吉华1,2, 邓运来 ,3, 徐红勇2, 郭伟强2, 邓建峰2, 范世通3
,3, 徐红勇2, 郭伟强2, 邓建峰2, 范世通3
1. 中南大学轻合金研究院 长沙 410083
2. 航天工程装备(苏州)有限公司 苏州 215100
3. 中南大学材料科学与工程学院 长沙 410083
摘要
以AlSi5焊丝作为填充材料,采用冷金属过渡(CMT)焊接技术对5182-O/HC260YD+Z异种材料进行搭接熔钎焊,借助OM、XRD、SEM、EDS分析了不同工艺参数下搭接接头的宏观形貌及微观组织特征,并对接头显微硬度及剪切强度进行了测试。结果表明,焊接线能量通过影响钎焊界面IMCs层厚度进而影响接头性能及断裂类型;当送丝速率为5 m/min、焊接速率为9 mm/s时,IMCs层厚度约为6 μm,接头剪切强度可达160 MPa;接头断口形式分为“熔焊界面型”及“钎焊界面型”,近起弧处均为“熔焊界面型”断口,随着焊接线能量增加,钎焊界面IMCs层厚度增加,近收弧处断口类型逐渐由“熔焊界面型”向“钎焊界面型”演变;当焊缝单位长度上焊机输出功为150~210 J/mm时,IMCs层厚度小于9 μm,接头剪切强度较好,且较易获得“熔焊界面型”断口。
关键词: 铝合金/钢搭接接头 ; 冷金属过渡焊 ; 金属间化合物 ; 焊接线能量 ; 剪切强度
能源、环境、安全是当今世界倡导的主题,进而催生汽车、船舶及轨道交通等行业轻量化趋势[1,2,3,4]。Al及铝合金因具有密度小、比强度高、易加工等优异性能而成为极具应用前景的轻量化材料,而钢在对强度要求较高的结构件中仍具有不可替代的地位,因此,铝合金和钢组合是当前广泛采用的轻量化方案,其连接技术是关键,并成为异种材料连接领域的研究热点[5,6,7,8,9]。目前,铝合金/钢连接多采用铆接[10]、电阻焊[11]、电子束焊接[12]、激光焊[13,14]等连接技术,但均存在接头强度低、易断裂等缺点。由于铝合金/钢的物理、化学性能等差异较大,导致其相容性、线膨胀系数以及热敏感度等差异显著,对于传统的熔焊技术(熔化极惰性气体保护焊、钨极惰性气体保护焊等)而言,焊接过程中较大的热输入,易于生成大量金属间化合物(intermetallic compounds,IMCs),极大削弱了接头力学性能,焊后残余应力及变形均较大[15,16,17,18,19]。因此,采用一种低热输入的焊接工艺以降低IMCs生成量、焊后残余应力及变形,进而达到良好的接头性能,成为铝合金/钢连接技术的必然要求。
冷金属过渡(cold metal transfer,CMT)焊技术在熔滴过渡到母材期间,电压为零,电流也几乎为零,实现了整个焊接过程高频率“热-冷-热”的过程转换,因而大幅度降低了焊接过程中的热输入[20,21,22,23,24]。同时,焊接过程中电弧的稳定性高,热输入低,几乎无飞溅,间隙桥接能力出色,特别适合于薄板及异种材料连接,尤其是铝合金/钢连接[25]。张洪涛[26]将实验及仿真等手段相结合,研究了纯Al与镀锌钢板搭接接头CMT熔钎焊机理,通过热力学模型分析,铝合金/钢界面主要生成FeAl、Fe2Al5以及FeAl3等IMCs,热输入增加可显著增加IMCs层厚度,但不会改变IMCs种类。Madhavan等[27]研究了6061-T6铝合金与800双相钢CMT熔钎焊工艺参数对微观组织及性能的影响,接头中生成大量FeAl3、Fe2Al5等IMCs,IMCs层厚度是影响接头性能的主要因素。Bruckner[28]选用不同的铝合金母材(Al-0.4Mg-1.2Si、Al-0.8Mg-09Si、AlMg3和Al-5Mg-Mn)分别与镀锌钢板进行CMT熔钎焊,接头强度一般在130~175 MPa;IMCs层厚度可显著影响接头强度:当IMCs层厚度控制在10 μm以下时,可以获得良好的熔钎焊接头;当IMCs层厚度小于2 μm时,接头脆性断裂可能性将显著降低。