冉珉瑞1, 李亚强2, 张卫冬1, 刘俊友3, 郑文跃
1.
2.
3.
利用新型液固分离技术制备40% (体积分数)-金刚石/Al复合材料封装基板,通过SEM、EPMA和XRD观察和分析复合材料的断口形貌及界面结构,分析金刚石颗粒尺寸(90、106、124和210 µm)对金刚石/Al复合材料热物性的影响。结果表明,复合材料致密度随金刚石颗粒尺寸增加呈现先增加后急剧降低的规律,在颗粒尺寸为106 µm时,致密度达到极大值。复合材料界面处未发现有恶化性能的Al4C3生成。复合材料的热膨胀系数随金刚石颗粒尺寸增加略有增大,保持相对稳定,Kerner模型可以准确模拟复合材料热膨胀系数。热导率受金刚石颗粒尺寸和界面行为共同作用,与致密度呈现相同变化规律。金刚石颗粒尺寸为106 µm的金刚石/Al复合材料具有最佳的综合性能,致密度达到97.12%,热膨胀系数为12.4 × 10-6 K-1,热导率为153.1 W/(m·K),达到Maxwell-Eucken模型预测值的69.31%,气密性指标满足电子封装材料军用装配标准。
关键词:
随5G微电子元件和大功率电子设备的快速发展,单位面积芯片产生的热流密度越来越大,将热量及时、有效地耗散出去是保证电子器件稳定性的关键[1~3]。Janicki和Napieralski[4]曾指出,导致电子产品不稳定的原因中有55%是温度因素造成的,如果热量不能及时传导造成局部温度过高,将导致电子元件失效。现有电子封装材料(如Invar、Kovar、Cu/W、SiC/Al等)已不足以满足大规模集成电路对散热的要求[5,6]。金刚石/Al复合材料具有与芯片材料相匹配的热膨胀系数(coefficient of thermal expansion,
Chu等[8]采用放电等离子烧结法制备金刚石/Al复合材料时发现,随金刚石颗粒尺寸由40 µm增加至100 µm,λ呈现先增大后降低的趋势,并在颗粒尺寸为70 µm时取得极大值。而Tan等[9]在采用热压烧结研究金刚石颗粒尺寸(30、75和200 µm)对金刚石/Al复合材料λ的影响时发现,随颗粒尺寸增加,复合材料λ呈线性增长。Kwon等[10]同样采用热压烧结方式,以颗粒尺寸分别为25~30、37~44和75~88 µm的金刚石颗粒为原材料,发现颗粒尺寸37~44 µm的金刚石/Al复合材料具有最高的λ。以上研究结果表明,制备方式的差异会导致金刚石/Al复合材料的最优颗粒尺寸不尽相同,即使同样制备方法中的最佳金刚石颗粒尺寸亦尚未有统一标准。
金刚石/Al复合材料的制备方法主要有放电等离子烧结[11,12]、粉末冶金[6,10]、热压烧结[13,14]、气压浸渗[15,16]和压力浸渗[17,18]等。放电等离子烧结法由于烧结时间较短,会导致界面不完全扩散,弱化界面连接,降低λ[19]。粉末冶金法由于低的烧结温度和短的烧结时间,极易出现界面扩散不足、界面连接较差的情况,降低λ[18]。热压烧结法只能制备形状简单的材料,对于压制模具的匹配程度和强度要求较高[20]。浸渗法由于烧结温度较高会产生恶化性能的Al4C3[20],Al4C3易水解的特性严重限制了复合材料的服役环境[21]。上述方法中,高温条件下,或是金刚石与Al在长时间接触过程中,不可避免地在界面处生成恶化力学及热物性能的Al4C3[6,10,14,16,18]。以往认为金刚石表面镀层处理可有效避免Al4C3生成,但Xin等[21]和Li等[22]研究表明,即使在金刚石镀层完整的情况下,制备工艺参数差异也会导致在界面处生成Al4C3。因此,采用确保无Al4C3生成的金刚石/Al复合材料制备方法,掌握金刚石颗粒尺寸对复合材料热物性的影响规律,在高导热金刚石/Al复合材料产业化推广方面具有重要的指导意义。