Adamiak等[29]对比研究了激光钎焊与CMT熔钎焊1050A纯Al、DC04+ZE75/75镀锌钢板搭接接头组织及性能,发现铝合金/钢界面金属间化合物为接头最薄弱的环节。Cao等[30]研究了6061铝合金与镀锌钢板、AZ31B镁合金与镀锌钢板CMT熔钎焊接头镀锌层作用机理,镀锌层通过蒸发过程降低异种材料界面区温度,防止Fe基体过渡熔化,同时改善异种材料间的润湿性;铝合金/钢接头中没有镀锌层反应形成的钎焊界面层,而镁合金/钢接头存在镀锌层反应形成的界面层;因此,镀锌层的存在可以改善铝合金/钢接头性能,而对于镁合金/钢接头是不利因素。
目前对于铝合金/钢CMT熔钎焊研究多集中在结合机理及IMCs的调控等方面,而焊接线能量对接头组织及性能的影响规律研究相对较少,此外,单条焊缝上不同位置处的接头性能差异性的研究更少。本工作以AlSi5 (ER4043)焊丝作为填充材料,采用CMT对5182-O/HC260YD+Z异种材料进行搭接熔钎焊,研究了不同工艺参数下焊缝的宏观形貌、微观组织、界面形貌以及力学性能等,并探讨了焊接线能量对接头组织及性能的影响规律以及不同位置处的接头性能差异性,为铝合金/钢CMT连接技术应用提供理论参考。
1 实验方法
实验选用AlSi5 (国内牌号ER4043)焊丝作为填充材料,化学成分(质量分数,%,下同)为:Si 5.10,Fe 0.60,Cu 0.30,Mn 0.15,Mg 0.20,Zn 0.10,Ti 0.15,Al余量。5182-O铝合金抗拉强度为302 MPa,化学成分为:Si 0.20,Fe 0.35,Cu 0.15,Mn 0.50,Mg 4.53,Cr 0.10,Zn 0.25,Ti 0.10,Al余量。HC260YD+Z镀锌钢板抗拉强度为385.7 MPa,化学成分为:C 0.3,Si 0.6,Mn 22,P 2,S 0.5,Ti 0.32,Fe余量;镀锌层厚度约为4 μm。焊接试板尺寸均为300 mm×150 mm×3 mm。
采用Transpuls Synergic 4000冷金属过渡焊设备将5182-O铝合金与HC260YD+Z镀锌钢板进行搭接,搭接量20 mm,铝合金在上,镀锌钢板在下。试样分组如表1所示,其它工艺参数均保持一致:向钢侧偏移1.5 mm (以减少铝合金过渡熔化),弧长修正系数0,左焊法,焊枪与平行焊接方向、垂直焊接方向角度分别为120°、70°,保护气流量为25 L/min,焊接示意图如图1所示,为保证拉伸数据准确性,同一组别各焊接试板3副。
表1 5182-O铝合金与HC260YD+Z镀锌钢板搭接实验试样分组
Table 1 Specimen groups of overlap joint of 5182-O and HC260YD+Z
|
Specimen
|
Wire feed speed
|
Welding speed
|
Welding voltage
|
Welding current
|
|
|
m·min-1
|
m·min-1
|
V
|
A
|
|
S1
|
4
|
7
|
16.3
|
64.0
|
|
S2
|
4.5
|
7
|
16.9
|
72.0
|
|
S3
|
5
|
7
|
16.9
|
83.0
|
|
S4
|
5.5
|
7
|
17.3
|
93.0
|
|
S5
|
6
|
7
|
18.3
|
102.0
|
|
S6
|
5
|
5
|
16.9
|
83.0
|
|
S7
|
5
|
6
|
16.9
|
83.0
|
|
S8
|
5
|
8
|
16.9
|
83.0
|
|
S9
|
5
|
9
|
16.9
|
83.0
|
新窗口打开| 下载CSV
图1
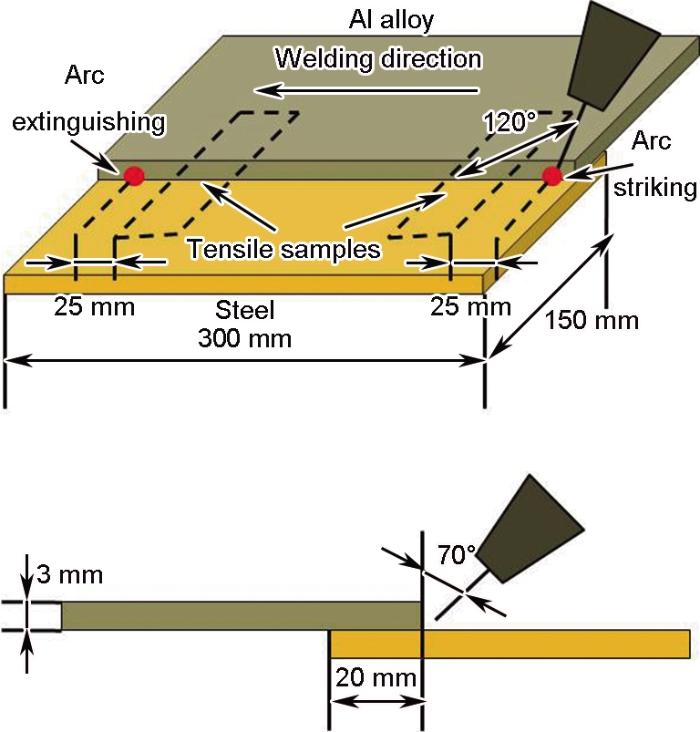
图1 焊接示意图
Fig.1 Schematic of welding process
利用Axio.Scope.A1金相显微镜(OM)、Rapid IIR原位微区X射线衍射仪(XRD,=0.15418 nm,1°/min)、EVO18扫描电镜(SEM)及Link-ISIS能谱仪(EDS)分别对接头微观组织与成分等进行分析。以钎焊界面/熔焊界面为零点,采用MH-3显微硬度仪(施加载荷300 g,时间15 s)垂直于钎焊界面/熔焊界面向母材及焊缝区测其显微硬度,并测得5182-O铝合金与HC260YD+Z镀锌钢显微硬度分别为71.1和124.8 HV0.3。采用CRIMIS DDL100万能试验机(拉伸速率1 mm/min)分别对接头近起弧处和近收弧处标准拉伸试样进行接头剪切强度测试,取样位置如图1所示,接头近起弧处(近收弧处)同一组别试板(3副)各取一件标准拉伸试样进行剪切强度测试并取其平均值。
2 实验结果与分析
2.1 接头宏观分区及其XRD分析
由图2可知,铝合金/钢CMT搭接接头可分为焊缝区、熔焊界面、钎焊界面及富Zn区4个典型区域。焊缝区多为焊丝材料熔化后凝固而成;由于铝合金熔点较低,焊缝区与铝合金母材交界处为熔焊界面;钢的熔点较高,CMT焊接过程难以使钢完全熔化,因而焊缝区与钢母材交界处为钎焊界面;富Zn区多存在于焊趾及焊根处。
图2
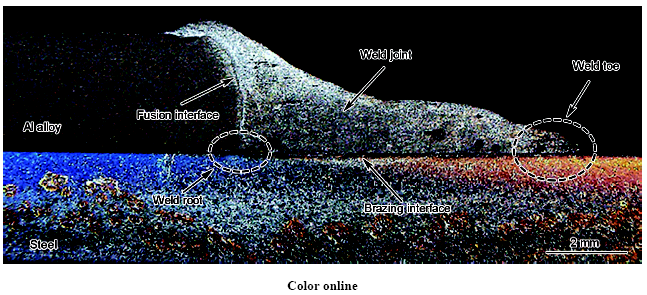
图2 铝合金/钢冷金属过渡(CMT)搭接接头典型分区(S3)
Fig.2 Typical zones of an Al alloy/steel CMT lap joint (S3) (CMT—cold metal transfer)
铝合金/钢CMT搭接接头不同区域微区XRD分析结果如图3所示,检测范围为直径100 μm的圆形。铝合金/钢CMT搭接接头中主要存在α-Al基体相,以及FeAl3、FeAl2、FeAl等金属间化合物;γ-Fe作为镀锌钢板基材相,主要存在于钎焊界面区;随着距离钎焊界面越远,接头中Fe含量依次减少,FeAl3、FeAl2、FeAl等IMCs逐渐减少;IMCs作为硬脆相,它的存在将显著降低铝合金/钢异种材料接头的结合性能。
图3

图3 铝合金/钢CMT搭接接头不同区域微区XRD谱(S3)
Fig.3 XRD spectra of different regions of an Al alloy/steel CMT lap joint (S3)
2.2 接头微观组织分析
2.2.1 钎焊界面微观组织
送丝速率、焊接速率对接头熔焊界面组织的影响如图4所示,图中各点EDS分析结果如表2所示,结合XRD结果可知:焊缝区与钢母材界面为典型的钎焊界面,钎焊界面生成大量的IMCs硬脆相;随着送丝速率增加或焊接速率减小,焊接线能量增加,钎焊界面IMCs层厚度显著增加,同时焊缝区FeAl3显著增加,当送丝速率达到6 m/min (S5),钎焊界面IMCs层最厚(可达数十微米),以致因线膨胀系数差距较大而开裂(裂纹宽度可达100 μm)。大量研究[19,25,26,27,28,30,31,32,33]表明,IMCs层厚度是影响熔钎焊接头性能的主要因素,通过控制IMCs层厚度可以获得性能较好的铝合金/钢熔钎焊接头,因此,为获得性能较好的铝合金/钢熔钎焊接头,焊接线能量不宜过大。钎焊界面区IMCs层物相由钢母材向焊缝区依次为平面状初生γ-Fe+FeAl混合相(图4 A点)、细小柱状晶FeAl (E点)、平面状FeAl2相(B点)、非典型柱状晶FeAl3 (C点)。