本课题组最近研究成果[23~25]表明,短流程、近净成形的液固分离(liquid-solid separation,LSS)技术是实现制备高致密性、高气密性、高热导率铝基复合材料的新方法。已采用LSS技术制备金刚石含量为40% (体积分数)的金刚石/Al复合材料,初步探究界面处未发现Al4C3中间产物生成[24,25]。然而,尚未有研究报道金刚石颗粒尺寸对该方法制备金刚石/Al复合材料热物理性能的影响。本工作选择平均颗粒尺寸分别为90、106、124和210 µm的金刚石颗粒为增强相,研究金刚石颗粒尺寸对金刚石/Al封装基板热物性的影响,并对界面行为进行分析,以期推广LSS技术在制备颗粒增强金属基复合材料领域的应用。
实验选用纯度为99.81% (质量分数)的工业Al粉和MBD-4研磨级人造单晶金刚石颗粒为原材料,其中Al粉平均尺寸为37 µm,不同规格的金刚石平均颗粒尺寸分别为90、106、124和210 µm。
金刚石缺陷当中常存在N、H、B等杂质元素,其中以N最为常见。人造单晶金刚石的λ与其表面N元素含量呈线性关系,并随N含量增加而降低[26]。实验用金刚石颗粒N含量约为190 × 10-6~200 × 10-6,单晶金刚石λ约为1500 W/(m·K)[27]。
LSS技术利用处于液固混熔态的金属液和固相颗粒在压力作用下具有差异流动性,将固相间的液相沿压力传递方向挤压出去,图1a为液态金属分离示意图。本研究设计特殊结构的LSS通道使Al液在压力作用下定量、定向分离,并完全阻止金刚石颗粒通过,制备金刚石含量为40% (体积分数)的金刚石/Al复合材料封装基板,工艺流程示意图见图1。具体制备工艺流程为:(1) 将金刚石颗粒和金属Al粉按体积比1∶4配料后置于3D混料机(T2C Turbula mixer)中进行机械混合,混粉时间8 h;(2) 将机械混合的粉体置于四柱压力机中,在500 MPa压强下保压1 min压制成冷压坯料(图1b);(3) 将冷压坯料放入特殊模具系统(图1c)中以20℃/min的升温速率,在450℃中间保温20 min后加热至683℃保温40 min,使坯料达到液固混熔态;(4) 将液固混熔态浆料中目标量的液相在60 MPa压力作用下通过宽度为2 mm的液固分离通道挤入液相腔;(5) 剩余浆料在循环水冷却作用下由下至上逐层凝固,在270 s持续保压条件下制成尺寸为50 mm × 40 mm × 3 mm的金刚石/Al封装基板及分离出液相(图1d)。
图1 液固分离(LSS)工艺流程示意图
(a) schematic of liquid and solid phase separation (σ—pressure, D—diamond particle, a-e—directions of pressure transmission of diamond particle, f—flow direction of liquid Al)
(b) cold-pressed blank
(c) LSS mold system
(d) fabricate of diamond/Al composite and separated liquid phase
Fig.1 Schematics of process flow of liquid-solid separation (LSS)
采用激光切割机对封装基板进行机械加工。采用EVO-18扫描电镜(SEM)观察金刚石颗粒表面及三点弯曲断口形貌,试样尺寸为25 mm × 4 mm × 3 mm。采用GH-120E密度仪测量复合材料密度(ρ)。采用JXA-8230电子探针(EPMA)显微分析仪测定复合材料界面处元素的分布。采用D8 Advance X射线衍射仪(XRD)对复合材料进行物相分析,辐射源CuKα,工作电压40 kV,工作电流35 mA,扫描范围20°~80°,扫描速率4°/min。采用LFA 427激光散射热导仪测定复合材料室温热扩散系数(α),试样尺寸为直径12.7 mm、厚3 mm。根据金刚石与Al的体积比计算复合材料定压比热容(cp):cp= cpmVm + cpdVd (其中,cpm和cpd分别为Al和金刚石的比热容,Vm和Vd分别为Al和金刚石在复合材料中所占的体积分数)。复合材料的λ通过关系式计算:λ = ρcpα。采用DIL 402C热膨胀仪测定复合材料从室温到200℃的平均