图4
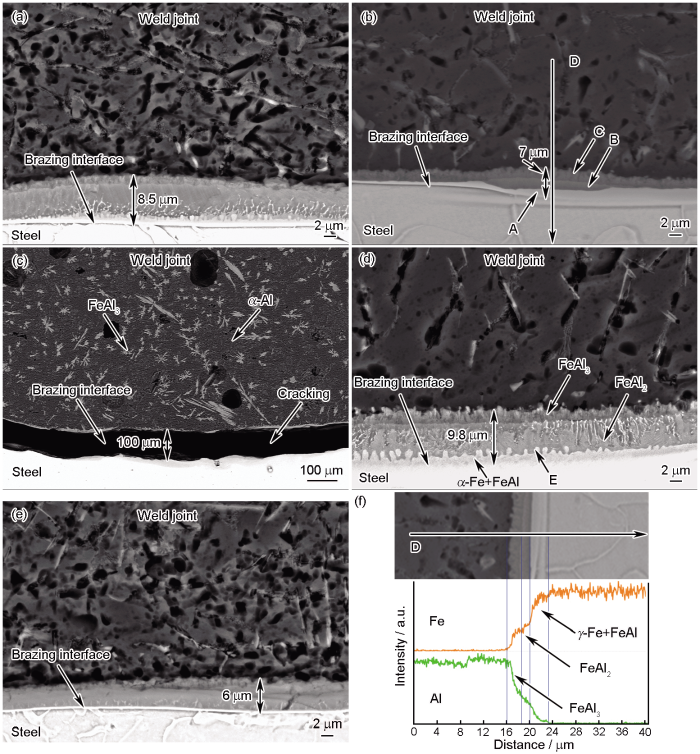
图4 送丝速率、焊接速率对钎焊界面微观组织的影响及EDS分析结果
Fig.4 Microstructures and EDS of the brazing interface under different wire feed speeds and welding speeds
(a) S1 (b) S3 (c) S5 (d) S6 (e) S9 (f) EDS along line D
图5为钎焊界面形成过程示意图,结合图4及相图可知,凝固过程中,随着钎焊界面Fe(Al)含量及温度持续变化:近钢母材侧优先从液态熔池(图5a)中析出初生γ-Fe相(1538~1310 ℃),进而析出的FeAl相(1310~1232 ℃)与初生γ-Fe形成平面状混合相(图5b);随着成分及温度的继续变化,依附平面状初生γ-Fe+FeAl混合相依次逐层生成细小柱状晶FeAl (图5c)、平面状FeAl2相(1169~1160 ℃,图5d)、非典型柱状晶FeAl3 (约1160 ℃,图5e);由于焊接熔池中复杂的能量及成分起伏[34],所有物相并不拘于以上析出顺序,尤其是初生γ-Fe、FeAl、FeAl2以及FeAl3等析出温度重叠或相近,析出顺序可能交错。
表2 图4各点EDS分析结果
Table 2 EDS of the points in Fig.4
|
Point
|
Atomic fraction / %
|
Possible phase
|
|
|
Al
|
Fe
|
Mg
|
Si
|
Others (C, O et al)
|
|
|
A
|
24.08
|
52.78
|
-
|
0.99
|
22.15
|
γ-Fe+FeAl
|
|
B
|
37.45
|
22.10
|
-
|
1.71
|
38.74
|
FeAl2
|
|
C
|
53.99
|
15.52
|
0.17
|
1.88
|
28.44
|
FeAl3
|
|
E
|
34.94
|
31.98
|
-
|
2.14
|
30.94
|
FeAl
|
新窗口打开| 下载CSV
图5

图5 钎焊界面形成过程示意图
Fig.5 Schematics of the brazing interface formation showing liquid molten pool (a), primary γ-Fe phase, γ-Fe+FeAl mixed phase precipitation (b), fine columnar crystal FeAl precipitation (c), planar FeAl2 precipitation (d) and atypical columnar crystal FeAl3 precipitation (e)
2.2.2 熔焊界面微观组织
送丝速率、焊接速率对接头熔焊界面组织的影响如图6所示。铝合金母材与焊缝区界面为典型的熔焊界面,熔焊界面焊缝侧主要为灰色初生α-Al以及网状(α-Al+Si)共晶组织,部分区域偏聚有块状FeAl3相;随着送丝速率增加或焊接速率减小,焊接线能量增加,导致铝合金母材熔化量增加,同时熔焊界面宽度显著增加。
图6

图6 送丝速率、焊接速率对熔焊界面微观形貌的影响
Fig.6 Microstructures of the fusion interface zones under different wire feed speeds and welding speeds
(a) S1 (b) S3 (c) partial magnification of the area in Fig.6b (d) S5 (e) S6 (f) S9
2.2.3 焊缝区微观组织
送丝速率、焊接速率对接头焊缝区组织的影响如图7所示,图7c和d面扫描分析结果如图8所示,图7中各点EDS分析结果如表3所示。结合XRD分析结果可知:焊缝组织主要为灰色初生α-Al (图7 A点)以及网状(α-Al+Si)共晶组织(B点),局部偏聚有梅花状或针片状枝晶态的FeAl3相(C点);随着送丝速率增加或焊接速率减小,焊接线能量增加,焊接过程溶解的Fe量明显增多,进而焊缝中Fe含量增多,FeAl3相显著增加,甚至偏聚为大块FeAl3相(D点)。随着送丝速率增加或焊接速率减小,焊缝组织先变得细密后又粗大,且焊接速率较大时产生大量气孔,S3焊缝组织最为细小、致密,这是由于焊接线能量较小时,焊接过程中金属流动性差,组织较为疏松,易于形成气孔等缺陷;焊接线能量较大时,焊接熔池在高温段停留时间过长,组织一般较为粗大。由面扫描分析结果可知,焊缝区较为均匀分布有Mg元素,其来源于熔化的铝合金母材,多与焊缝区Si元素形成Mg2Si相弥散于焊缝区组织中。
图7
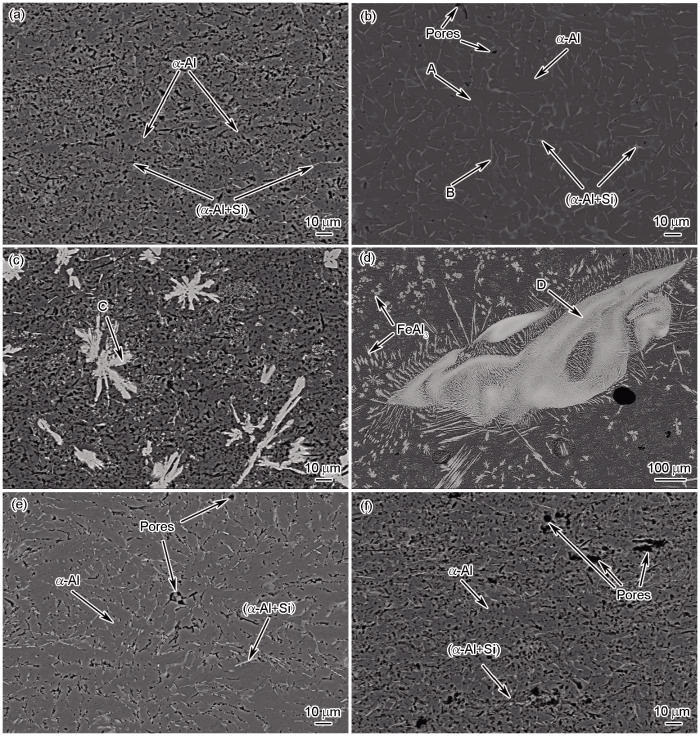
图7 送丝速率、焊接速率对焊缝区微观组织的影响
Fig.7 Microstructures of the fusion zones under different wire feed speeds and welding speeds
(a) S1 (b) S3 (c, d) S5 (e) S6 (f) S9
图8
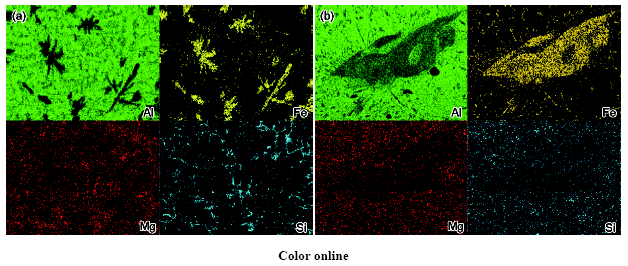
图8 图7面扫描分析结果
Fig.8 EDS mapping analyses of Fig.7c (a) and Fig.7d (b)
表3 图7中各点微区EDS分析结果
Table 3 EDS of different points in Fig.7
|
Point
|
Atomic fraction / %
|
Possible phase
|
|
|
Al
|
Fe
|
Mg
|
Si
|
Others (C, O et al)
|
|
|
A
|
96.15
|
0.35
|
0.20
|
1.24
|
2.06
|
α-Al
|
|
B
|
73.97
|
3.42
|
0.20
|
17.40
|
5.01
|
(α-Al+Si)
|
|
C
|
62.72
|
18.50
|
0.18
|
2.53
|
16.07
|
FeAl3
|
|
D
|
62.66
|
19.65
|
0.11
|
2.84
|
14.74
|
FeAl3
|
新窗口打开| 下载CSV
图9为焊缝区冶金过程示意图,结合图7及相图可知,凝固过程中,随着焊缝区成分及温度持续变化,FeAl3 (约1160 ℃)率先均匀形核于液态熔池中(图9b);Mg2Si相(约1085 ℃)多均匀析出于熔池中(图9c);初生α-Al相(577~660 ℃)大多以非均匀形核方式依附于FeAl3、Mg2Si形核长大(图9d);随着熔池成分及温度的继续变化,当满足共晶条件时,生成网状(α-Al+Si)共晶组织(约577 ℃,图9e);由于焊接熔池中复杂的能量及成分起伏,所有物相并不拘于以上析出顺序,尤其是FeAl3和初生α-Al等析出温度重叠,析出顺序可能交错,部分物相甚至发生偏聚(如FeAl3相)。
图9
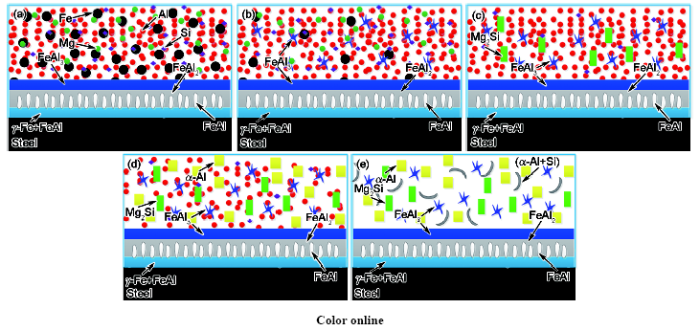
图9 焊缝区冶金过程示意图