金刚石颗粒以四方形的(100)面和三角形的(111)面组成的六到八面体结构为主,具有尺寸比较规则、形状相对完整、均一性良好等特点,部分颗粒表面存在宏观缺陷,具体形貌如图2所示。
图2 不同颗粒尺寸金刚石的SEM像
Fig.2 SEM images of diamond particles with particle sizes of 90 µm (a), 106 µm (b), 124 µm (c), and 210 µm (d)
采用LSS技术制备的金刚石/Al复合材料(在图1c液固分离腔LSS chamber中完成)及分离出的液相(在图1c液相腔liquid chamber中完成)的显微组织如图3所示。观察图3a可以看到,金刚石颗粒均匀、牢固地镶嵌在金属Al基体上,金刚石颗粒并无剥离、脱落现象,没有观察到明显孔洞。从图3b中可以看出,分离出的液相中没有金刚石颗粒存在,保证原始冷压坯料的金刚石颗粒最终完全保留在复合材料当中;并且进一步说明2 mm的分离通道可以有效地阻隔金刚石颗粒流出,因此,可通过改变上模腔的尺寸,制备不同体积分数的金刚石/Al复合材料。该方法有望彻底解决高性能金刚石/Al电子封装材料制造成本高、流程长、难以推广应用的难题。
图3 LSS技术制备的金刚石/Al复合材料及分离出的液相的显微组织SEM像
Fig.3 SEM images of diamond/Al composite with particle size of 106 μm fabricated by LSS technology (a) and separated liquid phase (b)
图4为不同尺寸金刚石颗粒所制备的金刚石/Al复合材料断口的SEM像。由图可见,不同颗粒尺寸的金刚石都均匀分布在Al基体上,Al基体断面上含有大量韧窝,属于韧性断裂,而金刚石颗粒表面未发现金属Al选择性化学粘结(100)界面的现象,仅有部分金刚石颗粒被Al基体物理包裹。同样在增强相含量为40% (体积分数)条件下,随颗粒平均尺寸增大,在相同视野下出现的金刚石颗粒数量逐渐减少。图4a和b所示金刚石颗粒的平均尺寸分别为90和106 µm,通过观察金刚石颗粒间均未发现明显微孔。金刚石颗粒平均尺寸增大至124 µm (图4c)及210 µm (图4d),部分金刚石颗粒与金属Al界面结合处出现明显未被完全填充的“拱桥”现象,金刚石与Al基体间的孔隙见图4c和d中箭头所示。
图4 不同尺寸金刚石颗粒所制备的金刚石/Al复合材料断口的SEM像
Fig.4 SEM images of fractures of diamond/Al composites with diamond particle sizes of 90 µm (a), 106 µm (b), 124 µm (c), and 210 µm (d) (Arrows show the interfacial debonding areas that are unfilled by Al)
通过EPMA分析金刚石/Al复合材料(金刚石颗粒平均尺寸为106 µm)界面元素分布,线扫描区域见图5a,元素在复合材料界面处的分布情况见图5b。可见,Al与金刚石由于固溶度较低,存在大约9 µm的相互扩散区域,元素的相互扩散为改善界面结合提供了可能。
图5 金刚石/Al复合材料界面处的SEM像及EPMA元素分布
Fig.5 SEM image (a) and EPMA map of element distribution at the diamond/Al composite interface (along the line in Fig.5a) (b) (Diamond particle size is 106 µm)
对金刚石平均颗粒尺寸为106 µm时制备的金刚石/Al复合材料进行XRD分析,结果如图6所示。通常界面反应对于增强Al基体和金刚石增强相2者间的界面结合起重要作用,但本工作并没有发现界面反应产物。为进一步验证复合材料界面处是否有恶化性能的Al4C3存在,在30°~37°区域进行慢速扫描,如图6插图所示。在扫面速率仅为0.25°/min的条件下,XRD谱仅有背景强度起伏,未发现Al4C3相。
图6 金刚石平均颗粒尺寸为106 µm时制备的金刚石/Al复合材料的XRD谱
Fig.6 XRD spectrum of diamond/Al composite with diamond particle size of 106 µm (Inset shows the XRD spectrum in the range of 30°~37°)
不同尺寸金刚石颗粒所制备的金刚石/Al复合材料致密度和热物理性能的测试结果见表1。对比可以发现,金刚石平均尺寸为90、106、124和210 μm的复合材料致密度分别为96.19%、97.12%、95.26%和91.75%,致密度随金刚石颗粒尺寸增加呈现先增加后急剧降低的变化规律,在金刚石颗粒尺寸为106 µm时取得极大值。复合材料的热膨胀系数并没有与致密度呈现相同的变化趋势,随金刚石颗粒平均尺寸逐渐增加,金刚石/Al复合材料的
表1 不同尺寸金刚石颗粒所制备的金刚石/Al复合材料的致密度和热物理性能
Table 1
Particle diameter
µm
Density
g·cm-3
Relative density
%
10-6 K-1
λ
W·m-1·K-1
气密性是考察封装材料合格与否的关键性能指标。氦分子在高真空环境下具有很高的扩散速率,应用氦气可以快速、准确地对电子封装材料进行真空检漏。经过测试,金刚石颗粒平均尺寸为106 μm的金刚石/Al复合材料的漏气速率达到4.8 × 10-9 Pa·m3/s,具有良好的封装气密性,完全满足电子封装材料军用装配标准(< 2 × 10-8 Pa·m3/s,GJB548A-1996)。这说明采用LSS技术可制备高气密性金刚石/Al封装基板,气密性关键指标满足封装测试行业要求,具有较强的工业化应用前景。
在金刚石体积分数一定时,随颗粒尺寸增大,颗粒总表面积减小,导致增强相与基体的界面随之减小。此时,界面处存在的空洞等缺陷也相应减少,因此孔隙率有所下降,宏观表现为复合材料致密度增加。由表1可知,在本工作中金刚石颗粒平均尺寸从90 µm增加至106 µm,复合材料致密度由96.19%增加到97.12%,提高近1%。图4a和b断口形貌分析也表明,金刚石颗粒尺寸为90和106 µm的复合材料界面处未发现明显微孔,金属基体与增强相间具有相对较好的界面结合。但当金刚石颗粒平均尺寸进一步增加至124和210 µm时,复合材料致密度反而大幅度下降至95.26%和91.75%。图4c和d断口形貌亦显示,复合材料界面处出现金刚石颗粒未被金属Al完全包裹的现象(箭头所示)。这说明,在液固分离过程中,随金刚石颗粒尺寸进一步增大,将出现部分金刚石颗粒间的间隙无法被熔融态Al液完全填充,甚至使颗粒间形成较大的间隙、微孔。此外,由于金刚石颗粒与金属Al的热膨胀系数相差很大,液固分离时陶瓷增强相与金属基体间界面会产生较大的热应力,在凝固冷却时产生的拉应力[28]导致金刚石颗粒与Al基体间产生裂纹脱附现象,降低复合材料致密度。因此,为保证LSS技术制备的金刚石/Al复合材料具有较高的致密度,应控制金刚石颗粒平均尺寸为106 µm左右。
通过EPMA (图5)和XRD (图6)的分析结果可知,复合材料界面处仅有元素扩散,并没有生成界面反应产物,这说明界面的连接方式仅为物理连接,再次证实未对金刚石进行镀覆处理的界面结合能力较弱。研究表明,金刚石表面镀层不仅可以阻止脆性金刚石相的断裂[29],还可以提高复合材料导热性能[30]。物相分析过程中对30°~37°区域进行慢速扫描,仍未发现Al4C3存在。判断这是由于液固分离法加热的温度区域适中,并在极短的时间内完成了液固分离的凝固过程,使界面处来不及生成恶化复合材料性能的Al4C3相。理论上保证封装基板具有较高的热导率,可在恶劣的潮湿环境下服役。
金刚石/Al复合材料