Fig.9 Schematics of welding area metallurgical process showing liquid molten pool (a), primary γ-Fe phase and γ-Fe+FeAl mixed phase precipitation (b), fine columnar crystal FeAl precipitation (c), planar FeAl2 precipitation (d) and atypical columnar crystal FeAl3 precipitation (e)
2.2.4 富Zn区微观组织
镀Zn钢板表层镀Zn层(Zn熔点为419.58 ℃)在焊接过程中,极易挥发并遇冷态母材冷却,同时在电弧推力作用下易将镀Zn层推向焊趾及焊根最终形成富锌区。典型富Zn区微观组织如图10所示,图中各点EDS分析结果如表4所示。结合图10及相图可知,富Zn区凝固过程中,初生α-Al相(A点,577~660 ℃)多于富Zn区内部析出,(α-Al+Zn)共晶组织(B点,381 ℃)以非均匀形核方式依附于初生α-Al相表面形核长大。富Zn区组织一般较为粗大、稀疏,并因部分Zn挥发引发的缺料而导致(α-Al+Zn)共晶组织表面布满沟壑。焊根界面由于为铝合金母材、钢母材以及焊丝3种材料结合区,组织均匀性较差;并因此处熔滴可达性差,多存在由铝合金、钢界面延伸而来的钩状孔洞缺陷。
图10
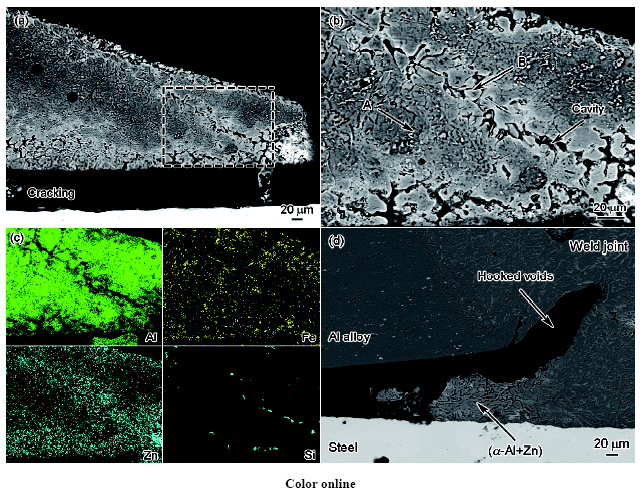
图10 富Zn区微观组织及面扫描分析结果
Fig.10 Microstructures and EDS mapping of the Zn-rich zones
(a) weld toe of S5 (b) partial magnification of area in Fig.10a (c) EDS mapping of Fig.10b (d) weld root of S3
表4 图10各点EDS分析结果
Table 4 EDS analyses of different points in Fig.10
|
Point
|
Atomic fraction / %
|
Possible phase
|
|
|
Al
|
Fe
|
Zn
|
Si
|
Others (C, O et al)
|
|
|
A
|
71.16
|
0.13
|
12.41
|
8.39
|
7.91
|
α-Al
|
|
B
|
81.95
|
0.18
|
14.79
|
0.58
|
2.50
|
(α-Al+Zn)
|
新窗口打开| 下载CSV
2.3 接头显微硬度及剪切强度
2.3.1 显微硬度
铝合金侧、钢侧接头显微硬度及热影响区组织特征如图11所示。
图11
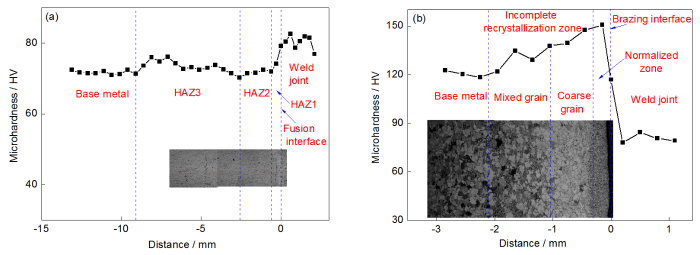
图11 S3铝合金侧、钢侧接头显微硬度及热影响区组织特征
Fig.11 Microhardness of heat affected zones (HAZs) of Al alloy (a) and steel (b) of joint S3 (Insets shows the microstructures in the horizontal direction of aluminum alloy (a) and vertical direction of steel (b))
由焊缝区至铝合金母材可依次分为焊缝区、熔焊界面、热影响区1 (HAZ1)、HAZ2、HAZ3以及铝合金母材,显微硬度曲线整体呈现“降低→增加→降低→稳定”的趋势。其中,焊缝区由于存在大量IMCs而硬度最高;HAZ1为过热组织,硬度次之;HAZ2为软化组织,硬度与母材相当或者更低;HAZ3组织硬度略高于母材。除HAZ2区外,热影响区组织显微硬度均高于铝合金母材,这是由于铝合金母材为退火态,焊接后快冷过程可看做是对退火态铝合金母材的一种“特殊硬化过程”。
由焊缝区至钢母材可依次分为焊缝区、钎焊界面、正火区、不完全再结晶区以及钢母材,显微硬度曲线整体呈现“增加→降低→稳定”的趋势。其中,焊缝区为铝合金组织,硬度最低;正火区为细晶粒组织,硬度最高;不完全再结晶区包括粗晶区和混合晶区,显微硬度较高。热影响区组织显微硬度均高于钢母材,这是由于焊接过程对于钢来说是一种热处理强化过程。
2.3.2 剪切强度
冷金属过渡焊设备采用焊接电压、电流与送丝速率一元化调节模式,借助数据库系统,通过调节送丝速率,就可同时改变焊接电压、电流,从而影响焊接热输入。焊接线能量是指焊缝单位长度上热输入大小,CMT焊接过程中,其它参数不变的情况下,焊接电压及电流(或送丝速率)、焊接速率是影响焊接线能量的主要因素,因此,本工作采用式(1)进行焊接线能量计算:
(1)
式中,n为焊接线能量,K为比例因子,N为焊接线能量因子,即焊缝单位长度上焊机输出功,U为焊接电压,I为焊接电流,V为焊接速率。
由式(1)计算得到的不同试样焊接线能量因子如图12a所示,随着送丝速率增加或焊接速率减小,焊接线能量因子N显著增加,即焊接线能量增加。不同试样的剪切强度如图12b和c所示。由结果可知:随着送丝速率增加或焊接速率减小,焊缝热输入增加,焊接线能量因子显著增加,接头剪切强度均呈现先增加后降低趋势,这是由于焊接线能量过小时,铝合金/钢接头未能形成良好的结合,尤其是钢侧溶解量过少,甚至形成虚焊,试样焊后或取样过程中即自行开裂(如S4、S5、S6近收弧处);焊接线能量过大时,钢的溶解量过大,钎焊界面生成大量IMCs,随着焊接线能量增加,IMCs层厚度显著增加,钎焊界面极易发生开裂;S9焊接线能量适中,接头IMCs层厚度约为6 μm (图4e),接头剪切强度可达160 MPa左右,约为铝合金母材的53%。此外,焊接线能量较小时,整条焊缝接头强度相差不大;焊接线能量较大时,接头剪切强度近收弧处远小于近起弧处,这是由于焊接线能量越大,焊接过程累积热量越多,近收弧处溶解的钢越多,IMCs层越厚,钎焊界面越脆弱;其中,S6近起狐处IMCs层厚度约为9.8 μm (图4d),近收狐处IMCs层厚度为20~30 μm,形成裂缝,焊接线能量较大,近收弧处甚至直接开裂;且调整送丝速率比调整焊接速率对于热量累积影响更为显著。因此,焊接线能量过大和过小均不能获得性能良好的铝合金/钢异种材料接头;送丝速率5 m/min及焊接速率7 mm/s为其临界点;同时,选取焊接速率较大的适中焊接线能量可以获得性能较好的接头,且工艺参数区间较宽。
图12
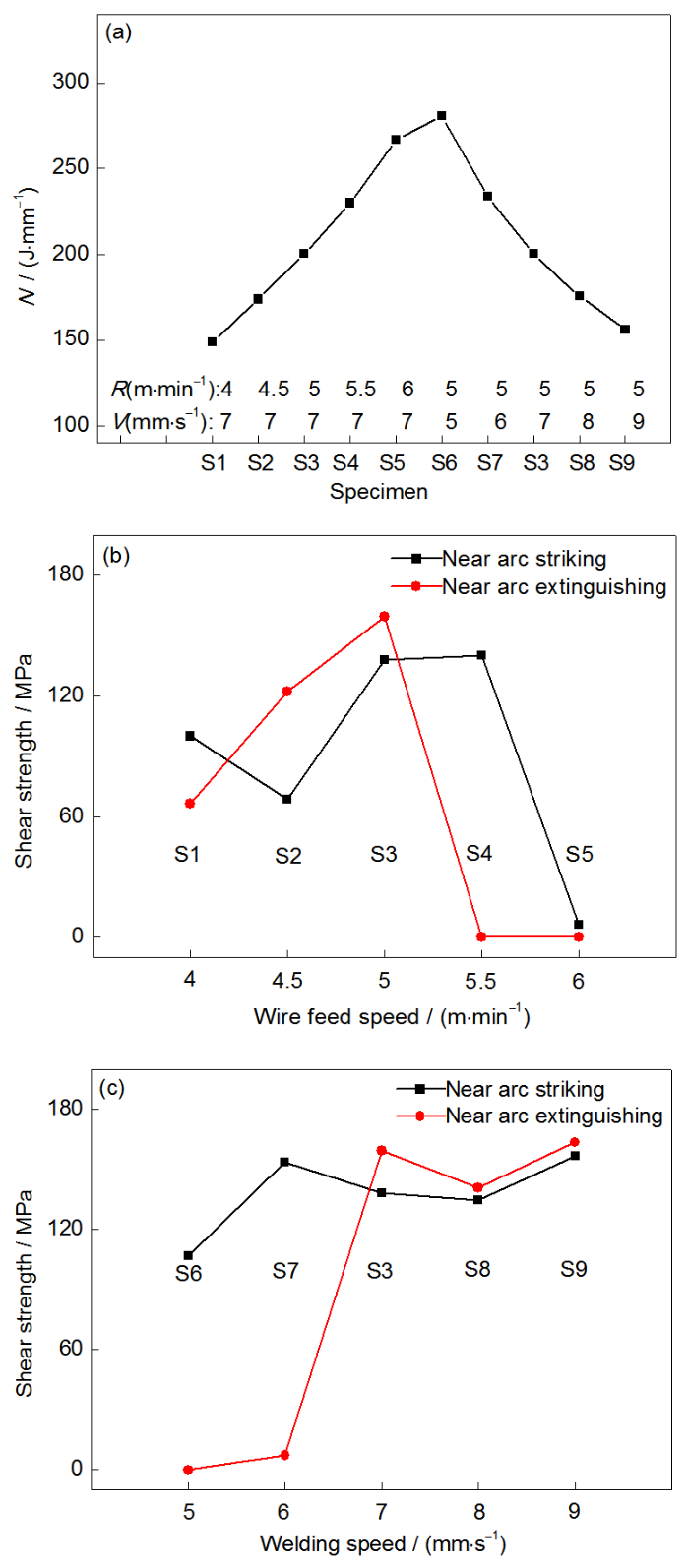
图12 不同试样的焊接线能量因子及剪切强度
Fig.12 Effect of wire feed speed and welding speed on welding line energy factor (a) and shear strength (b, c) of the joints (N—output work per unit welding length which produced, R—wire feed speed, V—welding speed)
典型试样断口形貌如图13所示,断口类型主要分为“熔焊界面型”(图13a~c)及“钎焊界面型”(图13d~f)断口。“熔焊界面型”断口位于靠近熔焊界面的焊缝处,微观上整体呈微孔聚集性韧性断裂特征;“钎焊界面型”断口位于钎焊界面上,断口明显分为焊根区、脆断区以及焊趾区,钢侧焊根区具有大量的凹坑,这是由于焊接过程中熔化的镀锌层、钢母材与铝合金反应所致,脆断区表面纹路为钢母材自身所带,焊趾区存在焊缝材料残留,由于钎焊界面存在大量硬脆的IMCs,因此,“钎焊界面型”断口整体呈现典型的脆性断裂特征。