目前颗粒增强金属基复合材料的
式中,αm和αd分别为Al基体和金刚石增强相的
Turner模型[33]假设复合材料基体与增强相间的应力呈静均匀分布,应力的大小不足以对材料造成损坏,各组元热膨胀形变随温度变化受到约束,并且变化速率相同,材料内部裂纹和空隙等缺陷的数量和大小不发生变化。Turner模型预测金刚石/Al复合材料
式中,Km和Kd分别为Al基体和金刚石增强相的体积模量,GPa。
Kerner模型[34]不仅考虑到复合材料的微观应力,同时也考虑剪切力对晶界的影响,因此应用相对广泛。Kerner模型预测金刚石/Al复合材料
式中,Gm为Al基体的剪切模量,GPa。
通过表2[35]原材料参数分别计算ROM、Turner和Kerner模型的理论
表2 原材料热膨胀系数及力学参数[35]
Table 2
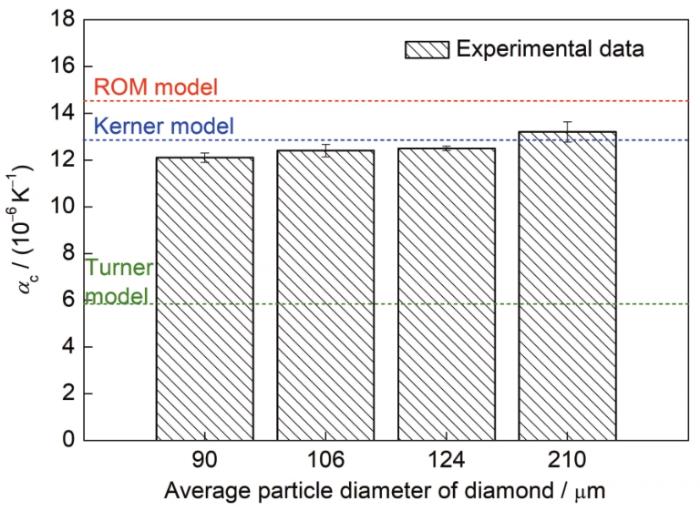
图7为金刚石/Al复合材料热膨胀系数实际测量值与理论模型的对比。对比图清晰表明,ROM预测模型计算结果高于实际测量值,而Turner预测模型计算结果低于实际测量值,介于2者之间的Kerner预测模型更接近实际测量值。Vetterli等[36]研究表明,复合材料的
图7 金刚石/Al复合材料热膨胀系数实际测量值与理论模型计算值的对比
Fig.7 Comparison between experimental data and calculated values with theoretical model of coefficient of thermal expansion of diamond/Al composites
金属-非金属两相间的热量传递是依靠电子(金属侧)和声子(非金属侧)的耦合作用[37],两相间界面的杂质、孔洞等缺陷会引发声子散射,降低声子平均自由程,降低复合材料λ[6]。表1数据表明,金刚石/Al复合材料热导率与致密度具有相同的变化规律。当金刚石颗粒尺寸从90 µm增加至106 µm,由于金刚石颗粒尺寸增加,在增强相体积分数一定的前提下,两相界面减少有利于减少声子散射,提高金刚石/Al复合材料λ。对比表1及图4可知,金刚石颗粒尺寸增加至106 µm,材料致密度有所增加,减少复合材料内部空隙,同样可以降低复合材料热阻,提高材料热导率。当金刚石颗粒平均尺寸增加至124和210 µm,复合材料致密度和λ出现显著下降。虽然金刚石颗粒尺寸的增加有利于减少声子散射,但金刚石颗粒与Al基体之间界面连接明显恶化,出现较多空隙,诱发声子散射反而降低λ。因此,LSS技术制备金刚石/Al复合材料的λ受金刚石颗粒尺寸和界面结合状态的耦合作用。当金刚石颗粒尺寸小于106 µm时,在金刚石颗粒尺寸与材料致密度增加的共同作用下,金刚石/Al复合材料λ逐渐提高;但当金刚石颗粒尺寸大于106 µm时,尽管金刚石颗粒尺寸增加,但由于材料致密度严重恶化,导致金刚石/Al复合材料λ显著降低。本工作平均尺寸为106 μm的金刚石颗粒所制备的复合材料具有最佳的λ,这与Yang等[38]证实金刚石颗粒尺寸为100 μm制备的金刚石/Al复合材料具有最佳λ的研究结果相一致。
分析采用LSS制备纯Al试样λ仅为98.2 W/(m·K)的原因是,Al粉表面形成一层致密的氧化层,而Al2O3的λ为35~40 W/(m·K)[10]。并且氧化层相当于杂质界面存在于Al基体与金刚石颗粒之间,诱发声子散射,提高界面热阻,进而降低复合材料λ。在本实验条件下,Al粉表面形成的致密Al2O3层不可避免,所以采用该Al粉制备金刚石/Al封装基板的λ并未达到理想程度,后续考虑采用H2保护的方法制备高导热金刚石/Al复合材料。
为更深入分析LSS技术制备金刚石/Al复合材料的λ,将实验结果与理论预测模型相比较。金刚石/Al封装基板的λ受增强相几何形态和体积分数及两相固有的热力学性能影响较大[39,40],Maxwell-Eucken理论模型[41]和DEM理论模型[42]以其综合考虑界面热导、声子失配理论等诸多因素,在金属基金刚石复合材料λ预测领域应用广泛。金刚石/Al复合材料λ的Maxwell-Eucken[41]和DEM[42]预测模型如下:
式中,λm为Al基体的热导率(98.2 W/(m·K)),
考虑到基体与增强相间界面热导率(interfacial thermal conductivity,ITC)及金刚石颗粒尺寸对增强相颗粒热导率的影响,
式中,r与
式中,
式中,
式中,Cl和Ct分别为纵向和横向穿过基体的声子速率。
表3[38]为原材料热物性参数,将数据分别带入
表3 原材料物理参数[38]
Table 3
图8 金刚石/Al复合材料热导率实际测量值与理论模型计算值的对比
Fig.8 Comparisons between experimental data and calcuated values with theoretical model of λ of diamond/Al composites
λ理论模型计算值与实际测量值存在较大偏差,而且这种偏差随着金刚石颗粒尺寸增加而变大。造成误差的原因可能是:(1) 模型基于金刚石颗粒呈球形的前提,而实际上优质的金刚石颗粒呈六~八面体,形状因素会降低界面传热系数;(2) 界面热导的计算过程中忽略了扩散速率的影响;(3) 理论预测模型中没有考虑材料内部缺陷及Al2O3夹层对于复合材料热导率的影响,而内部缺陷恰恰又是材料不可避免的组织结构。为减少复合材料内部缺陷,可通过改善增强相与基体间的界面结合、减少内部孔隙等方式来增加传热介质的声子自由程、传播速率,提高复合材料热导率。通常可采用金刚石表面化学改性、金刚石表面金属镀层、金刚石表面高温碳化等处理方式提高金属基体与增强相界面润湿性,减少复合材料内部缺陷[5]。
(1) LSS技术的加热温度较低,同时液固分离过程又在较快的速率下完成,使复合材料界面处来不及生成恶化性能的Al4C3相。
(2) 复合材料热导率随金刚石颗粒尺寸增加呈现先增加后急剧降低的趋势,并在增强相颗粒尺寸为106 µm时取得极大值,致密度高达97.12%,热导率达到Maxwell-Eucken模型计算值的的69.31%,为153.1 W/(m·K),气密性指标满足电子封装材料军用装配标准。
(3) 金刚石颗粒尺寸增加导致两相界面面积减小,减弱了金刚石对于Al的界面约束,同时由于界面处间隙,导致复合材料热膨胀系数有所提高。Kerner模型可以准确模拟金刚石/Al复合材料热膨胀系数。
(4) 复合材料的热导率受金刚石颗粒尺寸和界面结合状态的耦合作用,与复合材料致密度呈相同变化规律。热导率理论模型与实际测量值有较大偏差,这种偏差随着增强相颗粒尺寸增加而变大。
 ,1
,1
1 实验方法
1.1 实验材料
1.2 液固分离技术
图1

1.3 测试方法
2 实验结果
2.1 复合材料显微组织及界面结构
图2

图3

图4

图5

图6

2.2 复合材料性能随金刚石颗粒尺寸的变化
90
2.905
96.19
12.1
147.8
106
2.933
97.12
12.4
153.1
124
2.877
95.26
12.5
132.6
210
2.771
91.75
13.2
96.5
3 分析讨论
3.1 金刚石颗粒尺寸对致密性的影响
3.2 金刚石颗粒尺寸对热膨胀系数的影响
Material
Bulk
Shear
10-6 K-1
modulus
modulus
GPa
GPa
Al
23.5
76
26
Diamond
1.2
442
478
图7
3.3 金刚石颗粒尺寸对热导率的影响
Material
Phonon velocity
CD
η
hc
Cl / (m·s-1)
Ct / (m·s-1)
m·s-1
W·m-2·K-1
J·g-1·K-1
Al
6240
3040
3865
0.019
4.43 × 107
0.895
Diamond
20000
12300
14817
0.500
图8

4 结论
来源--金属学报
 沪公网安备31011202020290号
沪公网安备31011202020290号