图13

图13 典型试样断口形貌
Fig.13 Typical fracture morphologies of samples S3 (a~c) and S5 (d~f)
(a) "fusion interface" fracture (b) SEM image of middle area (c) partial magnification of area in Fig.13b (d) "brazing interface" fracture (e, f) partial magnifications of area in Fig.13d
不同试样断裂形式如表5所示。由结果可知,近起弧处断口类型均为“熔焊界面型”断口;随着送丝速率增加或焊接速率减小,焊接线能量增加,且近收弧处热量累积效应明显,热量显著高于近起弧处,钢的溶解量明显增加,钎焊界面IMCs层增厚,导致近收弧处断口类型逐渐由“熔焊界面型”断口向“钎焊界面型”断口演变。
表5 不同试样断裂形式
Table 5 Fracture types of different joints
|
Specimen
|
Near arc striking
|
Near arc extinguishing
|
|
S1
|
A
|
A
|
|
S2
|
A
|
A
|
|
S3
|
A
|
A
|
|
S4
|
A
|
B
|
|
S5
|
A
|
B
|
|
S6
|
A
|
B
|
|
S7
|
A
|
B
|
|
S8
|
A
|
A
|
|
S9
|
A
|
A
|
Note: A—fusion interface fracture, B—brazing interface fracture
新窗口打开| 下载CSV
由不同试样的剪切强度及断裂形式可知,焊接线能量因子为150~210 J/mm时,焊接线能量适中,IMCs层厚度小于9 μm,接头剪切强度较好,且较易获得“熔焊界面型”断口;同时,选取焊接速率较大的适中焊接线能量可以获得较宽的工艺参数区间。
3 结论
(1) 铝合金/钢CMT搭接接头可分为焊缝区、熔焊界面、钎焊界面以及主要存在于焊趾及焊根的富Zn区4个典型区域;其中,钎焊界面生成大量IMCs,由钢母材向焊缝区依次为初生γ-Fe+FeAl、FeAl、FeAl2、FeAl3,为铝合金/钢搭接接头的最薄弱环节。
(2) 由焊缝区至铝合金母材,显微硬度整体呈“降低→增加→降低→稳定”的趋势;其热影响区组织可依次分为HAZ1、HAZ2以及HAZ3;HAZ1为过热组织,硬度最高;HAZ2为软化组织,硬度最低。焊缝区至钢母材,显微硬度整体呈“增加→降低→稳定”的趋势,其热影响区可依次分为正火区、不完全再结晶区;其中正火区为细晶粒组织,硬度最高;不完全再结晶区包括粗晶区和混合晶区。
(3) 当送丝速率为5 m/min、焊接速率为9 mm/s时,接头IMCs层厚度约为6 μm,接头剪切强度可达160 MPa左右,约为铝合金母材的53%;断口主要分为“熔焊界面型”及“钎焊界面型”,其中“熔焊界面型”断口整体呈现典型的韧性断裂特征,“钎焊界面型”断口整体呈现典型的脆性断裂特征;随着焊接线能量增加,钎焊界面IMCs层厚度增加,导致近收弧处断口类型逐渐由“熔焊界面型”断口向“钎焊界面型”断口演变。
(4) 当焊缝单位长度上焊机输出功约为150~210 J/mm时,IMCs层厚度小于9 μm,接头剪切强度较好,且较易获得“熔焊界面型”断口;同时,选取焊接速率较大的适中线能量可以获得较宽的工艺参数区间。





 沪公网安备31011202020290号
沪公网安备31011202020290号
